(54) УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| Устройство для механической очистки проволоки | 1986 |
|
SU1373540A1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| Устройство для механической очистки проволоки | 1988 |
|
SU1583265A1 |
| Наружный гратосниматель к стану непрерывной сварки прямошовных труб разного диаметра | 1984 |
|
SU1176993A1 |
| ИГЛОФРЕЗА | 1990 |
|
RU2014174C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
Изобретение относится к устройстBciM для очистки проволоки, преимущественно сварочной, а также наружной поверхности круглого проката и труб от ржавчины, запэязнений и т.п.
Известно устройство для непрерывной сплошной или частичной (спиргшьной) очистки наружной поверхности круглого проката и труб от слоя окаЛИНЫ и ржавчины, включающее планетарный механизм для аращения и обкатки очистного инстумента вокруг оси обрабатываемого изделия. В качестве инструмента в нем использованы иглофрезы, прижатие которых к обрабатываемому изделию и отвод после очистки осуществляется кольцевым копиром 1J.
В этом устройстве очистке могут подвергаться лишь изделия относительно жесткие, не меняющие своей геометрической формы от усилий резания ЙРлофрез, т.е. прутки и трубки относительно большого диаметра. Очищаемая проволока в подобных устройствах будет. врезаться в проволочный набор иглофрезы, нарушать работу устройства
Для охвата проволоки по всему периметру, т.е. качественной ее очистки все устройство должно совершать большое число оборотов вокруг оси проволоки, что увеличивает трудоемкость в его изготовлении.
Кроме того, чем больше скорость движения проволоки, тем больше оборотов должно совершать устройство. Чтобы сохранить качество очистки сварочной проволоки, необходимо снизить скорость движения проволоки, что значительно уменьшит производительность труда.
Известно также устройство для очистки проволоки, содержащее смонтированный на станине корпус с приводом вращений и соосно установленные на шпинделях корпуса торцами один к другому очистные инструменты, проволочные пучки которых закреплены во втулках 2,
Недостатком этого -устройства является то, что каждая проволочка проволочного пучка соприкасается с очищаемой поверхностью своей боковой поверхностью, а не торцовой. В результате, очистки за счет резания не происходит. Очистка главным образом происходит за счет удара по очищаемой поверхности. В этом случае удаление окалины и продуктов коррозии.
прочно связанных с очищаемой поверхностью, происходит очень слабо. Кроме этого, мала долговечность очистных инструментов. . ,
Цель изобретения - повышение качества очистки.
Поставленная цель достигается тем .что очистные инструменты снабжены приспособлениями для их периодического осевого поворота, а проволочные .пучки выступают из втулок на величину, меньшую радиуса очищаемой проволоки .
При этом каждое приспособление для периодического осевого поворота очистного инструмента содержит храповой механизм, свободно установленные на шпинделе и равноудаленные один от другого поводки, связанные с защелкой храпового механизма, и упор, установленный на станине с возможность взаимодействия с поводками, при этом колесо храпового механизма жестко
связано со шпинделем очистного инструмента.Кроме того, очистные инструменты выполнены в виде торцовых иглофрез.
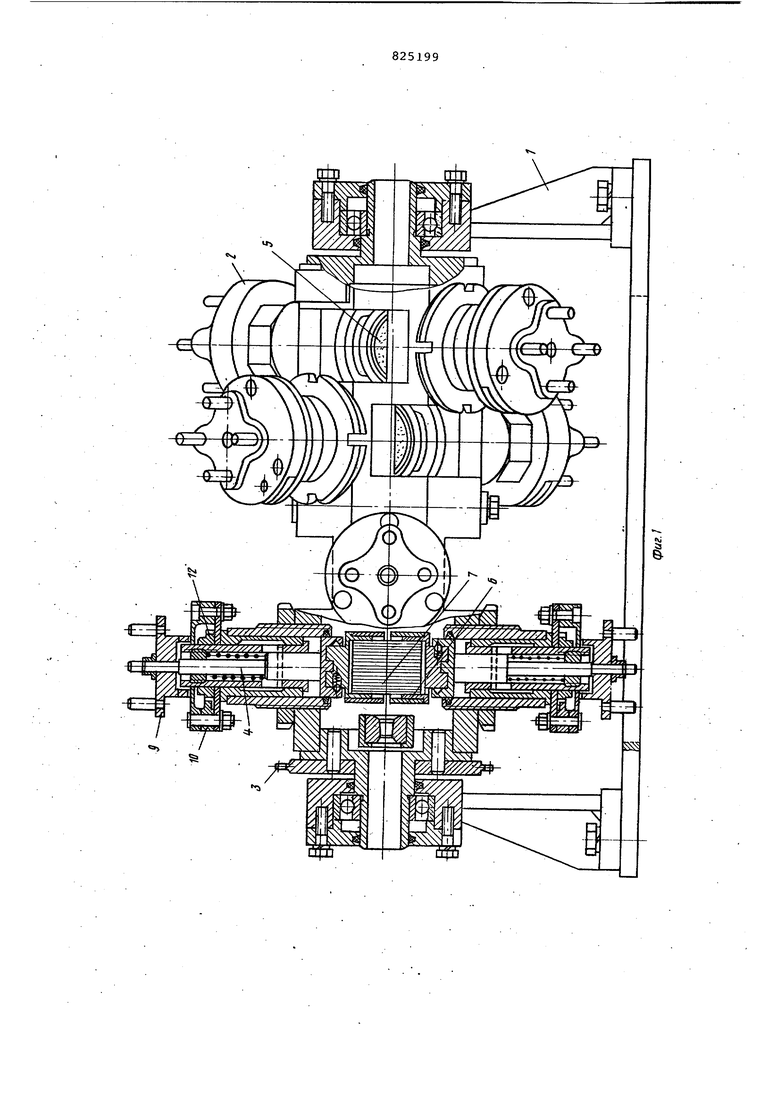
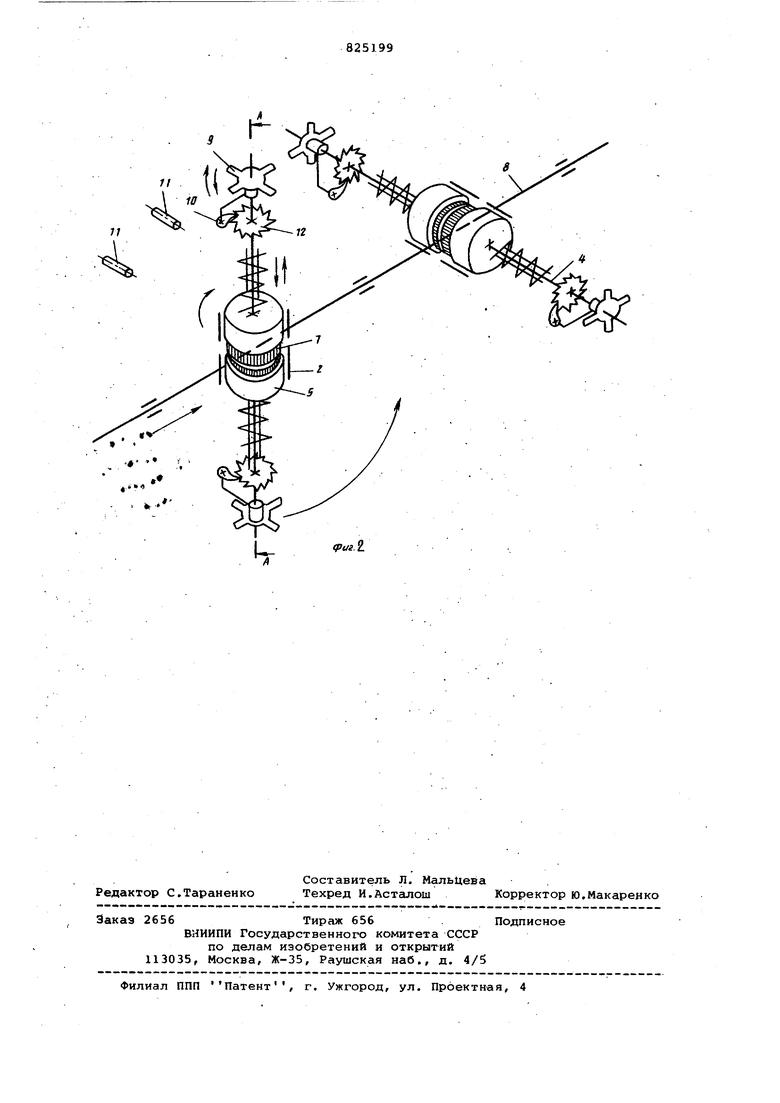
На фиг, 1 и 2 показана схема устройства.
Устройство содержит последовательно смонтированные на станине 1 с угловым смоцением по отношению один к другому корпуса 2, кинематически связанные с приводами вращения посредстром звездочек 3.
В каждом корпусе 2 соосно установлены подпружиненные шпиндели 4, с очистными инструментами - иглофрезами 5, выполненными в виде заключенных в ограничительные втулки б проволочных пучков 7, выступающихиз втулок 6 на величину, меньшую радиуса очищаемой проволоки 8. Каждая иглофрез а 5 снабжена приспособлением для ее периодического поворота вокруг своей оси, содержащим свободно ycтaнoвJieнныe на шпинделе 4 поводки 9, равноудаленные один от другого и связанные с защелкой 10 храпового механизма, и упор 11, установленный йа станине 1 с возможностью взаимодействия с поводками 9, Колесо 12 храпового механизма со шпинделем 4 связано жестко.
Устройство работает следующим образом.
Очищаемая проволока 8 проходит между торцами иглофрез 5, корпус 2, вращаясь вокруг своей оси, подводит поочередно поводки 9 к упорам 11. Наталкиваясь на упор 11, поводок 9 поворачивается вместе.с защелкой 10 поворачивая храповое колесо 12, а BMiecTe с ним и шпиндель 4 с иглофрезой 5 на угол кратный 360°.
В процессе работы устройства в результате прерывистого движения иглофрезы 5 при каждом обороте jcopnyca 1 к очищаемой проволке 8 подводится соседний участок проволочного пучка 7.г После полного оборота иглофрезы 5 к проволоке 8 подводится тот ее участок, с которого началась очистка. Проходя по одним и тем же участкам иглофрезы 5, проволока 8 вырабатывает в ней незначительные углубления, способствующие лучшему охвату проволоки 8 по периметру.,
Проваливание очищаемой проволоки 8 в проволочные пучки 7 предотвращается торцами ограничительных втулок 6. Не нарушая процесса резания, втулка 6 в случае провала проволоки в пучок 7, своей торцовой частью ограничивает провал проволоки 8, а при очередном повороте иглофрезы 5 проволока снова выталкивается на торцовую поверхность иглофрезы 5.
Формула изобретения
и упор, установленный на станине с возможностью взаимодействия с поводками, при этом колесо храпового механизма жестко связано со шпинделем очистного инструмента.
Источники информации, принятые во внимание при экспертизе
