(54) СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки кольцевыхшВОВ КРупНОгАбАРиТНыХ КОНСТРуКций | 1979 |
|
SU823047A1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Стенд для сборки и сварки кольцевых швов крупногабаритных конструкций | 1977 |
|
SU716762A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Стенд для сборки, сварки и рулонирования стальных сферических оболочек | 1975 |
|
SU522935A1 |
I
Изобретение относится к сварке, а именно к конструкции стенда для сборки под сварку кольцевых швов изделий, и может быть использовано в энергетическом и химическом машиностроении.
Известен стенд для сборки и сварки кольцевых швов крупногабаритных конструкций, содержащий станину с неподвижной опорой, несущей упорный шарикоподшипник для установки концевой заготовки, привод вращения заготовок, механизм поджима собираемых заготовок, а также упорный шарикоподшипник прижимной плиты, связанной с неподвижной опорой тягами, служащими приводом возвратно-поступательного перемещения плиты относительно опор в направлении горизонтальной оси собираемой конструкции, причем опора, несущая прижимную плиту, смонтирована на станине с возможностью перемещения вдоль оси собираемой конструкции, а прижимная плита установлена с возможностью.
поворота в вертикальной плоскости, проходящей через ось конструкции, при этом стенд снабжен размещенным на станине между опорами подвижным центрирукнцим .устройством с упорным шарикоподшипником f 1 .
Недостатками данного стенда являются сложность центровки заготовок, что обусловлено горизонтальным спо . собом подачи заготовок, а также его
10 металлоемкость, которая вызвана наличием тяг центрирующего устройства и конструктивной сложностью формы ст.анины. Получаемое на стенде низкое качество сварных соединений обусловле15но сложностью центровки ротора в горизонтальном положении и трудоемкостью компенсации теплового расширения ротора вызванное наличием жесткой кинематической связи ротора с конструктивными элемента ш стенда.
Известен стенд для сборки под сварку кольцевых швов изделий, преимущественно роторов турбин большой мощности из заготовок в форме дисков, с держащга смонтированные на основании станину, установленную на приводной поворотной оси, неподвижный центр, роликоопоры, поджимной центр и привод вращения изделия, а также свароч ную головку J. Недостатком известного стенда является то, что он малопроизводителен так как велико время на установку осей заготовок вдоль общей оси ротора. Цель изобретения - создание такой онструкции стенда, которая была бы более производительна за счет уменьш ния времени на установку осей заготовок вдоль общей оди ротора. Указанная цель достигается тем, чтр в стенде для сборки под сварку кольцевых швов изделий, преи14ущественно роторов турбин большой мощности из заготовок в форме дисков, соде жащем смонтированные на основании ст нину, установленную на приводной поворотной оси, неподвижный центр, роликооворы, поджимной центр и привод вра щения изделия, а также сварочную головку, станина стенда выполнена в виде П-образной рамы и оснащена снабженными винтовыми упорами корпусами и траверсой, устанавленными с зазором на параллельных частях рамы, при этом неггодвижный центр размещен в раме, подвижный центр - в траверсе, а роликоопоры смонтированы в корпусах, причем корпуса оснащены съемными балками
расположенными в одной плоскости с роликоопорами, а привод вращения изделид размещен на основании и снабжен карданным валом, соединенным с одним из роликов роликоопоры, расположенной со стороны траверсы.
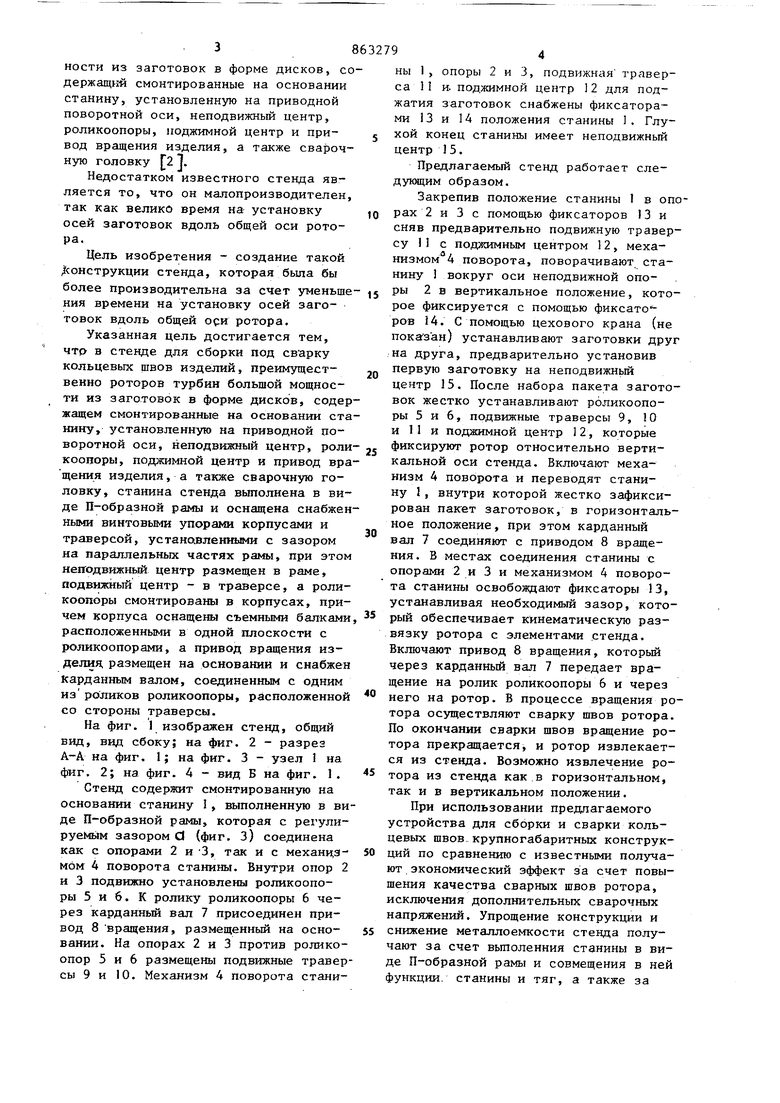
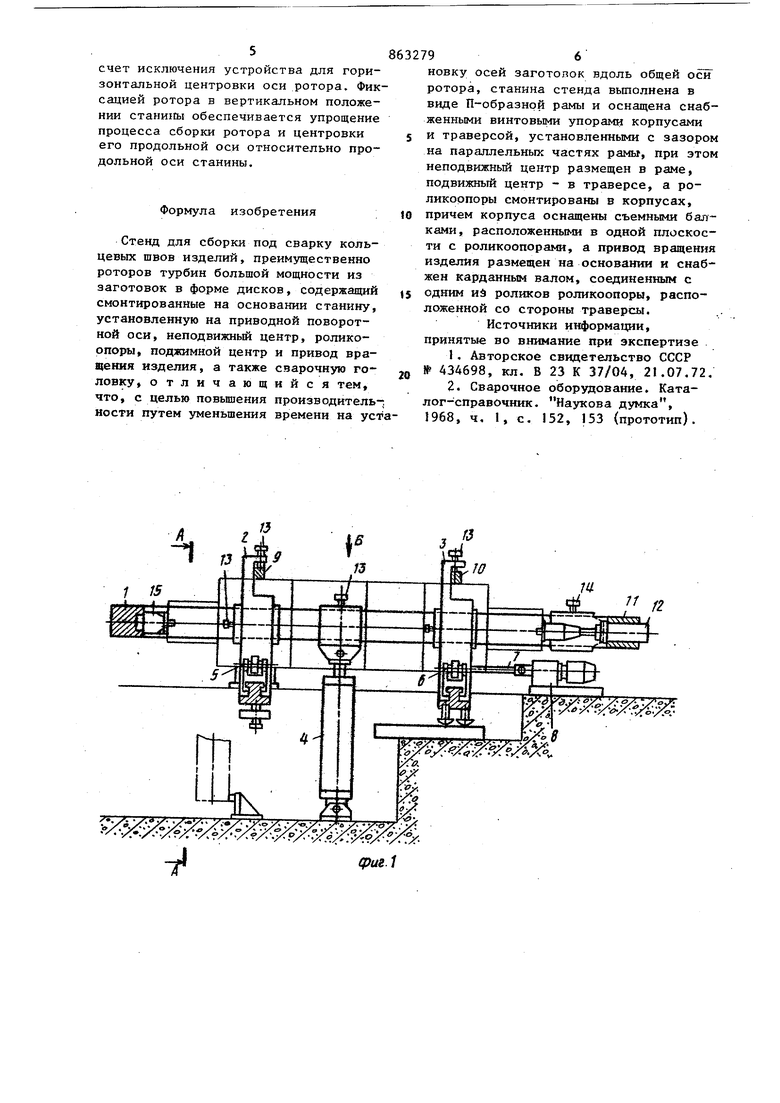
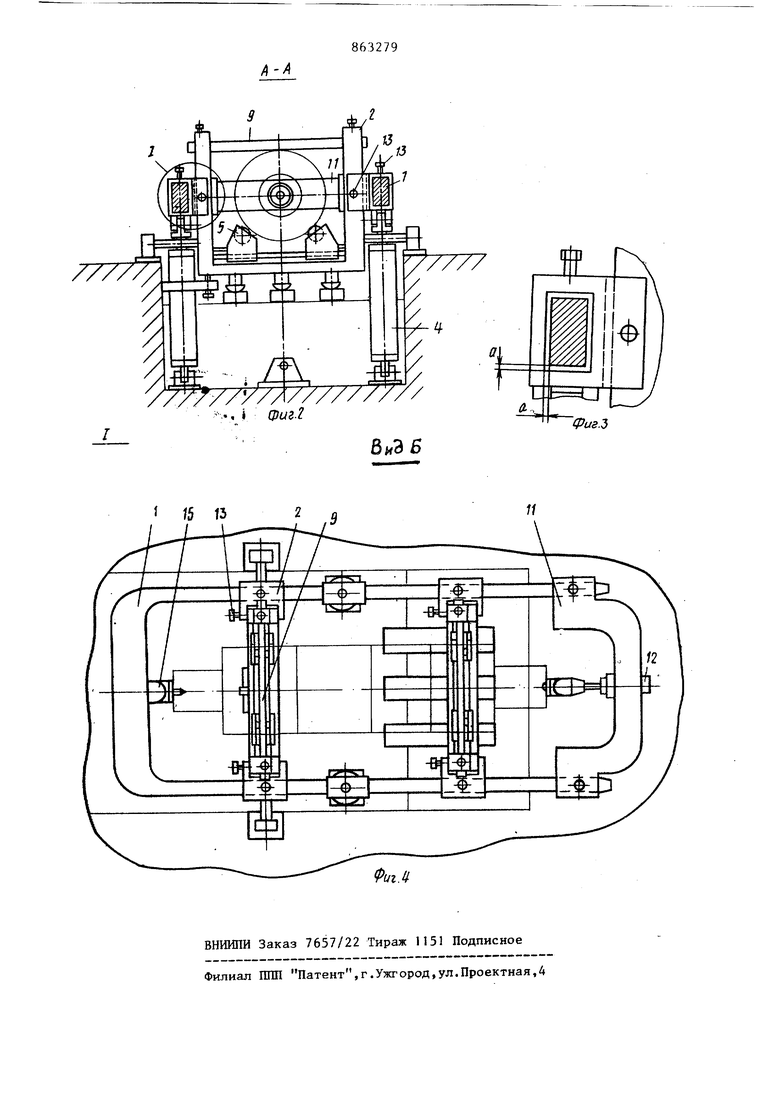
На фиг. 1 изображен стенд, общий вид, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг, 2; на фиг. 4 - вид Б на фиг. 1.
Стенд содержит смонтированную на основании станину I, выполненную в виде П-образной рамы, которая с регулируемым зазором d (фиг. З) соединена как с опорами 2 и 3, так и с механцз мом 4 поворота станины. Внутри опор 2 и 3 подвижно установлены роликоопоры 5 и 6 . К ролику роликоопоры 6 через карданный вал 7 присоединен привод 8 вращения, размещенный на основании. На опорах 2 и 3 против роликоопор 5 и 6 размещены подвижные траверсы 9 и 10. Механизм 4 поворота станивязку ротора с элементами стенда. Включают привод 8 вращения, который через карданный вал 7 передает вращение на ролик роликоопоры 6 и через
него на ротор. В процессе вращения ротора осуществляют сварку швов ротора. По окончании сварки швов вращение ротора прекращается, и ротор извлекается из стенда. Возможно извлечение ротора из стенда как в горизонтальном, так и в вертикальном положении.
При использовании предлагаемого устройства для сборки и сварки кольцевых ШВОВ-крупногабаритных конструкций по сравнению с известными получают ,экономический эффект за счет повышения качества сварных швов ротора, исключения дополнительных сварочных напряжений. Упрощение конструкции и
снижение металлоемкости стенда получают за счет вьтоленния станины в виде П-образной рамы и совмещения в ней функции, станины и тяг, а также за 4 ны 1, опоры 2 и 3, подвижная траверса 1 I и. поджимной центр 12 для поджатия заготовок снабжены фиксаторами 13 и 14 положения станины 1. Глухой конец станины имеет неподвижный центр 15. Предлагаемый стенд работает следукицим образом. Закрепив положение станины 1 в опорах 2 и 3 с помощью фиксаторов 13 и сняв предварительно подвижную траверсу 1 I с поджимным центром 12, механизмом А поворота, поворачивают станину 1 вокруг оси неподвижной опоры 2 в вертикальное положение, которое фиксируется с помощью фиксато ров 14. С помощью цехового крана (не показан) устанавливают заготовки друг на друга, предварительно установив первую заготовку на неподвижный центр 15. После набора пакета заготовок жестко устанавливают роликоопоры 5 и 6, подвижные траверсы 9, 10 и 11 и поджимной центр 12, которые фиксируют ротор относительно вертикалькой оси стенда. Включают механизм 4 поворота и переводят станину 1, внутри которой жестко зафиксирован пакет заготовок, в горизонтальное положение, при этом карданный вал 7 соединяют с приводом 8 вращения. В местах соединения станины с опорами 2 и 3 и механизмом 4 поворота станины освобождают фиксаторы 13, устанавливая необходимый зазор, который обеспечивает кинематическую разсчет исключения устройства для горизонтальной центровки оси ротора. Фик сацией ротора в вертикальном положении станшгы обеспечивается упрощение процесса сборки ротора и центровки его продольной оси относительно продольной оси станины. Формула изобретения Стенд для сборки под сварку кольцевых швов изделий, преимущественно роторов турбин большой мощности из заготовок в форме дисков, содержащий смонтированные на основании станину, установленную на приводной поворотной оси, неподвижный центр, роликоопоры, поджимной центр и привод вращения изделия, а также сварочную головку, отличающийся тем, что, с целью повьппения производитель иости путем уменьшения времени на ус новку осей заготовок вдоль общей оси ротора, станина стенда выполнена в виде П-образнрй рамы и оснащена снабженными винтовыми упорами корпусами и траверсой, установленными с зазором на параллельных частях рамы, при этом неподвижньй центр размещен в раме, подвижный центр - в траверсе, а роликоопоры смонтированы в корпусах, причем корпуса оснащены съемными балками, расположенными в одной плоскости с роликоопорами, а привод вращения изделия размещен на основании и снабжен карданным валом, соединенным с одним и5 роликов роликоопоры, расположенной со стороны траверсы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 434698, кл. В 23 К 37/04, 21.07.72. 2.Сварочное оборудование. Каталог-справочник. Наукова думка, 1968, ч, 1, с. 152, 153 (прототип).
