бесполезный расход материала и тем самым повышенные затраты.
Наиболее близким по технической сущности к предлагаемому является способ нанесения полимерного покрытия на стальные труйл со сварным швом, заключающийся в нанесении поверхностного слоя из термопластичной пластмассы в виде шланга или ленты на наружную поверхность сталь ной трубы с предв«оительно н-анесенным клеящим веществом и нанесении на участок сварного шва защитной полосы из термопластичной пластмассы ( и устройство для осу вествления способа, содержащее приспособление для установки стальной трубы с поверхностным слоем из термопластичной пластмассы и приспособление для нанесения защитной полосы из термопластичной пластмассы, размещеное над стальной трубой 2,
В способе непосредственно перед нанесением на стальную трубу по рхностного слоя и клеящего вещества на участок сварного шва наносят защитную полосу из термопластичной пластмассы, выравнивающую выступ сварного шва.
Недостатком способа является неплотное прилегание защитной полосы к сварному шву, что способствует образованию капиллярных щелей вдоль сварного шва и снижает качество покрытия.
Цель изобретения - повышение качества покрытия.
Достигается указанная цель тем, что согласно способу нанесения покрытия на стальные трубы со сварн швом, заключающемуся в нанесении поверхностного слоя из термопластичной пластмассы в виде шланга или ленты на наружную поверхность стальной трубы с предварительно нанесенным клеящим веществом и нанесении на участок сварного шва защитной полосы из термопластичной пластмасс после нанесения поверхностного слоя осуществляют экструзией нанесение защитной полосы, состоящей из одинаковой с поверхностным слоем термопластичной пластмассы, причем поверхностный слой на участке сварного шва перед нанесением защитной полосы нагревают до температуры размягчения. Кроме того, нагревание поверхностного слоя и нанесение защитной полосы осуществляют непрерывно. В устройстве для осуществления способа, содержащем приспособление для установки стальной трубы с поверхностным слоем из термопластичной пластмассы и приспособление для нанесения защитной полосы из термопластичной пластмассы, размещеное над стальной трубой, приспособление для нанесения защитной полосМ выполнено в виде экструдера, фильер
которого направлена на сварной шов стальной трубы, а устройство, снабжено нагнетателем горячего воздуха ля нагревания поверхностного слоя на участке сварного :шва, размещенным перед фильерой, и оросителем для
охлаждения водой, смонтированным за фильерой. Кроме того, устройство
снабжено установленным перед нагнетателем горячего воздуха контактным элементом для определения положения сварного шва,электрически соединенным . с механизмом для поворота стальной трубы или с фильером экструдера для регулирования ее положения. Устройство снабжено установленным за оросителем средством для измерения тодщины лоя. Приспособление для нанесения защитной полосы установлено неподвижно.
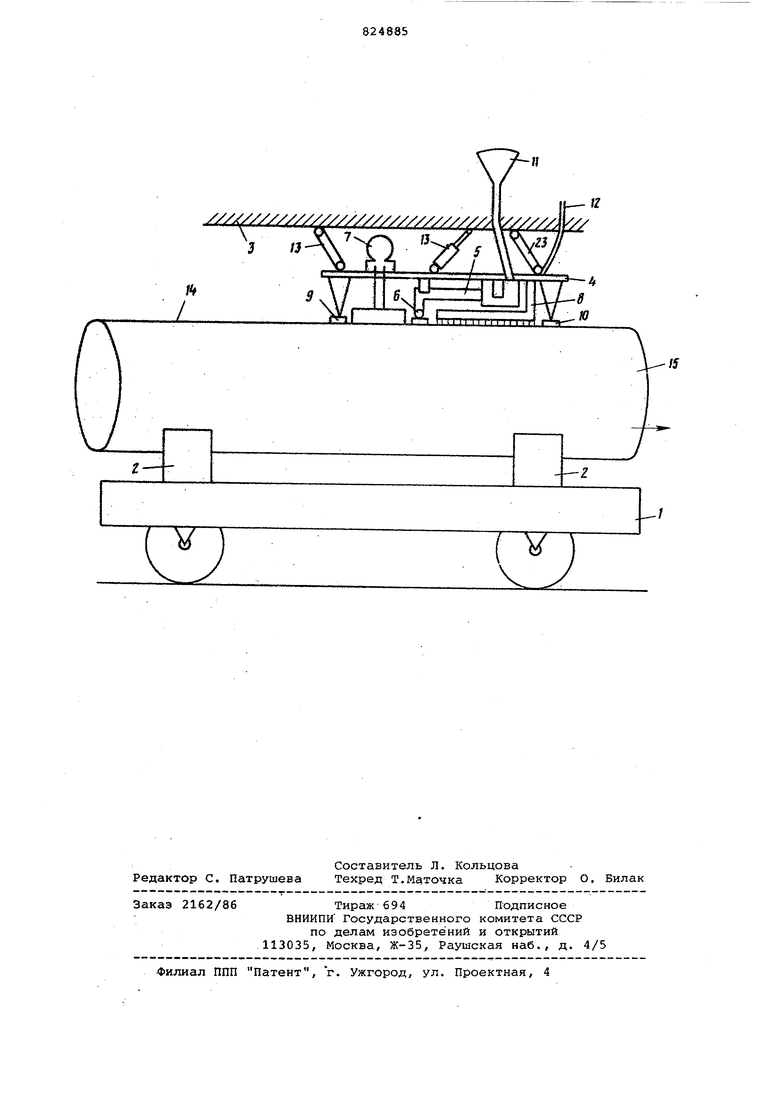
На чертеже схематически.изображено устройство, .сл ужащее для нанесения покрытия на сварную стальную трубу. , .
Устройство . содержит приспособление для установки стальной трубы с поверхностным слоем из термопластичной пластмассы, включающее тележку 1 и механизм 2 поворота стальной трубы. На несущей балке 3 установлена поддерживающая плита 4, на которой крепится приспособление для нанесения защитной полосы в виде экструдера 5 с выходной фильерой 6, направленной на саарной шов трубы. Перед фильерой 6 экструдера 5 установлен нагнетатель 7 горячего воздуха и за ней - ороситель 8 для охлаждающей воды. На переднем конце поддерживающей плиты 4 находится контактный элемент 9, определяющий положение сварного шва, а на заднем конце поддерживающей плиты 4 крепится средство для измерения , толщины слоя - толщиномер 10. Подводящие трубопроводы 11 и 12 предназначены для гранулированной термопластичной пластмассы-полиэтилена и охлаждающей воды. На несущей балке 3 установлены напорные цилиндры 13, поршни которых воздействуют на поддерживающую плиту 4 и прижимают закрепленные на ней устройства к верхней линии трубы.
Контактный элемент 9 электрически соединен с механизмом 2 поворота стальной- трубы или с фильерой б для регулирования ее положения (на чертеже не показано),Способ осуществляется следующим образом.
Для нанесения покрытия на сварной шов 14 стальную трубу 15 с поверхностным слоем перемещают в направлении стрелки. При этом нанесенный слой полиэтилена нагревается нагнетателем 7 горячего воздуха на участке сварного шва 14 до температуры размягчения и непосредственно за этим на размягченный слой фильерой 6 на экструдере 5 наносится пленка полиэтилена в виде за1аитного слоя. Затем ороситель 8 быстро охлаждает еще мягкий слой. Контактный элемент 9 сварного шва 14 электрически соединен с механизмом 2 поворота стальной трубы 15 через управляющее устройство (не показано) и обеспечивает точное продольное перемещение 1сварного шва 14 под нагнетателем 7 горячего воздуха, фильерой 6 экструдера 5 и оросителем 8. Толщиномер 10 служит для. контроля готового покрытия сварного шва 14.
В предлагаемом изобретении вместо осевого перемещения стальной трубы 15 можно перемещать поддерживающую плиту 4 с находящимися на ней устройствами над сварным швом 14. Для нанесения покрытия на спиральные сварные швы контактный элемент 9 управляет механизмом 2 поворота и осевой подачей тележки 1 или поддерживающей плиты 4.
Предлагаемые способ и устройство можно применять тогда,, когда на наружной части покрытой поверхностным слоем стальной трубы необходимо локальное утолщенное покрытие в виде полосы или выступа из термопластичной пластмассы.
Формула изобретения
1. Способ нанесения полимерного покрытия на стальные трубы со сварным швом, заключающийся внанесении поверхностного слоя из термопластичной пластмассы в виде шланга или ленты на наружную поверхность стальной трубы с предварительно нанесенным клеящим веществом и нанесении на участок сварного шва защитной полосы из термопластичной пластмассы, отличающийся тем, что, с целью повышения качества покрытия, после нанесения поверхностного слоя осуществляют экструзией нанесение защитной полосы, состоящей из одинаковой с поверхностным слоем термопластичной пластмассы, причем поверхностный слой на участке
сварного шва перед нанесением защитной полосы нагревают до температуры размягчения,
2.Способ по п. 1, отличающийся тем, что нагревание поверхностного слоя и нанесение защитной полосы осуществляют непрерывно.
3.Устройство для нанесения полимерного покрытия на стальные трубы со сварным швом, содержащее
0 приспособление для установки стгшьной трубы с поверхностным слоем
из термопластичной пластмассы и приспособление для нанесения защитной полосы из термопластичной пластмас5сы, размещенное над стальной трубой, отличающееся тем., что приспособление для нанесения защитной полосы выполнено в виде экструдера, фильера которого направлена
0 на сварной шов стальной трубы, а устройство снабжено нагнетателем горячего воздуха для нагревания поверхностного слоя на участке сварного шва, размещенным перед фильерой, и оросителем для охлажде5ния водой, смонтированным за фильерой.
4.Устройство по п. 3, отличающееся тем, что оно снабжено установленным перед нагнетате0лем горячего воздуха контактным элементом для определения положения сварного шва, электрически соединенным с механизмом для поворота стальной трубы или с фильерой экстру5дера для регулирования ее положе- ния.
5.Устройство по дп. 3,4, отличающееся тем, что оно снабжено установленным за оросителем сред0ством для измерения толщины слоя.
6.Устройство по пп. 3-5, о т л и.4 ающеес я тем, что приспособление для нанесения защитной полосы установлено неподвижно.
5
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ 1771764, кл, 75 с 6/00, опублик. 1972.
2.Патент -ФРГ №2117618,
0
кл. 75 с 6/00, опублик. 1972 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЗАИМОПРОНИКАЮЩИЕ ПОЛИМЕРНЫЕ СЕТКИ КАК ПОКРЫТИЕ ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2389748C2 |
| СПОСОБ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ СПИРАЛЬНОНАВИТОЙ ТРУБЫ И СВАРОЧНАЯ ГОЛОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2105671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| Способ изготовления пригодного для сварки многослойного композита металл-полимер | 2017 |
|
RU2753692C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБУ, ИМЕЮЩУЮ ВАЛИК СВАРНОГО ШВА | 2007 |
|
RU2424254C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| СПОСОБ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ОБЕТОНИРОВАННЫХ ТРУБ | 2024 |
|
RU2837099C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |