1
Изобретение относится к сварке, а именно к конструкции стенда для сборки под сварку и сварки поворотных стыков труб.
Известен стенд для сборки под сварку и сварки Новоротных стыков труб, содержащий расположенные на общем основании две группы роликоопор с роликами вращения и продольного перемещения труб, причем ролики закреплены на концах двуплечих рычагов, укрепленных па основании и снабженных приводом их поворота.
Недостатком известного стенда является то, что он малопроизводителен.
Цель предлагаемого изобретения - создание такой конструкции стенда, которая была бы более производительна.
Для этого свободные концы рычагов с роликами осевого перемещения -каждой группы шарнирно соединены между собой отдельными .параллельно расположенными тягами, связанными с приводом через рычажно-шарнирную систему, размещенную между двумя группами роликов.
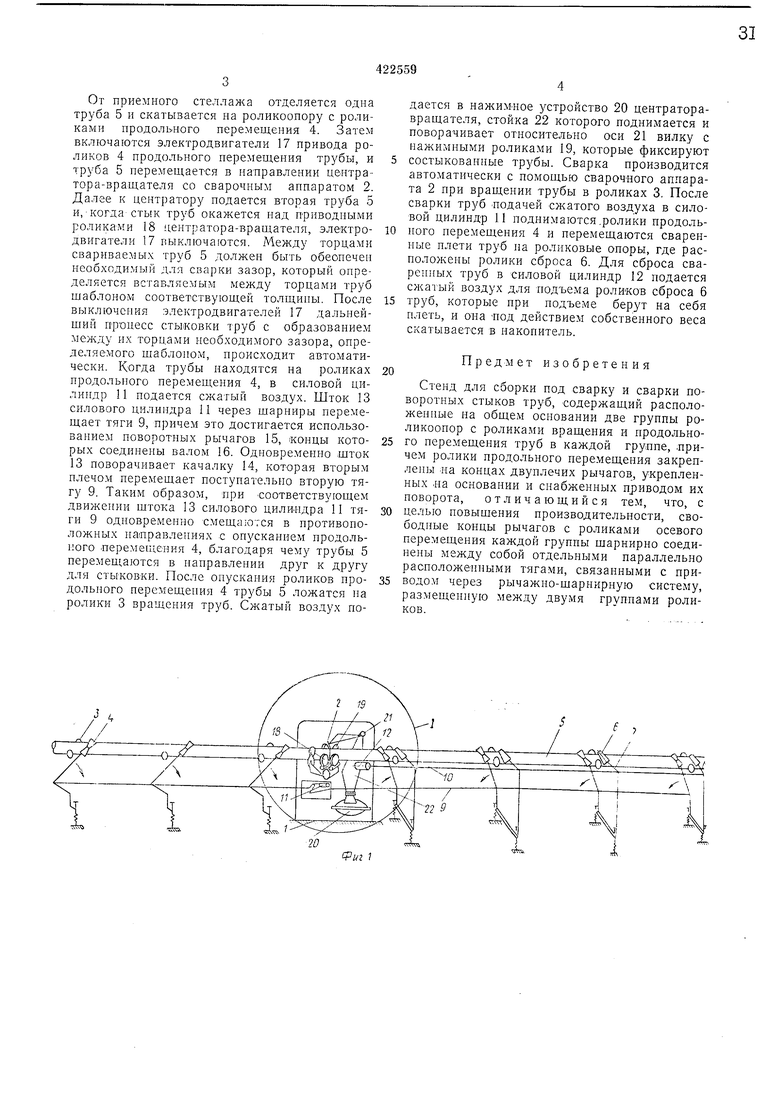
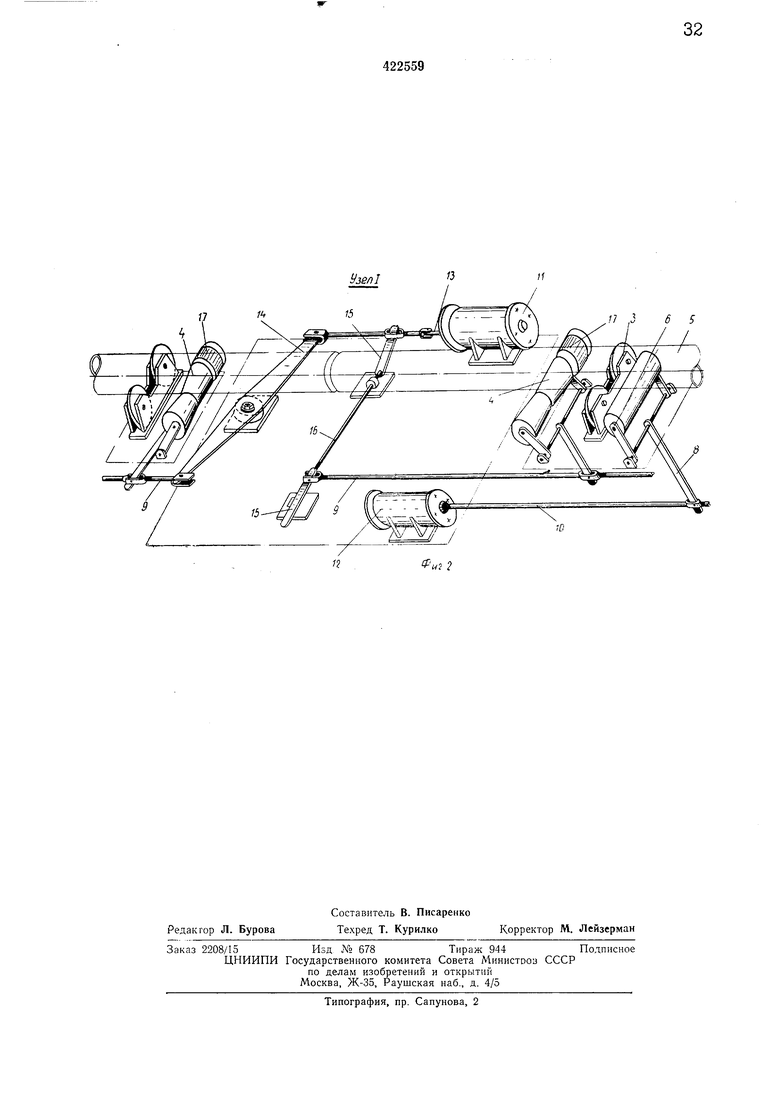
На фиг. 1 изображена кинематическая схема стенда; на фиг. 2 - узел I на фиг. 1, причем сварочный аппарат, а также приводные и нажимные ролики центратора-вращателя условно не показаны.
Стенд для сборки нод сварку и сварки поворотных стыков труб содержит размещенные
на общем основании 1 две группы роликоопор, расположенные по обе стороны от сварочного аппарата 2. Каждая группа роликоопор включает ролики вращения 3 и ролики
продольного перемещения 4 труб 5, а одна из групп - ролики сброса 6 труб. Ролики продольного перемещения 4 и сброса 6 труб закреплены на концах новоротных двуплечих рычагов 7, укреплепных на основании 1.
Вторые плечи 8 рычагов каждой группы щарнирно соединены между собой отдельными тягами 9 и 10, при этом стенд снабжен двумя силовыми цилиндрами 11 и 12, закрепленными на основании наралле.тьно продольной оси стенда. Со щтоком 13 силового цилиндра 11 через рычажно-шарнирную систему щарпирно связаны тяги 9, соединяющие плечи рычагов 8 с роликами 4 продольного
перемещения. Рычажно-щарнирная система содержит :качалку 14 и поворотные рычаги 15, соединенные валом 16. Со штоком силового цилиндра 12 шарпирпо связана тяга 10, соединяюнхая плечн рычагов с роликами сброса 6.
Ролики продольного перемещения 4 снабжены нриводами их вращения, в котерые входят электродвигатели 17.
Работает предлагаемый стенд следующим
образом. От приемного стеллал а отделяется одна труба 5 и скатывается на роликоопору с роликами продольного перемещения 4. Затем включаются электродвигатели 17 привода роликов 4 продольного перемещения трубы, и труба 5 перемещается в иаправлении центратора-вращателя со сварочным аппаратом 2. Далее к центратору подается вторая труба о и, когда стык труб окажется над приводными роликами 18 центратора-вращателя, электродвигатели 17 выключаются. Между торцами свариваемых труб 5 должен быть обеонечец необходимый для сварки зазор, который определяется вставляемым между торцами труб щаблоном соответствующей толщины. После выключения электродвигателей 17 дальнейщий нрпцесс стыковки труб с образованием между их торцами необходимого зазора, определяемого щаблоном, происходит автоматически. Когда трубы находятся на роликах продольного перемещения 4, в силовой цилиндр 11 нодается сжатый воздух. Шток 13 силового цилиндра 11 через щарниры перемещает тяги 9, причем это достигается использованием поворотных рычагов 15, концы которых соединены валом 16. Одновременно шток 13 поворачивает качалку 14, которая вторым плечом перемещает поступательно вторую тягу 9. Таким образом, при соответствующем движении щтока 13 силового цилшщра 11 тяги 9 одновременно смещаются в противоположных направлениях с опусканием продольного -перемещения 4, благодаря чему трубы 5 перемещаются в направлении друг к другу для стыковки. После опускания роликов продольного перемещепия 4 трубы 5 ложатся па ролики 3 вращения труб. Сжатый воздух подается в нажим-ное устройство 20 центраторавращателя, стойка 22 которого поднимается и поворачивает относительно оси 21 вилку с нажимными роликами 19, которые фиксируют состыкованные трубы. Сварка производится автоматически с помощью сварочного аппарата 2 нри врацдении трубы в роликах 3. После сварки труб ПОдачей сжатого воздуха в силовой цилиндр 11 поднимаются,ролики продольного неремещения 4 и перемещаются сваренные илети труб па роликовые опоры, где расположены ролики сброса 6. Для сброса сваренных труб в силовой цилиндр 12 нодается сжатый воздух для подъема роликов сброса 6 труб, которые при подъеме берут на себя плеть, и оиа лод действием собственного веса скатывается в накопитель. Предмет изобретения Стенд для сборки под сварку и сварки поворотных стыков труб, содержащий расположеппые на общем основании две группы роликоопор с роликами вращения и продольного перемещения труб в каждой группе, .причем ролики продольного перемещения закреплены на концах двуплечих рычагов, укрепленных .на основании и снабженных приводом их поворота, отличающийся тем, что, с целью повыщения производительности, свободные концы рычагов с роликами осевого перемещения каждой группы щарнирно соединены между собой отдельными параллельно расположенными тягами, связанными с приводом через рычажно-щарнирную систему, размещенную между двумя группами роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |
| Стенд для сборки под сварку поворотных стыков труб | 1980 |
|
SU941126A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
// ,3 6 5
