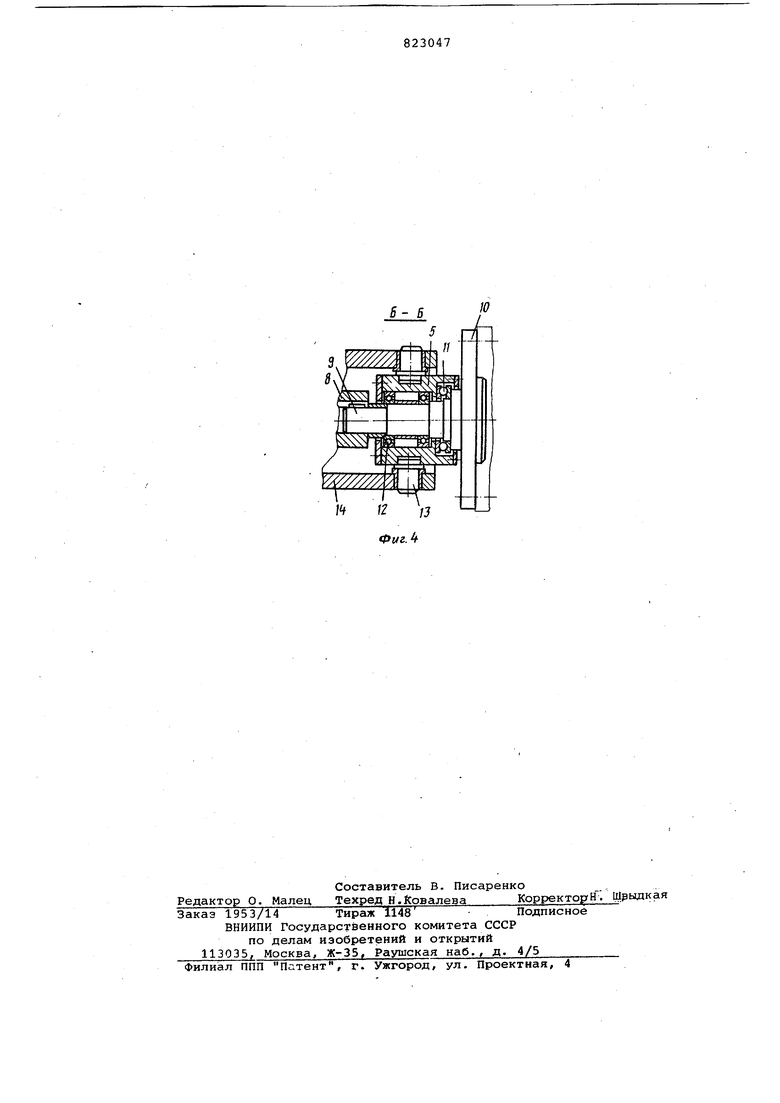
(54) СТЕНД.ДЛЯ СБОРКИ и СВАРКИ КОЛЬЦЕВЫХ швов КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ стендов сборки и сварки роторов паровых турбин. Известен также стенд для сборки и сварки кольцевых швов крупногабаритных конструкций, преимущественно роторов турбин большой мощности, состоящих иэ заготовок в форме дисков и двух хвостовиков, содержащий смонтированные на основании роликовую Ьостель, привод вращения изделия, подвижное центрируквдее устройство и узел крепления деталей ротора |2. Недостатком этого стенда является то, что он не обеспечивает требуемог качества сборки роторов, так как велико отклонение осей заготовок от об щей геометрической оси ротора. Цель изобретения - создание такой конструкции стенда, которая позволила бы повысить качество -сборки роторов путем уменьшения отклонений осей заготовок от общей геометрической ос ротора. Указанная цель достигается тем, что стенд оснащен неподвижной стойко закрепленной на основании между приводом вращения и центрирующим устрой ством, а узел крепления выполнен из двух траверс, каждая из которых смон тирована на хвостовике ротора, двух пар тяг и лвух корпусов силовых цилиндров со штоками, при этом корпуса силовых Цилиндров закреплены в стойке, одна из траверс присоединена к корпусу силовых цилиндров одной паро тяг, а другая траверса присоединена второй парой тяг к штокам силовых ци линдров . Каждая траверса оснащена корпусом смонтированным в ней с возможностью свободного поворота в плоскости, па раллельной основанию, а каждый корпус оснащен размещенным в нем на под шипниках валом, торец которого присоединен к торцу хвостовика ротора. При этом тяги в местах их соедин ния с траверсами оснащены универсал ными шарнирами. На фиг. 1 схематически изображен предлагаемое устройство,вид спереди на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез В- на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2. Стенд содержит смонтированные на станине 1 неподвижную стойку 2, под вижную опору 3, выполненную в виде .каретки, привод 4 вращения изделия, связанный через корпус 5 с торцом хвостовика 6 собираемого ротора 7 карданным валом 8. На торцах хвосто виков б закреплены корпуса 5, состо ящие из вала 9 с фланцем 10, стандартных упорных и радиальных подшипников 11 и 12, к каждому корпусу 5 приварены две цапфы 13. На цап фы 13 корпусов 5 навешены траверсы 14 с возможностью свободного по,ворота относительно осей цапф 13. Траверса 14 со стороны рривода 4 св зана двумя жесткими тягами 15, расположенными снаружисобираемого ротора 7 параллельно его оси, с неподвижной стойкой 2, причем тяги по концам в местах соединения снабжены универсальными шарнирами. Траверса 14 на хвостовике 6, установленном на подвижной опоре 3, связана двумя регулируемыми по длине тягами 16, расположенными снаружи ротора 7 параллельно его оси, со штоками силовых цилиндров 17, закрепленных в стойке 2 и служащих приводом механизма поджима собираемых заготовок, включающего траверсы 14 и тяги 15 и 16. Тяги 16 шарнирно соединены как со штоками силовых цилиндров 17, так и с траверсой 14, причем ось, соединяющая центры универсальных шарниров любой из траверс и ось цапф 13 соответствующего корпуса 5, взаимно перпендикулярны и лежат в плоскости, перпендикулярной оси вращения ротора. Тяги 15 и 16, траверсы 14, стойка2, валы 9 и силовые цилиндры 17 образуют систему сжатия ротора. Таким образом, корпуса 5 подшипников имеют возможность самоустанавливаться на торцах хвостовиков 6 по отношению к тягам 15 и 16 с учетом возможного искривления оси собираемого ротора. С помощью гибкой тяги 18 один из концов каждой траверсы в зависимости от направления вращения заготовок на стенде связан соответственно либо со стойкой 2, либо с опорой 3, что препятствует вращению траверс вместе с ротором. Траверса 14 соединяется с тягами 16 пооче1редной установкой фиксаторов 19 в калиброванные отверстия 20, сделанные по всей длине тяг с шагом, равньлм величине хода силовых цилиндров 17. Тяги 16- свободно лежат на роликоопорах 21 и 22, причем роликоопоры 22 подпружинены, что позволяет разгрузить траверсы 14 от веса тяг, а со штоками гидроцилиндров тяги соединяются разъемными замками. Это позволяет при необходимости осуществлять съем тяг со стенда в необходимый момент. На стойке 2 и опоре 3 размещены ролики 23 роликовой постели для установки и центрирования хвостиков ротора. Опорные ролики люIнетов образуют в совокупности ролико:вую постель. На роликах 24 дополни тельной подвижной опоры размещено подвижное центрирующее устройство 25, которое является съемным и предназначено -для предварительного центрирования заготовок в форме дисков и установки их на стенд в положение , сборки. Кроме того, стенд содержит вспомогательные люнеты, нагревательное, сварочное, контрольное и измерительное оборудование, которые на чертежах не показаны. Предлагаемый стенд работает следующим образом. . Хвостовики ротора устанавливают на ролики 23 стойки 2 и опоры 3, и на торцах хвостовиков закрепляют ко пуса 5с траверсами 14. Оси корпусов 5 имеют фланцы с центрирующим бу тиком/ входящим в соответствующее о верстие хвостовика. С помощью роликов 23 хвостовики выводят на ось стенда, зафиксированную измерительны ррибором Каждую присоединяемую заго товку устанавливают на ролики 24, предварительно выставленные относительно оси стенда. Причем, если при соединяемые заготовки имеют форму ди ков, то неустойчивую относительно го ризонтальной- оси заготовку предварительно центрируют и закрепляют в центрирующем устройстве 25, а затем уже вместе с последним устанавливают на ролики 24. Траверсу 14 с помощью жестких тяг 15 соединяют со стойкой 2. Эта траверса ограничивает перемещение хвостовика вдоль оси стенда. Роликами 24 заготовка выводится на ось стенда для последующего ввода посадочным пояском заготовки в предварительно нагретое посадочное отверсти хвостовика до соприкосновения торцов . Подвижную опору 3 с установленным на ней ВТОРБ1М хвостовиком фиксируют разъемным замком 26 с тягой 27 и с помощью силового цилиндра 28 перемещают в сторону стойки 2 по надрав ляющим станины 1. После подвода хвос товика к присоединяемой заготовке до соприкосновения их торцов, фиксатор разъемного замка 26 выводят из зацепления с тягой 27, а траверсу 14 соединяют с помощью фиксаторов 19 с двумя тягами 16. В полости силовых цилиндров 17 подают рабочую жидкость тяги 16 перемещаются и поджимают, тра версу 14 с корпуса 5 к собираемым заготовкам. Происходит осевое сжатие заготовок с необходимым усилием. Корпуса 5 в процессе поджима имеют возможность самоустанавливаться по сопрягаемому торцу хвостовика, обеспечивая равномерное прилегание заготовок по всему периметру. После посадки включают привод 4 вращения заготовок для сварки корневого шва. Сварку производят автоматически при непрерывном вращении и одновременном осевом сжатии. В процессе вращения свариваемых заготовок искривление оси собранной части конструкции и перекосы опорных торцов компенсируются за счет покачивания подшипниковых узлов относительно оси цапф 13 и оси, соединяющей центры универсаль ных шарниров, а осевое биение компен сируется за счет качания тяг 1 и- 16 имеющих в местах соединения со стойкой 2 и траверсами универсальные шар ниры. Компенсация изменения линейных размеров собранной, части конструкции в процессе усадки шва и изменения температуры заготовок обеспечивается подвижностью опоры 3 в осевом направлении. При вращении собранную часть базируют только на двух роликоопорах, все остальные - опущены. После каждого корневого шва снимают сжимающее усилие, выводят фиксаторы 19 из зацепления с тягами и фиксируют замком 26 тягу 27 с опорой 3. Включением гидроцилиндра 28 отводят опору 3 и хвостовик с траверсой в исходное положение. Хвостовик с приваренным диском выставляется вдоль оси стенда. На этом цикл сборки одного ротора заканчивается. Аналогично присоединяют и сваривают все последующие заготовки, причем по мере присоединения заготовок используют вспомогательные ролики роликовой постели, которые перемещают по длине так, чтоЬы деформация оси ротора была минимальной. После приварки всех дисков и второго хвостовика освобождают разъемные замки, связывающие штоки силовых цилиндров с тягами 16, последние снимают со стенда для свободного подвода к собранному ротору нагревательного и сварочного оборудования, затем нагревают ротор и сваривают основные швы без поджима. Применение изобретения позволяет значительно упростить конструкцию стенда, повысить надежность его эксплуатации и долговечность, а это, в свою очередь, позволяет повысить качество собираемых роторов, что обеспечивает получение экономического эффекта в народном хозяйстве. Формула изобретения . 1. Стенд для сборки и сварки кольцевых швов крупногабаритных конструкций, преимущественно роторов турбин большой мощности, состоящих из заготовок в форме дисков и двух хвостовиков, содер.ащий смонтированные на основании роликовую постель, привод вращения изделия, подвижное центрирующее устройство и узел крепления деталей .ротора, отличающийс я тем, что, с целью повышения качества сборки роторов путем уменьшения отклонений осей заготовок от общей геометрической оси ротора, стенд оснащен неподвижной стойкой, закрепленной на основании между приводом вращения и центрирующим устройством, а узел крепления выполнен из двух траверс, каждая из которых смонтирована на хвостовике ротора, двух пар тяг и двух корпусов силовых цилиндров со штоками, при этом коруса силовых цилиндров закреплены стойке, одна из траверс присоединена к корпусу силовых цилиндров дной парой тяг, а другая траверса рисоединена второй парой тяг к штог-. ам силовых цилиндров.
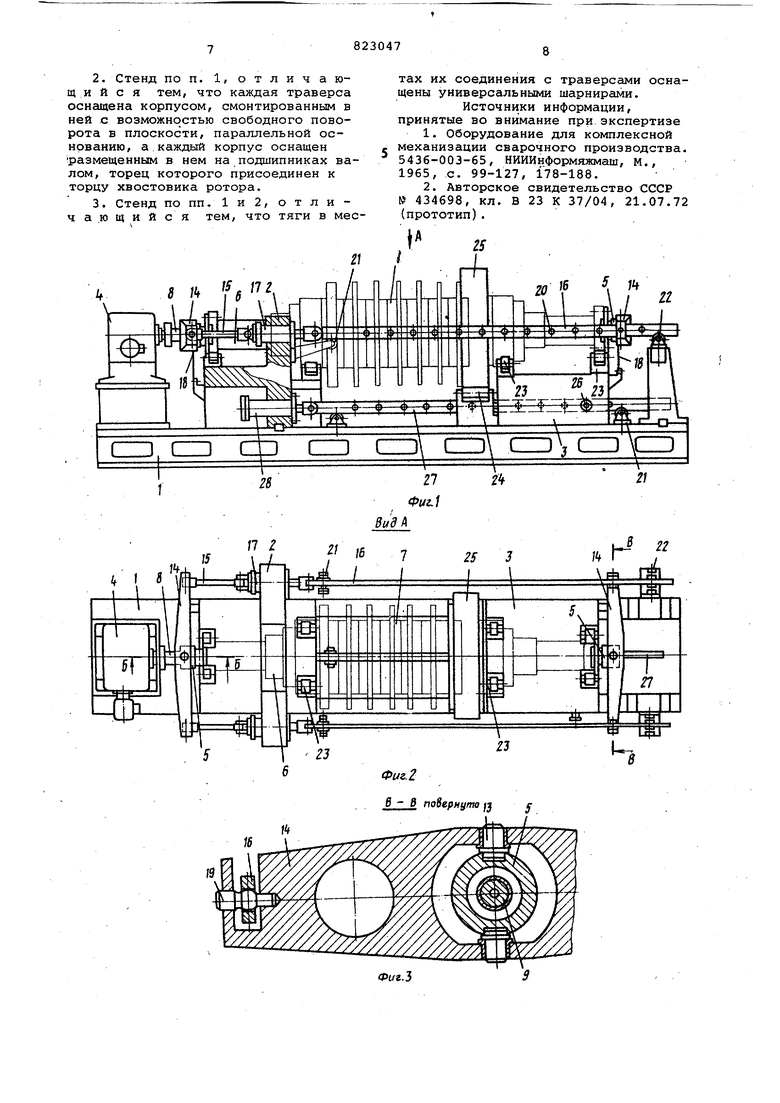
2,Стенд по п. 1, отличающийся тем, что каждая траверса оснащена корпусом, смонтированным в ней с возможностью свободного поворота в плоскости, параллельной основанию, а.каждый корпус оснащен размещенным в нем на подшипниках валом, торец которого присоединен к торцу хвостовика ротора.
3.Стенд по ПП.1 и 2, отличающийся тем, что тяги в местах их соединения с траверсами оснащены универсальными шарнирами.
Источники информации, принятые во внимание при экспертизе
1.Оборудование для комплексной механизации сварочного производства. 5436-003-65, НИИИнформяжмаш, М., 1965, с. 99-127, 178-188.
2.Авторское свидетельство СССР
№ 434698, кл. В 23 К 37/04, 21.07.72 (прототип).
S- В
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку кольцевых швов изделий | 1979 |
|
SU863279A1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Стенд для сборки и сварки кольцевых швов крупногабаритных конструкций | 1977 |
|
SU716762A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU422559A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Стенд для смены калибров в неразъемных клетях редукционного стана | 1973 |
|
SU512811A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |