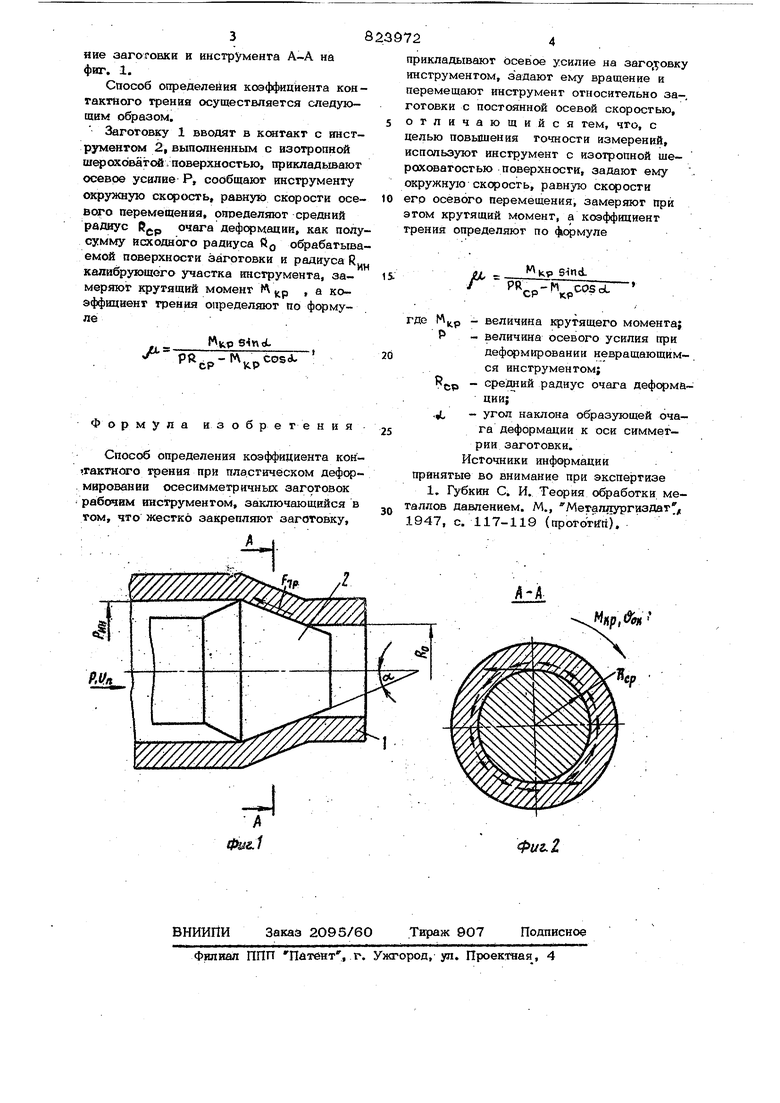
Изобретение огносигся к обработке металлов давлением н может бь1ть исполь зовано для определения среднего коэффи-. ииента контактного трения при различньо операциях .лисговой штамповки-раздаче, . дорнования, рбжиме, вытяжке, волочеаин, гфи стацишарном очаге пластической деформации. Известен способ рпределения коэффициента кс«тактного трения при пластическом деформировании осесимметричных заготовсяс рабочим инструментом, заключа щийся в ом, то жестко закрепляют загот вку, прккдааьщаадт. осевое усйИ1ие на заготовку инструментом, задают ему врашени и перемещают инструмент относительно заготовки ,с постоянной осевой )осгью11. Недостатком известного способа является раздельное определение коэффициента трения при врасцёнии инструмента и осевом усилии, в связи с чем точность определения коэффициента трения невысока. , Цель изобретения - повышение точности измерений. Поставленная цель достигается тем, что используют инструмент с изотропной шероховатостью поверхности, задают ему окружную скорость, равную скорости его осевого перемещения, замеряют при этом крутящий момент, а коэффициент трения определяют по формуле кp Sina. VKcp- kp oSe где М -величина крутящего момента;-величина осевого усилия при дефс мировании неэращающимся инструментом;.. -средний радиус очага деформации;ci - угол наклсиа образующей очага деформации к оси. симметрии заготовки. На фиг. 1 показана заготовка в ксятакте с инструментом; на фиг. 2 - сече38ние заготовки и инструмента А-А на фиг. 1. Способ определения коэффициента контактного трения осуществляется следующим образом. Заготовку 1 вводят в кситакт с инструментом 2| выполненным с изотропной ш оковагой. поверхностью, првкладьшаюг осевое усилие Р, сообщают инструменту жружную скорость, равную скорости осевого перемещения, определяют средний радиус Rgp очага деформации, как полу сумму исходного радиуса Йд обрабатыва емой поверхности заготовки и радиуса R калибрующего участка инструмента, замеряюг крутящий момент Л цр , а коэффициент трения определяют по формуле e-iwd. Формула изобретения Способ определения коэффициента кон1.тактного трения при пластическом деформвровании осесимметричных заготовок рабочим инструментом, заключающийся в том, что жестко закрепляют заготовку. w/m. у////////////. Фи&. 2 прикладывают Осевое усилие на заголовку инструментом, задают ему вращение и перемещают инструмент относительно за-, готовки с постоянной осевой скоростью, отличающийся тем, что, с целью повышения точности измерений, используют инструмент с изотропной шероховатостью Поверхности, задают ему окружную скорость, равную его осевого перемещения, замеряют при этом крутящий момент, а коэффициент трения определяют по формуле МКР Sind. где - величина крутящего момента; Р - величина осевого усилия при деформировании невращающим-. ся инструментом; Rjjp - средний радиус очага дефсч5ма . - угол наклона образующей очаJ fl деформации к оси симметрии заготовки. Источники информации принятые во внимание при экспертизе 1, Губкин С. И. Теория обработки ме- таллов давлением. М., Мегаллургиздат, 1947, с. 117-119 (npoToTtfti). Ф111.г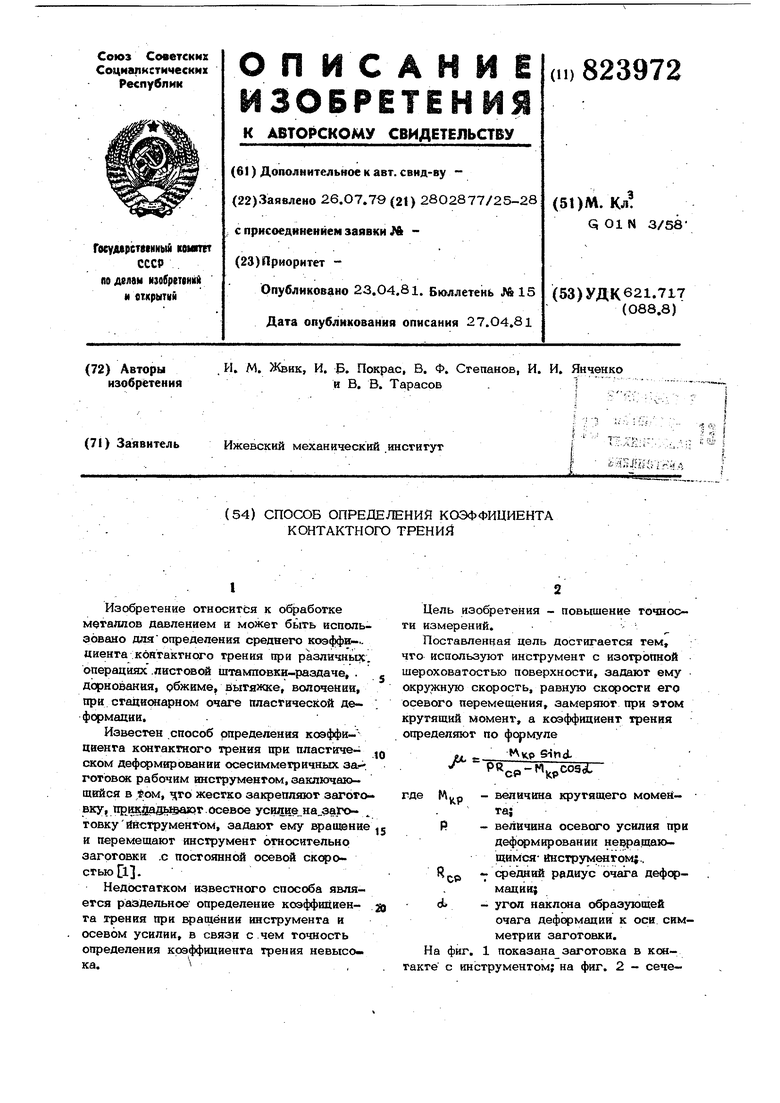
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента контактного трения при пластическом деформировании заготовки | 1985 |
|
SU1303903A1 |
| Способ определения коэффициента контактного трения при деформировании полых тонкостенных заготовок | 1985 |
|
SU1312451A1 |
| СПОСОБ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ | 2016 |
|
RU2623528C1 |
| Способ определения коэффициента трения материала при пластическом деформировании инструментом | 1984 |
|
SU1173270A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С УТОНЕНИЕМ СТЕНКИ ПОЛОЙ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МНОГОФАЗНОГО СПЛАВА | 2017 |
|
RU2650462C1 |
| СПОСОБ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК КРУЧЕНИЕМ | 1991 |
|
RU2021064C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АСИММЕТРИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2005 |
|
RU2290616C1 |
| Способ отбортовки тонкостенных осесимметричных конических деталей | 2021 |
|
RU2769797C1 |
