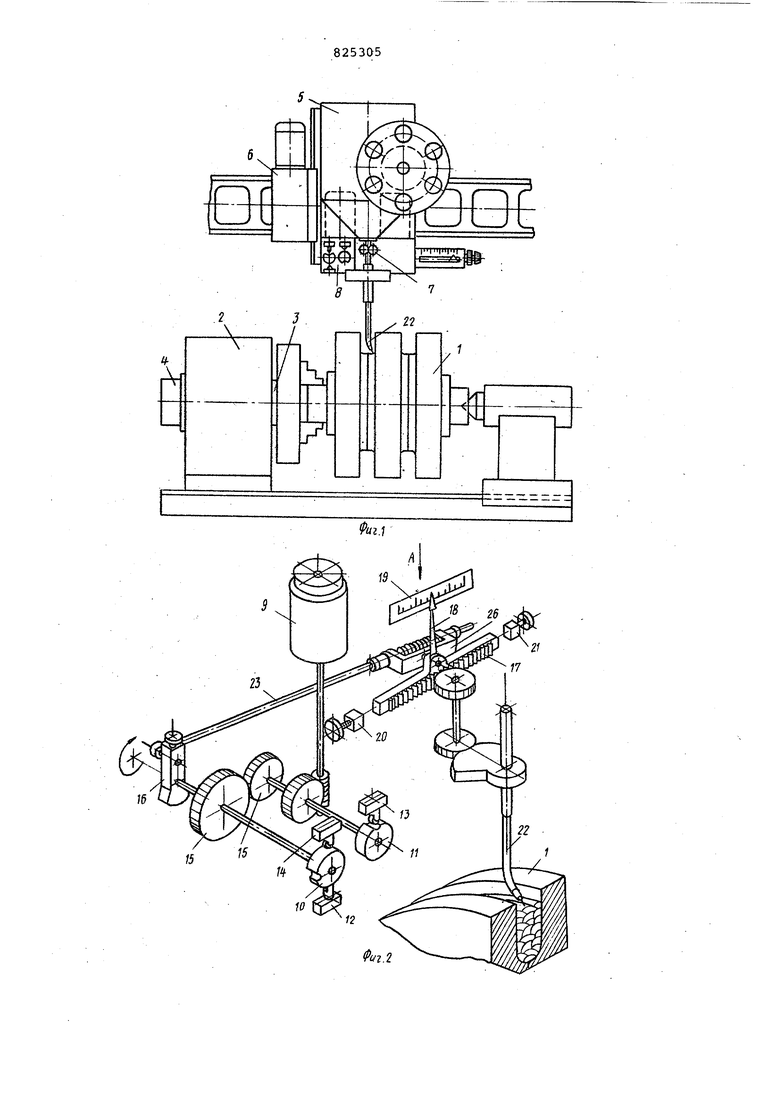
Изобретение относится к оборудова нию для автоматической электродугово многопроходной сварки кольцевых соединений с глубокой разделкой кромок 1 может быть использовано на объекта энергетического, тяжелого и химического машиностроения при сварке кольцевых швов цилиндрических изделий большой толщины. Известно устройство для автоматической многопроходной сварки кольцевых соединений, содержащее сварочную головку с изогнутым мунд1итуком, приводы поворота и вертикального перемещения мундштука в разде.г1ке .с . программирующим устройством, выполненным в 9иде поворотного кулачкового сектора, связанного с мундштуком и снабженного хвостовиком, взаимодействующим с конечными выключате лями, установленными в пазу корпуса с возможностью фиксированного перемещения fl . При сварке в узкую и глубокую раз делку необходима то.чная установка электрода у стенок разделки д.пя того чтобы исключить подрезание стенки ил несплавлеиия наплавленного валика с основным металлом, от этого зависит качество сварного шва. в известном устройстве установка электрода осуществляется смещением выключателей вдоль паза, это затруднительно и неудобно. В такой конструкции точность установки электрода зависит не только от точности установки- вык.г1ючателей, но и от погрешности самих выключателей. Суммарная ошибка увеличивается, поскольку передаточное отношение от круговой зубчатой рейки на шестерню мундштука больше единицы. При сварке в глубокую разделку возможно схождение стенок разделки по мере ее заполнения, при этом необходима постоянная подрегулировка положения электрода у кромок. В извест-ном устройстве осуществить это невозможно без остановки сварочного процесса. При многопроходной сварке под флюсом для контроля процесса сварки необходимо знать положение электрода в разделке. Известное устройство не имеет такого указателя. Цель изобретения - повьииение производительности и улучшение качества сварного шва. Поставленная цель достигается тем, что в устройстве для автоматической многопроходной сварки привод перемещения мундштука выполнен в виде расположенной между двумя регулируемыми упорами зубчатой рейки с шарнирно ус тановленной в ней цапфой с пружиной, смонтированной между двумя установленными в цапфе втулками, именяцими |бурты, а во втулках расположен с возможностью перемещения шатун переменной длины, связанный с кривошипом, при этом программирующее устрой ство снабжено дэумя кулачками, установленными на валах привода перемеще ния мундштука, связанными между собой передаточным отношением 1:2 и взаимодействующими с конечными выключателями, причем первый кулачок связан с одним конечным выключателем, а второй - с двумя, расположенными противоположно. Зубчатая рейка снабжена указателем, взаимодействующим с неподвижной шкалой. В таком устройстве точность установки электрода определяется регулируемыми упорами . Неточность остановки кулачков, погрешности выключателей, люфты в кинематических связях не передаются на мундштук. Положение мундштука определяется по указателю, а подрегулировка электрода может быть осуществлена упорами без остановки сварочного процесса, величина подрегулировки контролирует ся по шкале. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 кинематическая схема программирующе го устройства; на фиг. 3 - вид А на фиг. 2. Устройство содержит изделие 1, установленное во вращателе 2, шпиндель 3 которого связан кулачковым п роном с изделием 1. Одновременно шп дель 3 кинематически связан с механизмом 4 отсчета оборотов изделия 1 Сварочный аппарат 5 содержит механизм 6 вертикального перемещения, механизм 7 подачи проволоки в прогpa oviиpyющee устройство 8. Программирующее устройство 8 сод жит привод 9 (фиг. 2), кулачки 10 и 11 и конечные выключатели 12-14. Ку лачки 10 и 11 кинематически связаны между собой шестернями 15 с передаточЕ1ым отношением 1:2. На валу кула ка 10 установлен кривошипно-шатунный механизм 16 с регулируемой длиной кривошипа. Кривошипно-шатунный меха низм 16Связан с рейкой 17, имеющей указатель 18 со шкалой 19. Ход рейки 17 ограничивают регулируемое упоры 20 и 21. Рейки 17 находятся в кинематической связи с изогнутым мундштуком 22. На шатуне 23 кривошипно-шатунного механизма 16 установлены с воз-можностью ограниченного перемещения две втулки 24 с буртиками фиг. З), между которыми помещена пружина 25. На втулках 24 установлена цапфа 26, взаимодействующая с буртиками и арнирно связанная с рейкой 17. Установка электрода в разделке осуществляется следующим образом. Мундштук 22 аппарата 5 устанавливается в плоскости симметрии разделки изделия 1. Устанавливают требуемый вылет электрода и дуговой промежуток. С помощью регулируемого кривоипа кривошипно-шатунного механизма 16, определяющего ход рейки 17, устанавливают угол поворота мундштука 22 таким образом, чтобы конец электрода касался стенок разделки, а с помощью регулируемы упоров 20 и 21, ограничивая, ход рейки 17, устанавливают требуемое расстояние конца электрода от стенок разделки. Устройство работает следующим образом.. Перед сваркой мундштук 22 устанавливается t,B ручном режиме) в среднее положение, при этом конечный выключатель 13 взаимодействует с выемкой кулачка 11, а выемка кулачка 10 в этот момент находится на равном удалении от выключателей 12 и 14. После каждого оборота изделия 1 механизм 4 отсчета оборотов дает электрический сигнал. По этому сигналу включается двигатель 9 или двигатель механизма 6 подъема. Двигатель 9 выключается конечными выключателями 12-14,а электтродвигатель механизма 6 подъема выключает реле времени. Таким образом, после каждого включения двигателя 9 кулачок 10. поворачивается на 90°, а кулачок 11 на 180° (передаточное отношение между кулачками 1:2), при этом, когда выемка кулачка 10 находится против конечных выключателей 12 или 14, электрод занимает крайние положения в разделке, а когда выемка кулачка 11 находится против конечного выключателя 13, электрод находится в среднем положении. После каждого выключе-ния двигателя 9 конечными выкт уателями 12 и 14 подготавливается включение двигателя механизма 6 подъема, когда будет подан следующий сигнал механизмом 4 отсчета оборотов. После каждого подьема сварочного аппарата 5 на шаг реле времени включает механизм 6 подъема и подготавливает включение двигателя 9. Далее цикл повторяется. Подготовка включе- . ния двигателей обеспечивается электрической схемой управления. Одновременно с включением вращателя 2 включается сварка. Пока изделие 1 не сделало полного оборота, задается направление очередного перемещения электрода влево или вправо (реверсом двигателя 9). После подачи сигнала механизмом 4 отсчета оборотов включается двигатель 9, при этом
кулачки 10 и 11 поворачиваются. Выемка кулачка 10 входит в контакт с конечным выключателем 12 или 14 в зависимости от заданного очередного перемещения, а выемка кулачка 11 занимает диаметрально противоположное положение относительно конечного выключателя 13.
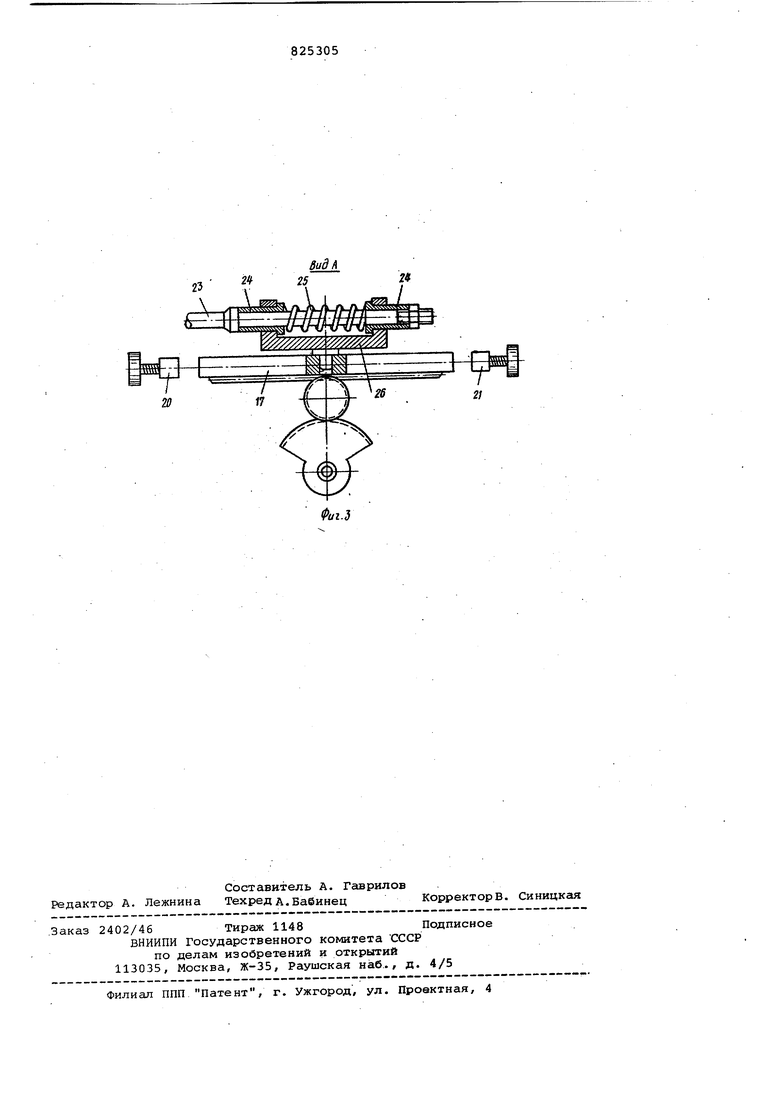
С помощью криволипно-шатунного механизма 1б перемещается рейка 17,. кинематически связанная с мундштуком 22 Рейка. 17 останавливается упорами 20 Или 21. Дальнейшее движение шатуна 23 k кривошипно-шатунного механизма 16 происходит за счет сжатия пружины 25 через одну из втулок 24, установленны в цапфе 26 с возможностью относительного скольжения.
Таким образом, величина поворота мундштука 22 зависит только от хода рейки 17, ограниченного упорами 20 и 21, а пружина 25, втулки 24 и цапфа 26 являются буферным устройством при передаче перемещенияот кривошипно-шатунного механизма 16 к рейке 17.
Установкой упоров 20 и 21 регулируется положение электрода У кромок разделки. Эту регулировку можно осуществить, во время сварки. Положение электрода и величину смещения упоров при регулировке можно проследить по указателю 18, связанному с рейкой 17, и шкале 19.
При подаче следующего сигнала выключается двигатель механизма 6 подъема. Его включение подготовлено конёчны№1 выключателями 12 или 14. Сна- рочный аппарат 5 поднимается вверх. Величина подъема составляет 3-4 мм и регулируется с помощью реле времени, которое выключает двигатель механизма 6 подъема и подготавливает включение двигателя 9. При подаче очередного сигнала механизмом 4 отсчета оборотов включается двигатель 9, при этом поворачиваются кулачки 10 и 11. Выемка кулачка 10 занимает среднее положение между конечными выключателями 12 и 14, а выемка кулачка 11 входит в контакт с выключателем 13, который останавливает пружину 25, а затем совместно с цапфой 26 перемещает рейку 17, которая поворачивает мундатук 22, и электрод занимает среднее положение в .разделке.
При подаче следующего сигнала включается двигатель 9, поворачиваются кулачки 10 и 11, поворачивается мундштук 22, и электрод перемещается к противоположной кромке, при этом срабатывает конечный выключатель 12 или 14, который выключает двигатель 9, подготавливает включение двигателя механизма 6 подъема и т.д. аналогично циклу у предыдущей кромки.
В такой последовательности заполняется вся разделка.
Применение предлагаемого устройства дает возможность.-точно устано вить электрод у стенок разделки, . проконтролировать его положение и произвести корректировку-при схождении кромок без остановки сварочного процесса. Это повышает производительность сварки и улучшает качество сварного шва.
Формула изобретения
Устройство для автоматической многопроходной сварки f содержащее мундштук с приводом перемещения и программирующее устройство с конечными выключателями и регулируемыми упорами, отличающееся тем, что, с целью повышения производительности, привод перемещения мундштука выполнен в виде расположенной между двумя регулируемыми упорами зубчатой рейки с шарнирно установленной в ней цапфой с пружиной, смонтированной между двумя установленными в цапфе втулками, имеклцими бурты, а во втулках расположен с возможностью перемещения шатун переменной длины, связанный .с кривошипом,, при этом программирующее устройство снабжено двумя кулачками, установленными на валах привода перемицения мундштука, связанными между собой передаточным отнсшен-ием-1:2 и взаимодействующими с конечными выключателями, причем перрый кулачок связан с одним конечным выключателем, а второй - с двумя расположенными противоположно.
2. Устройство по п. 1, отличающееся тем, что зубчатая рейка-снабжена указателем, взаимодействующим с неподвижной шкалой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 369995, кл. В 23 К 37/02, 03.03.71 (прототип).
{
r-t-
I
V
V
-r
X
-Xl/ x
22
3€
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| Устройство для электродуговой сварки с колебаниями электрода | 1987 |
|
SU1418014A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| АВТОМАТ ДЛЯ СВАРКИ | 1970 |
|
SU278920A1 |
| Сварочный трактор | 1989 |
|
SU1579692A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1967 |
|
SU197823A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1984 |
|
SU1194626A1 |
6
/5
tfz.2
