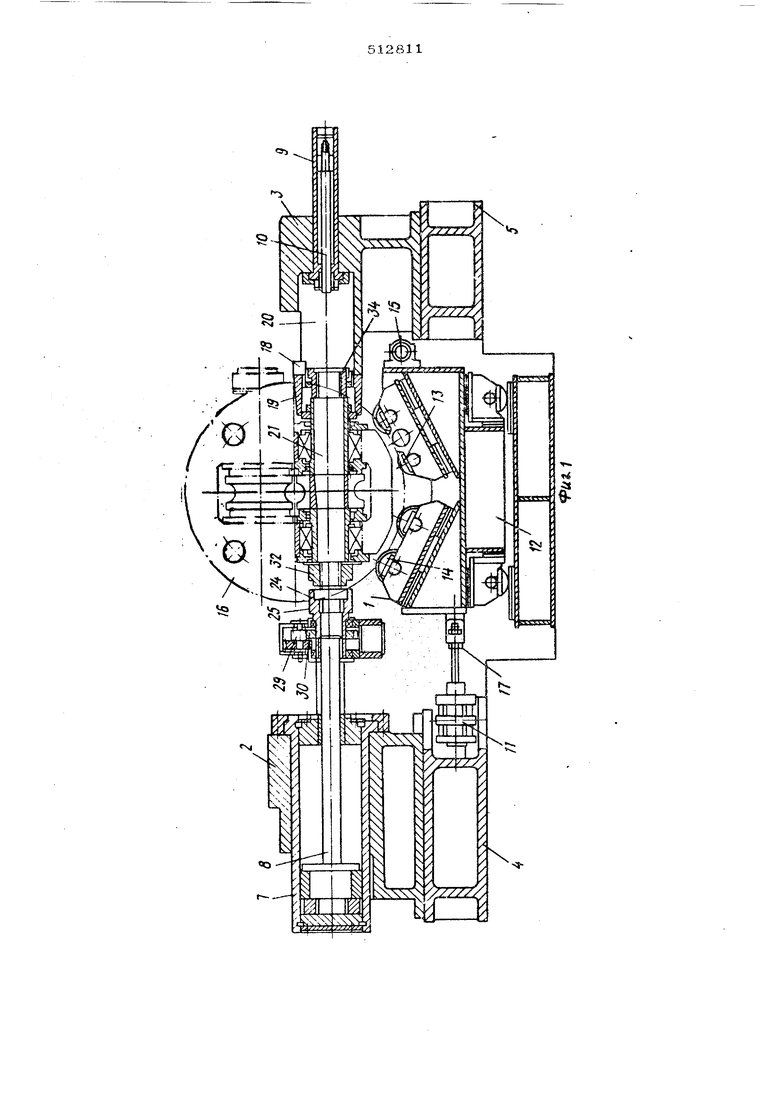
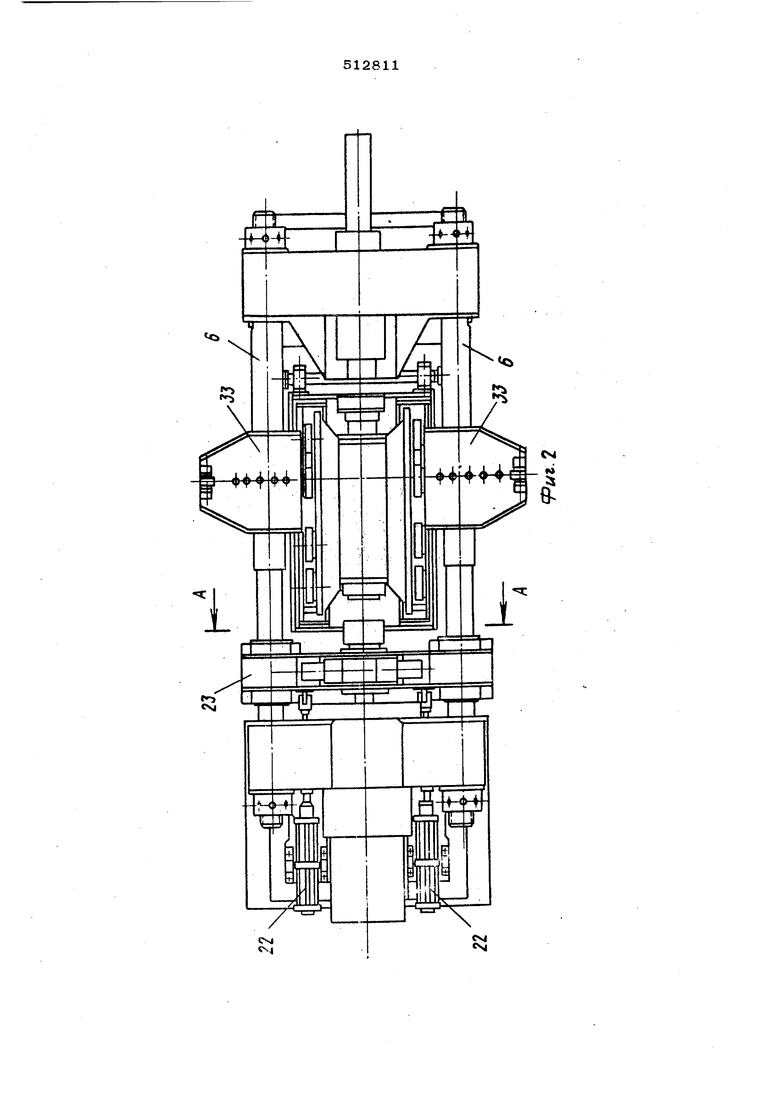
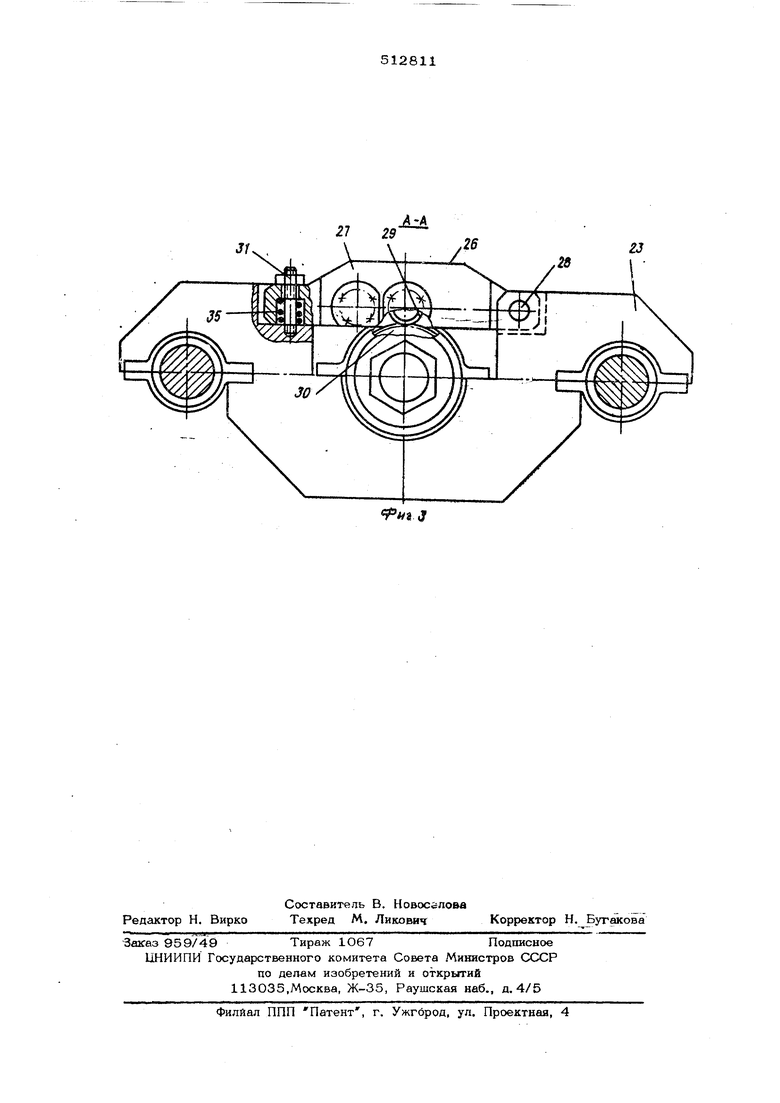
клети перед распрессовкой. Кроме того, стенд снабжен становленной на стяжках стоек траверсой, несущей центральную втулку. При этом Траверса установлена под- - вижно, снабжена поршневым приводом продольного перемещения, а центрирующая втулка установлена в траверсе поворотно и совмещена с гайковертом. Для повышения усилия гайковерта, например, при затяжке гайки на траверсе на шарнирной опоре установлен редуктор, при повороте которого его выходная шестерня входит в.зацепление с зубчатым колесом, жестко смонтированным на центрирующей втулке. i На фиг. 1 изображен стенд, продольный разрез; на фиг. 2 - с.тенд в плане; на фиг. 3 - разрез па А-А на фиг. 2. Стенд для смены калибров в неразъемных клетях редукционного стана состоит роликовой постели 1 для поперечной фиксации и угловой ориентировки клети, передней 2 и задней 3 неподвижных стоек, установленных соответственно на раме 4 и плите 5 и жестко связанных между со- бой стяжками 6. В передней стойке 2 размешен механизм распрессовки 7, представляющей собой гидроцклиндр 8. В задней стойке 3 размещен механизм запрессовки 9 выполненный также в виде гидроцилиндра 1 оликовая постель ,1 установлена .на .подвижной в продольном направлении от| возвратно-поступательного привода 11 каретке 12. Роликовая постель 1 выполнена в виде роликовых опор 13 и 14, Ролики опоры 13 имеют приводной механизм 15 поворота клети 16 в постели. Ролики опоры 1 - холостые. Для исключения передачи продольных усилий на роликовую постель при досылании клети до стойки при зажиме клети 16 перед растфессовкой каретка 12 связана со своим тфиводом 11 через компенсирующее звено 17, а на стойке 3 предусмотрен упо 1ё, взаимодействующий при распрессовке c втулкой 19 клети 16, и выполнено отверстие 20 для размещения выпрессовываемого вала 21. На стяжках 6, связывающих стойки 2 и 3, установлена подвижно от привода про до л ного перемещения 22 траверса 23, несущая центрирующую втулку 24. Последняя установлена в траверсе 23 поворотно и совм щена с гайковертом 25. Для повышения усилия гайковерт 25 оборудован редукторо 26, корпус 27 которого установлен в траверсе 23 шарнирно на оси 28.Выходная шестерня 29 редуктора 26 входит в зацеп ление с зубчатым колесом 30, жестко мон тированным на ценарирующей втулке 24. Редуктор 26 оборудован гайкой 31 для обеспечения возможности отключения и поиключения редуктора, поскольку подключение редуктора требуется только при первоначальном отворачивании гайки 32 клети 16 и ок6н дательной ее затяжке, т.е. в том случае когда необходимо приложение большого усилия для отвинчивания. На стяжках 6- по обе стороны от каретки 12 размещены лотки 33 для приема сменяемых калибров. Работа стенда осуществляется следую-, жим образом. Перед установкой клети 16 на стенд каретка 12 находится в крайнем положении у передней стойки 2, а штоки всех дилиндров утянуты. Клеть 16 устанавливается в роликовую постель 1 и вращением рб иковых опор 13 от привода 15 поворачивается до совмещения оси выпрессозываемого вала 21 о осью гидроцилиндра 8 механизма распрес- совки 7. Каретка 12 перемещается приводом 11 к упору 18, выполненному на :3адней стойке 3; при этом зубчатая муфта 34 входит в отверстие 2О стойки 3, а втулка 19 при полностью выбранном ходе цилиндра привода 11 не доходит до упора 18 на 1-5 мм, чтобы исключить возможность нагружения подшипников посте|ли усилием цилиндра привода 11. Поскольку каретка 12 связана с приводом 11 через компенсирующее звено 17, то имеется возможность в нужный момент переместить каретку 12 еще на 10 мм в направлении задней стойки.: Включением привода 22 траверса 23, :несушая гайковерт 25 с редуктором 26, перемещается в направлении к задней стойке 3. При этом грани гайки 32 оказываются схваченным гранями центрирую1цей втулки 24 гайковерта 25, а каретка 12 с клетью 16 досылается до упора 18, выбирая имеющийся зазор 1...5 мм. Для пергвоначального отворачивания гайки 32 требуется приложение большого уси|лия, поэтому в этот момент включается редуктор 26 посредством заворачивания гайки 31. При этом корпус 27 редуктора 26 опускается и выходная шестерня 29 входит в зацепление с зубчатым олесом 30. Окончательное отворачивание гайки 32 не трен бует большого усилия, поэтому редуктор : 26 отключается отворачиванием гайки 31, При этом пружина 35 выводит из зацепления выходную шестерню 29 и колесо 30. После отворота гайки 32, включается роцилиндр в и вал 21 выпрессовывается из клети в отверстие 2О задней стойки 3. Затем клеть 16 с вып11ессовй шык1 валом ;21 поворачивается в роликовый постели 1 |на 90 : посредством приводного механиз ма 15, чтобы выпрессовываемый вал 21 встал вертикально. Вал 21 извлекается вверх, а калиброванная бочка - на лоток 33 После замены калиброванной бочки вал 21 вновь сверху заводится в клёть16 и под действием собственного веса входит в посадочное место. Это исключает его ; перекосы и задиры. . Затем приводной механизм 15 проиаво дит разворот клети 16 на 90°. Оконча;тельная запрессовка вала 21 производится включением гидроиилиндра 10 механизма запрессовки 9. При выпрессовке второго вала клети цикл повторяется в той же пос 1дедовательности. Формула изобретения иСтенд для смены калибров в неразъемных клетях редукхшонного стана, содержашСкЙ еханизмы распрессовки и запрессовки калиброванной бочк:: валка, размещенные в жестко связанных стяжками неподвижных стой ках, роликовую постель для поперечной фиксации и угловой ориентировк клет и гайко- вер отличающийся тем, что, с целью манипулирования клетью в продольном направлении и облегчения тем самым установки, снятия, а Также вращения клети в различных стадиях ее разборки - сборки,J роликЬвая постель установлена на подвиж1НОЙ в продольном направлении от. возврат1но-поступательного привода каретке. . I 2. Стенд ПОП.1, отличающийс я тем, что, с целью исключения передачи продольных усилий на роликовую постель при досылании клети до упора стойки фв ашшмвГклзти перед распрессовкой, каетка связана со своим приводом через :омпвнсирующее звено. 3.Стенд ПОП.1, отличающий- с я тем, что, с целью дополнительной центровки штока механизма распрессовки при его фабочем ходе, стенд снабжен установленной Hai стяжках стоек траверсой, не-I сущей центриру101дую втулку. 4.Стенд по п.З, отличающийс я тем, что, с целью ускорения установки гайковерта в рабочее положение, траверса установлена на стяжках подвижно, снабжена поршневым приводом продольного перемещения, а центрирующая втулка установлена в траверсе поворотно и совмещена с гайковертом. 5.Стенд по П.4, отличающийс я тем, что, с целью повышения усилия гайковерта, непример, при затяжке гайки, на траверсе установлен an шарнирной опоре редуктор, при повороте корпуса которого . его выходная шестерня входит в зацепление I fc зу-бчатгым колесом, жестко смонтированным |на центрирующей втулке.
Oi
Ч.
iit
5
Ч|
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| СПОСОБ СБОРКИ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2009 |
|
RU2402414C1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЛОКОМОТИВОВ | 2010 |
|
RU2437748C1 |
| Устройство для демонтажа и монтажа узлов накатных валков | 1989 |
|
SU1660926A1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| Стенд для разборки колесно-моторных блоков локомотивов | 1980 |
|
SU908632A1 |
| СТЕНД ДЛЯ РАЗБОРКИ-СБОРКИ РЕДУКТОРОВ ВЕДУЩИХ МОСТОВ | 2004 |
|
RU2267415C1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2011 |
|
RU2476304C1 |
| Устройство для отпирания замка крышки люка вагона | 1988 |
|
SU1579854A1 |
| Устройство для технического обслуживания автомобилей над смотровой канавой | 1977 |
|
SU682402A1 |
ш
CSJ
«
«N1 N4
тР-М8 J
