Изобретение относится к определению остаточных напряжений в осесимметричных изделиях после обработки, в частности в прутках и проволоке после пластического деформирования.
Известны различные способы определения остаточных напряжений в цилиндрических телах, например способ Закса, при котором образец последовательно обтачивают, замеряют окружную и осевую деформацию и рассчитывают остаточные напряжения. Известен также способ определения остаточных напряжений с помощью рентгеновских лучей, при котором непосредственно измеряют деформацию кристаллической решетки и затем определяют остаточные напряжения (Биргер И.А. Остаточные напряжения. - М.: Машгиз, 1963, с.157, 183).
Вышеуказанные способы имеют ряд недостатков. Способ Закса относится к разрушающим способам, применение которых приводит к потере работоспособности детали. Рентгеновский способ позволяет определять остаточные напряжения только в поверхностных слоях деталей. Оба способа не обеспечивают достаточной точности определения остаточных напряжений.
Наиболее близким к предлагаемому является способ определения остаточных напряжений в осесимметричных изделиях (патент РФ №2125252, МПК 6 G 01 L 1/00, бюлл. №2 от 20.01.99), согласно которому определяют известными способами осевое остаточное напряжение в поверхностном слое изделия, по значению которого рассчитывают остаточные напряжения по всему сечению изделия, при этом определяют все компоненты остаточных напряжений.
Недостатком данного способа является его невысокая точность, т.к. он не учитывает возможную асимметрию распределения остаточных напряжений по сечению пруткового изделия. Вследствие нарушения окружной симметрии распределения осевых остаточных напряжений по сечению изделия после пластического деформирования, например волочения или прессования, наблюдается искривление прутковых изделий, т.е. нарушение их прямолинейности, что снижает качество получаемых изделий и требует последующей правки.
Признаки прототипа, являющиеся общими с заявляемым техническим решением, - определение осевого остаточного напряжения в изделии.
Задача изобретения - повышение точности определения остаточных напряжений за счет учета асимметрии распределения осевых остаточных напряжений в окружном направлении после пластического деформирования.
Задача изобретения была решена за счет того, что в известном способе, заключающемся в определении осевого остаточного напряжения, замеряют радиус кривизны пруткового изделия, полученного пластическим деформированием (волочением, прессованием), после чего определяют амплитуду изменения осевых остаточных напряжений в окружном направлении, характеризующую асимметрию осевых остаточных напряжений, по формуле:
где Е - модуль упругости материала изделия;
R0 - радиус кривизны осесимметричного пруткового изделия, полученного пластическим деформированием;
R - радиус изделия.
В реальных условиях пластического деформирования осесимметричного изделия (волочение, прессование) возможно нарушение осевой симметрии распределения остаточных напряжений, главным образом осевых остаточных напряжений σz. Нарушение симметрии напряжений σz возможно из-за неудовлетворительного центрирования изделия относительно оси пластического деформирования, а также неравномерного распределения сил трения по периметру изделия в зоне деформации при пластическом деформировании осесимметричного изделия.
Из решения осесимметричной задачи теории упругости осевые остаточные напряжения σz определены (Колмогоров Г.Л., Курапова Н.А., Каменев С.И. // Изв. ВУЗов. Черная металлургия. 1996, №5. С.31-34), в следующем виде:
где  - некоторый параметр, определяющий величину остаточных напряжений и рассчитываемый в соответствии с энергетическим подходом;
- некоторый параметр, определяющий величину остаточных напряжений и рассчитываемый в соответствии с энергетическим подходом;
 - безразмерная радиальная координата;
- безразмерная радиальная координата;
R - радиус пруткового изделия.
Нарушение симметрии распределения остаточных напряжений σz учитывают следующим образом:

где Δσ - амплитуда изменения осевых остаточных напряжений, характеризующая асимметрию напряжений в окружном направлении;
θ - окружное направление.
Как следует из соотношения (3), при θ=0 σz определяются соотношением (2), при  осевые остаточные напряжения равны
осевые остаточные напряжения равны

при θ=π σz также определяются отношением (2),
при  осевые остаточные напряжения равны
осевые остаточные напряжения равны

Таким образом, при размахе амплитуды изменения осевых остаточных напряжений Δσ максимальная разность напряжений σz (для и ) составит 2Δσ.
Результирующий изгибающий момент от осевых остаточных напряжений записывают в виде (см. чертеж):
где F - площадь пруткового изделия.
На чертеже представлено сечение заготовки в декартовой системе координат. Из геометрических соотношений на чертеже следует

После подстановки (3) в (4) с учетом (5), интегрирования выражения (4) по площади сечения и последующих преобразований получают результирующий изгибающий момент от асимметричных остаточных осевых напряжений
Из соотношения (6) следует, что при Δσ=0 Мx=0, т.е. изгибающий момент отсутствует. Получение прямолинейного пруткового изделия обеспечивается при отсутствии асимметрии распределения осевых остаточных напряжений.
Под действием изгибающего момента от остаточных напряжений, связанных с асимметрией распределения осевых остаточных напряжений, прутковое изделие искривляется. Уравнение кривой определяют уравнением изгиба стержней (см. Писаренко Г.С. Сопротивление материалов. Киев: Вища школа, 1979, 696 с.)
где  - осевой момент инерции осесимметричного стержня круглого сечения;
- осевой момент инерции осесимметричного стержня круглого сечения;
R0 - радиус кривизны стержня;
Е - модуль упругости материала.
С учетом соотношения (6) из выражения (7) получают формулу (1), позволяющую рассчитывать величину Δσ, характеризующую асимметрию остаточных напряжений в окружном направлении, при получении волочением криволинейной пруткового изделия с радиусом кривизны R0.
Пример конкретной реализации.
Волочением получили пруток диаметром 4 мм из бронзы БРА9Мц - 2 (Е=0,92·105 МПа). При волочении использовали твердосплавную волоку с углом смазочного конуса 6°, в качестве смазки - минеральное масло. После волочения пруток имел характерную саблеобразную (криволинейную) форму с R0=3 м. В соответствии с формулой (1) получили

По рассчитанной величине Δσ определяют режимы последующей правки прутка, обеспечивающие его прямолинейность и повышающие качество изделия.
Преимущества предлагаемого способа заключаются в следующем.
Способ прост в осуществлении, позволяет определить значения остаточных напряжений по всему сечению с учетом их асимметрии в окружном направлении, оценить асимметрию распределения осевых остаточных напряжений с последующим использованием результатов оценки при выборе технологических режимов правки прутковых изделий для обеспечения их прямолинейности, что позволит повысить качество изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 2004 |
|
RU2276779C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА ПРИ ПРОИЗВОДСТВЕ ПРУТКОВЫХ МЕТАЛЛОИЗДЕЛИЙ | 2021 |
|
RU2775810C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЯХ | 2009 |
|
RU2415390C1 |
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1997 |
|
RU2125252C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 1996 |
|
RU2128329C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ ПОВЫШЕННОЙ ТОЧНОСТИ | 2017 |
|
RU2661161C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1996 |
|
RU2113301C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2008 |
|
RU2366912C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ МЕТАЛЛОИЗДЕЛИЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 2016 |
|
RU2622552C1 |
Изобретение относится к определению остаточных напряжений в осесимметричных изделиях после обработки. Сущность: замеряют радиус кривизны пруткового изделия, полученного пластическим деформированием. Определяют амплитуду изменения осевых остаточных напряжений в окружном направлении пруткового изделия, характеризующую асимметрию остаточных напряжений, по формуле. Технический результат: повышение точности определения остаточных напряжений. 1 ил.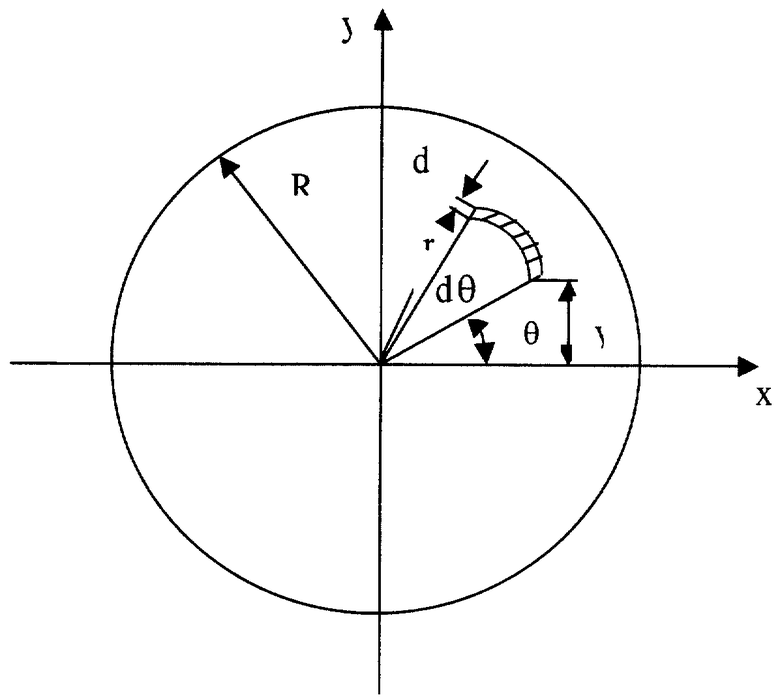
Способ определения асимметрии остаточных напряжений в прутковых изделиях, заключающийся в определении осевого остаточного напряжения, отличающийся тем, что замеряют радиус кривизны пруткового изделия, полученного пластическим деформированием, после чего определяют амплитуду изменения осевых остаточных напряжений в окружном направлении пруткового изделия, характеризующую асимметрию остаточных напряжений, по формуле
где Е - модуль упругости материала изделия;
R0 - радиус кривизны пруткового изделия, полученного пластическим деформированием;
R - радиус пруткового изделия.
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1997 |
|
RU2125252C1 |
| Способ определения остаточных напряжений | 1989 |
|
SU1703957A1 |
| Способ определения параметров напряженно-деформированного состояния материала при его осесимметричной пластической деформации | 1990 |
|
SU1802301A1 |
| US 3336834 22.08.1967. | |||

