1
Изобретение относится к сборочно-сварочному производству, в частности к сварке крупногабаритных цилиндрических изделий с горизонтальной осью вращения, например, валков прокатных станов, цилиндров для гидропрессо роторов турбин и т. п.
Известен стенд для сборки и сварки кольцевых швов крупногабаритнь(х конструкций, содержащий станину с установленными на ней неподвижной опорой и подвижной опорой с продольным пазом и установленный на подвижной опоре механизм поджима, выполненный в виде ходовой балки с подпятниками и подвижной плиты, смонтированной на подпятниках балки при помощи .
Недостатком известного стенда является ограниченность поворота подвижной плиты относительно подвижной опоры. При асинхронном перемещении цилиндров механизма поджима плита, стремясь развернуться в направлении цилиндра с опережающим ходом или в сторон минимального зазора между торцами, изменяет свое первоначальное положение, и ее центр смещается от оси стенда так, что сферические
подшипники испытывают значительные неравномерные нагрузки, приводящие к их интенсивному износу, заклиниванию и неравномерному вращению, что сказывается на качестве сварки и надежности работы стевда. Кроме того, поворот ппить в горизонтальной плоскости, необ.кодамый для установки ее по торцу вращающейся заготовки и при асинхронном перемеще}ши щшиидров, ограничен зазором между ребордами катков ходовой балки и рельсам опоры, что приводит к дополнительному износу трущихся пар.
Цель изобретения - увеличение степени свободы по джил1ной.плиты относительно подвижной опоры.
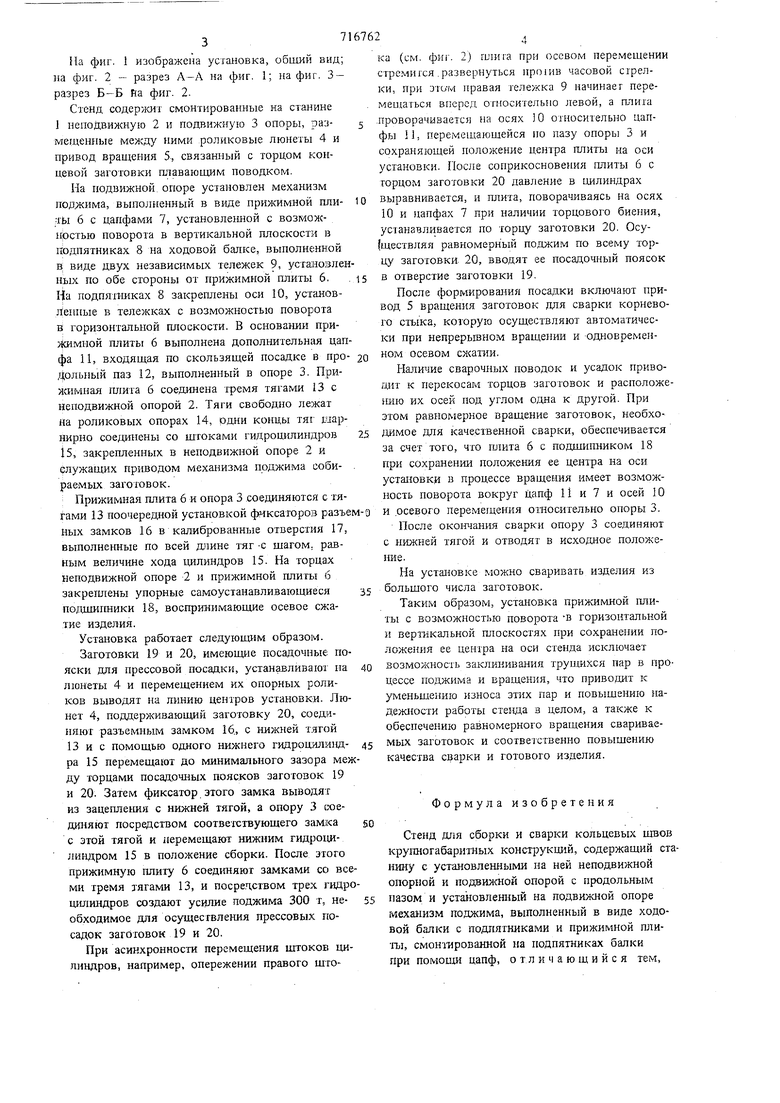
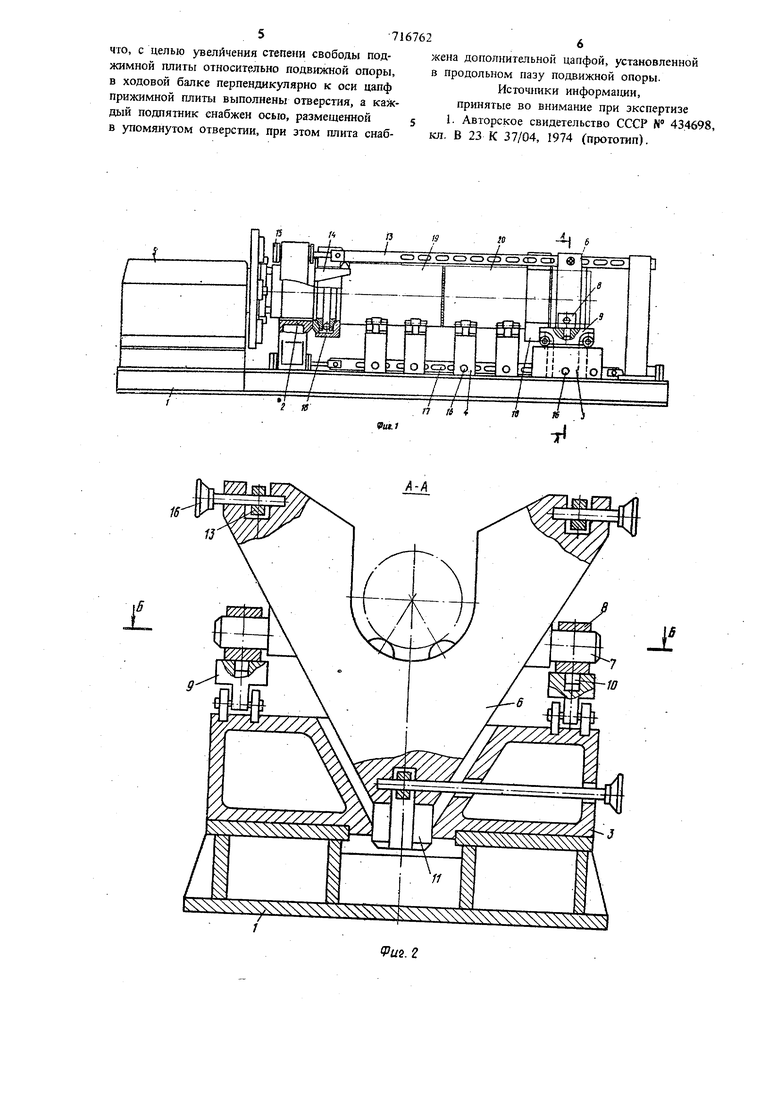
Это достигается тем, что в ходовой балке перпендикулярно к оси цапф прижимной плиты выполнены отверстия, а каждый подпятник снабжен осью, размещенной в упомянутом отверстии, при этом шшта снабжена дополнительной цапфой, установленной в продольном пазу подвижной опоры. Ma фиг. 1 изображена установка, общий вид на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б fta фиг. 2. Стенд содержит смонтированные на станине 1 неподвилшую 2 и подвижную 3 опоры, размещенные между ними роликовые люнеты 4 и привод вращения 5, связанный с торцом концевой заготовки плавающим поводком. На подвижной, опоре установлен меха1шзм , выполненный в виде прижимной пли;Ш 6 с цапфами 7, установлешюй с возможнрстыо поворота в вертикальной плоскости в подпятниках 8 на ходовой балке, выполненной в виде двух независимых тележек 9, уста;нозле ных по обе стороны от прижимной плиты 6. На подпягаиках 8 закреплены оси 10, установленные в тележках с возможностью поворота в горизонтальной плоскости. В основании прижимной плиты 6 выполнена дополнктельнгш цап фа И, входящая по скользящей посадке в про дольный паз 12, выполненный в опоре 3. Прижимная плита 6 соединена -фемя тягами 13 с неподвижной опорой 2. Тяги свободно лежат на роликовых опорах 14, одни концы тяг шарнирно соединены со штоками гидроцилиндров is, закрепленных в неподвижной опоре 2 и служащих приводом механизма поджима собираемых заготовок. ; Прижимная плита 6 и опора 3 соединяются с тягами 13 поочередной установкой фиксаторов разъ ных замков 16 в калиброванные отверстия 17, выполненные по всей длине тяг -с шагом, равным величине хода вдлиндров 15. На торцах неподвижной опоре 2 и прижимной плиты 6 закрегшены упорные самоустанавливающиеся по;;цди1шики 18, восприяимающие осевое сжатие изделия. Установка работает следующим образом. Заготовки 19 и 20, имеюш ш посадочные по яски для прессовой посадки, устанавливают па люнеты 4 и перемещением их опорных роликов выводят на линию центров установки. Лю нет 4, поддерживающий заготовку 20, соединяют разъемным замком 16., с нижней тягой 13 и с помощью одного нижнего гидроц:ш1индра 15 перемещают до минимального зазора меж ду торцами посадочных поясков заготовок 19 и 20. Затем фиксатор этого замка выводят из зацегше1шя с нижней тягой, а опору 3 сюединяют посредством соответствующего замка с этой тягой и перемещают нижним гидроцилиндром 15 в положение сборки. После этого прижимную плиту 6 соединяют замками со все ми тремя тягами 13, и посредством трех гидр щшиндров создают усилие поджима 300 т, необходимое для осуществления прессовых посадок заготовок 19 и 20. При асинхронности перемещения штоков цилиндров, например, опережении правого штока (см. фиг. 2) пли га при осевом перемещении стремится .развернуться нршив часовой сгрел1СИ, При Эшм правая тележка 9 начинает перемещаться вперед относительно левой, а плига .проворачивается на осях 10 относительно цапфы i 1, перемещающейся по пазу опоры 3 и сохраняющей положение центра плиты на оси установки. После соприкосновения плиты 6 с торцом заготовки 20 давление в цилиндрах выравнивается, и плита, поворачиваясь на осях 10 и цапфах 7 при наличии торцового биения, устанавливается по торцу заготовки 20. Осу(ществляя равномерный под;жим по всему торцу заготовки 20, вводят ее посадочный поясок в отверстие заготовки 19. После формирования посадки включают привод 5 вращения заготовок для сварки корневого стыка, которую осуществляют автоматически при непрерьшном вращении и одновременном осевом сжатии. Наличие сварочных поводок и усадок приводит к перекосам торцов заготовок и расположению их осей под углом одна к другой. При этом равномерное вращение заготовок, необходимое дая качественной сварки, обеспечивается за счет того, что плита 6 с подшипником 18 при сохранении положения ее центра на оси установки в процессе вращения имеет возможность поворота вокруг Цапф И и 7 и осей 10 и .осевого перемещения относительно опоры 3. После окончания сварки опору 3 соединяют с нижней тягой и отводят в исходное положение. На установке можно сваривать изделия из большого числа заготовок. Таким образом, установка прижимной плить с возможностью поворота В горизонтальной и вертикальной плоскостях при сохранении положения ее центра на оси стенда исключает возможность заклинивания трущихся пар в процессе поджима и вращения, что приводит к уменьшению износа этих пар и повышению надежности работы стеьзда в целом, а также к обеспечению равномерного вращения свариваемых заготовок и соотве-тственно повышению качества сварки и готового изделия. Формула изобретения Стенд для сборки и сварки кольцевых швов кру1шогабаритаых конструкщш, содержащий станину с установленными на ней неподвижной опорной и ПОДВШ1СНОЙ опорой с продольным пазом и установленный на подвижной опоре механизм поджима, выполненный в виде ходовой балки с подпятниками и прижимной плиты, смонтарованной на подпятниках балки при ПОМОП.1И цапф, отличающийся тем.
5 -7167626
что, с целью увеличения степени свободы под-хчена дополнительной цапфой, установленной
жимной плиты относительно подвижной опоры,в продольном пазу подвижной опоры,
в ходовой балке перпендикулярно к оси цапфИсточршки информавди,
прижимной плиты выполнены отверстия, а каж-принятые во внимание при экспертизе
дый подпятник снабжен осью, размещенной5 Авторское свидетельство СССР И 43.4698,
в упомянутом отверстии, при этом плита снаб-кл. В 23 К 37/04, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Стенд для сборки и сварки кольцевыхшВОВ КРупНОгАбАРиТНыХ КОНСТРуКций | 1979 |
|
SU823047A1 |
| Стенд для сборки под сварку кольцевых швов изделий | 1979 |
|
SU863279A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Кондуктор для сварки продольного шва обечайки | 1985 |
|
SU1299758A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
J.
Л
