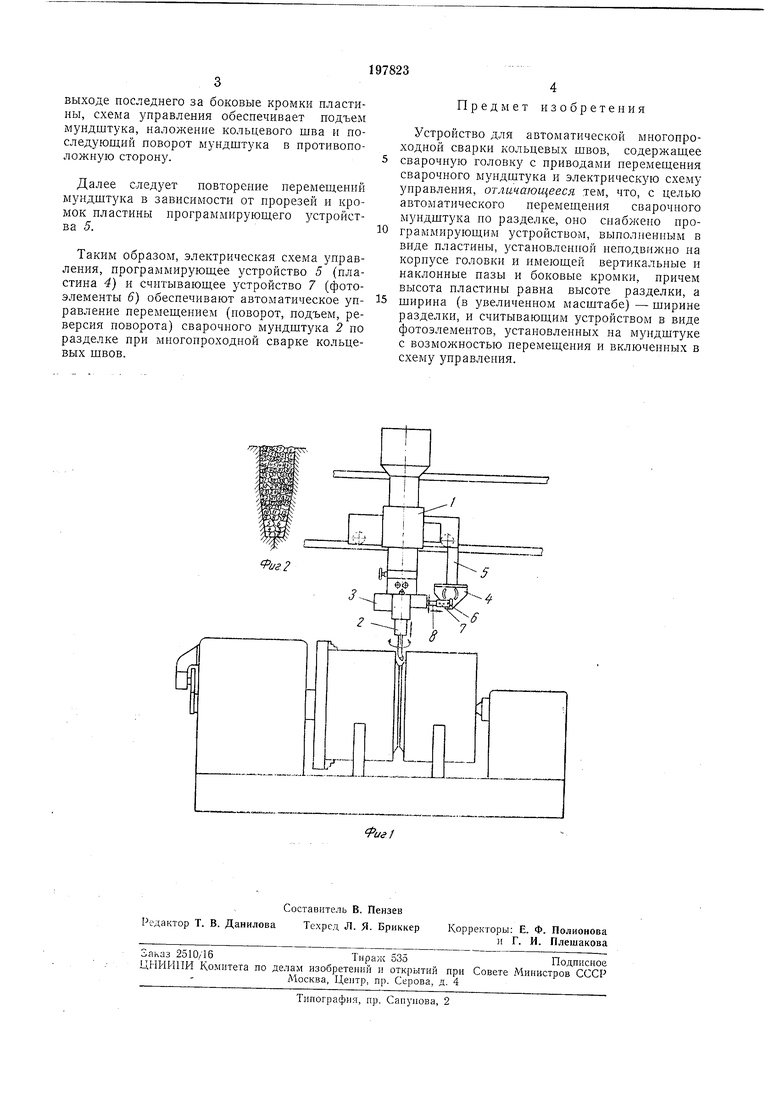
Известйо устройство Для автоматической многопроходной сварки кольцевых швов, содержащее сварочную головку с приводами перемещения сварочного .мундщтука и электрическую схему управления. Предлагаемое устройство в отличие от известного снабжено программирующим устройством, которое выполнено в виде пластины, установленной неподвижно на корпусе головки. Пластина имеет вертикальные и наклонные пазы и боковые кромки. Высота пластины равна высоте разделки, а ширина (в увеличенном масштабе) - ширине разделки. Кроме того, устройство снабжено считывающим устройством, выполненным в виде фотозлементов, установленных на мундштуке с возможностью перемещения. Фотоэлементы включены в схему управления. Такое выполнение устройства для многопроходной сварки кольцевых швов обеспечивает автоматическое перемещение сварочного мундщтука по разделке. На фиг. 1 изображена схема устройства для автоматической многопроходной сварки кольцевых швов; на фиг. 2 показан пример заполнения разделки. мента 6 считывающего устройства 7, включенные в схему управления. Подъем и опускание мундштука обеспечивает сварочная головка, а поворот - привод. Пластина имеет вертикальные и наклонные пазы и боковые кромки. Высота пластины равна высоте разделки, а ширина (в увеличенном в 5-10 раз масштабе) -ширине разделки. Пластина устаповлепа неподвижно на корпусе головки. Фотоэлементы считывающего устройства перемешаются по вертикали вместе с мундштуком в ту или другую сторону, по горизонтали - с помощью рейки 5 во время поворота мундштука. Все фотоэлементы поставлены в ряд по горизонтали. С момента включения устройства сварка продолжается непрерывно до полного заполнения разделки наплавленным металлом. (Пример заполнения разделки показан па фиг. 2). После наложения первого кольцевого шва, т. е. после одного оборота свариваемого изделия, электрическая схема управления обеспечивает команду на поворот или на подъем мундштука. После наложения каждого следующего кольцевого шва при засвечивании одного среднего фотоэлемента 6 через прорези в пластине схема управления обеспечивает поворот мундштука в ту же сторону. При одновременном засвечивании двух фютоэлементов (одного из крайних и среднего) при
выходе последнего за боковые кромки пластины, схема управления обеспечивает подъем мундштука, наложение кольцевого шва и последующий поворот мундштука в противоположную сторону.
Далее следует повторение перемешений мундштука в зависимости от прорезей и кромок пластины программируюш,его устройства 5.
Таким образом, электрическая схема управления, программируюш,ее устройство 5 (пластина 4) и считывающее устройство 7 фотоэлементы 6) обеспечивают автоматическое управление перемещением (поворот, подъем, реверсия поворота) сварочного мундштука 2 по разделке при многопроходной сварке кольцевых швов.
Предмет изобретения
Устройство для автоматической многопроходной сварки кольцевых швов, содержащее
сварочную головку с приводами перемещения сварочного мундштука и электрическую схему управления, отличающееся тем, что, с целью автоматического перемещения сварочного мундштука по разделке, оно снабжено программирующим устройством, выполненным в виде пластины, установленной неподвижно иа корпусе головки и имеющей вертикальные и наклонные пазы и боковые кромки, причем высота пластины равна высоте разделки, а
ширина (в увеличенном масштабе) - ширине разделки, и считывающим устройством в виде фотоэлементов, установленных на мундштуке с возможностью перемещения и включенных в схему управления.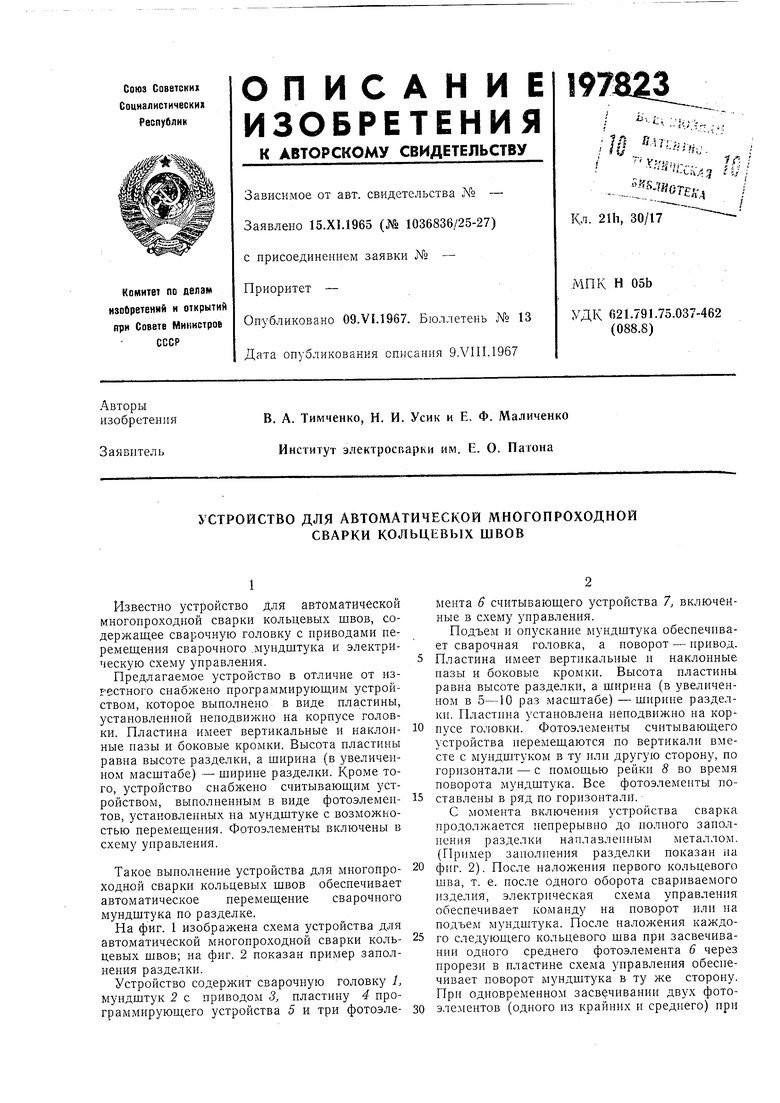
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| УСТРОЙСТВО для СВАРКИ стыковых СОЕДИНЕНИЙ | 1967 |
|
SU196214A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙСВАРКИ | 1979 |
|
SU825305A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДАПО СТЫКУ | 1971 |
|
SU418296A1 |
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
