1
Изобретение относится к оборудованию для электродуговой сварки металлов, более точно к устройствам для автоматического последовательного перемещения сварочного мундштука в положения, требуемые при вы,полнении многопроходной сварки.
Известно устройство для автоматической многопроходной сварки кольцевых швов с глубокой разделкой кромок, содержащее корпус, сварочную головку с мундштуком, приводы поворота и вертикального перемещения мундштука, устройство, программирующее положение мундштука в разделке путем взаимодействия его хвостовика, связанного с мундштуком, с выключателями, установленными в корпусе привода поворота мундштука, и электрическую схему управления. Однако это устройство невозможно использовать при сварке разделок переменной ширины (например, трапециевидной), так как выключатели устанавливают на корпусе мундштука перед сваркой данной разделки и не изменяют их положения в процессе сварки.
Цель изобретения - улучшение качества шва и повышение производительности при сварке швов с разделкой кромок неременной ширины.
Предлагаемое устройство отличается от известного тем, что на его корпусе укреплен конир, торцевая поверхность которого соответствует форме разделки и взаимодействует
с роликом, связанным через рычаг с одним концом вала, установленного в корпусе привода поворота, а на другом конце вала жестко закреплена коническая шестерня, находящаяся в зацеплении с двумя коническими
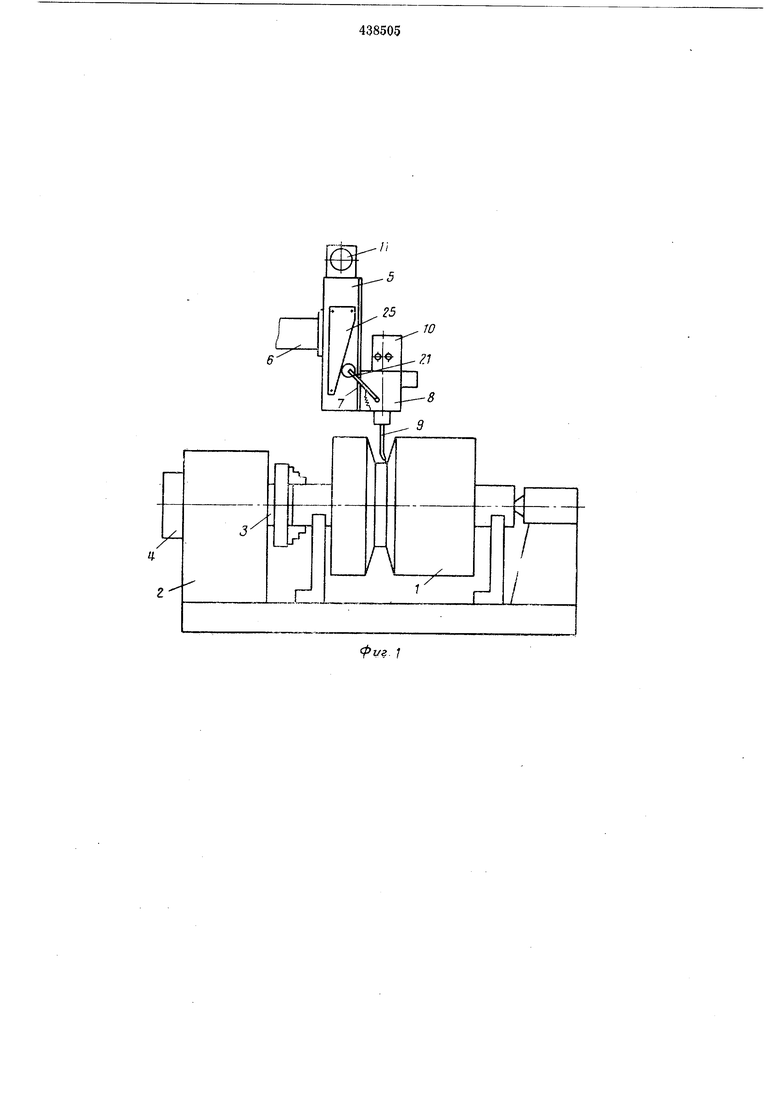
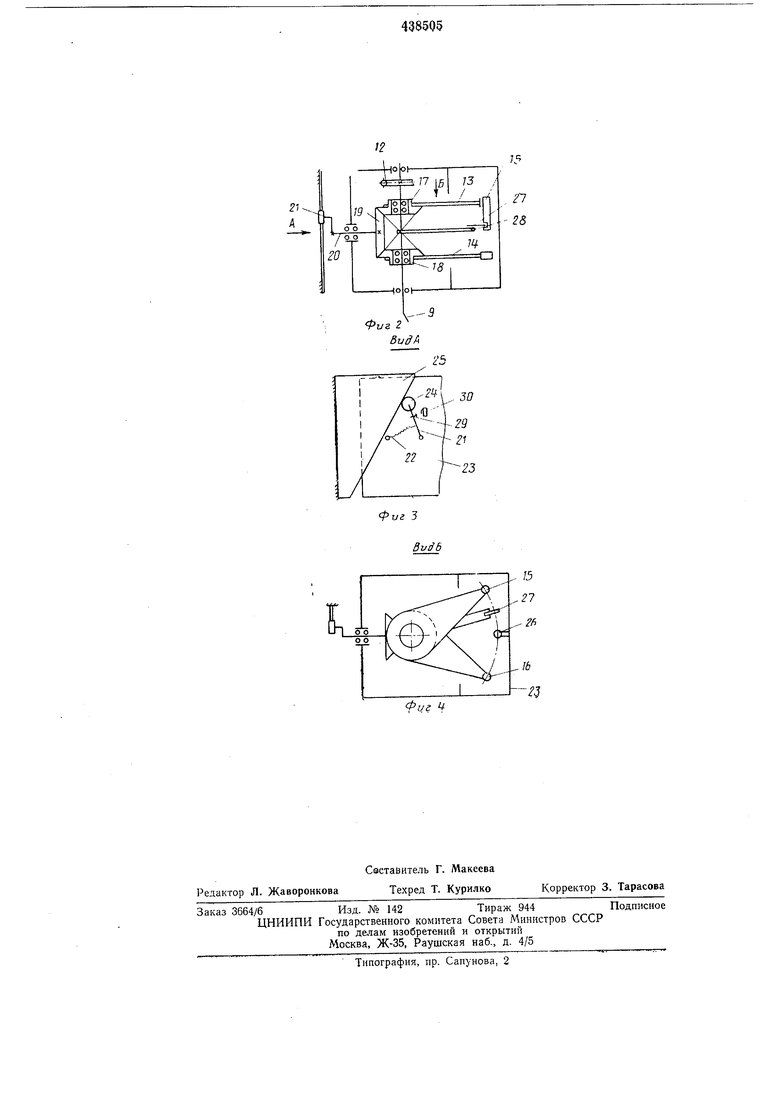
шестернями, посредством которых мундштук соединен с предусмотренными в устройстве рычагами, на которых установлены указанные выше выключатели. На фиг. 1 представлено описываемое устройство, общий вид; на фиг. 2 - кинематическая схема привода поворота мундштука, где один из крайних выключателей условно вынесен в нлоскость чертежа; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - вид но
стрелке Б на фиг. 2.
Устройства для подачи флюса, очистки изделия от шлаковой корки и ее сбора, катушка с электродной проволокой, теплоизолирующие приспособления на фиг. 1 условно не
показаны.
Изделие 1 с разделкой (на фиг. 1 представлена для упрощения одна разделка) установлено во вращателе 2, щпиндель 3 которого связан поводковым или кулачковым патроном с изделием. Одновременно шпиндель кинематически связан с механизмом 4 отсчета оборотов изделия. Корпус 5 устройства крепится к механизму 6 установки устройства в положение сварки очередной разделки. В направляющих корпуса 5 установлена каретка 7 с закрепленным на ней механизмом 8 поворота мундштука 9 и механизмом 10 подачи электродной проволоки. Каретка винтовой передачей связана с нриводом 11 вертикального перемещения мундщтука. Последний представляет собой пустотелый вал с изогнутым наконечником, по которому подается электродная проволока. Через передачу 12 мундщтук (фиг. 2) связан с приводом поворота мундштука.
На мундштуке на подшипниках смонтированы рычаги 13 и 14, на одном конце их установлены соответственно выключатели 15 и 16, а на другом - конические шестерни 17 и 18, в зацеплении с которыми находится шестерня 19, жестко закрепленная на валу 20 с рычагом 21. Пружина растяжения 22 одним концом крепится на рычаге 21, а другим - на корпусе 23 механизма поворота мундштука. Рычаг 21 через ролик 24 взаимодействует с копиром 25, укрепленным на ко.рпусе 5 устройства. Средний выключатель 26 закренлен на корпусе 23 механизма поворота мундштука. Выключатели 15, 16 и 26 крепятся таким образом, чтобы их прорези лежали в одной плоскости вдоль траектории движения хвостовика 27 рычага 28, жестко связанного с мундштуком. На рычаге 21 установлен регулируемый прулсинный упор 29, взаимодействующий с выключателем 30, установленным на корпусе 23.
При многопроходной сварке мундштук должен последовательно занять в разделке положения, определяемые режимами сварки или назначаемые носле пробных сварок. Перемещение конца электрода поперек разделки осуществляется вращением мундщтука с изогнутым наконечником; величина перемещения (угол поворота мундштука) определяется взаимным расположением выключателей 15, 16 и 26. Положение мундштука фиксируется при расположении хвостовика 27 в прорези соответствующего выключателя. Изменение положения крайних выключателей 15 и 16 происходит следующим образом. Пружина 22 прижимает ролик 24 рычага 21 к торцевой поверхности копира 25. При этом шестерня 19 одновременно поворачивает через шестерни 17 и 18 рычаги 13 и 14 с выключателями 15 и 16 в положение, соответствующее требуемому положению электрода поперек разделки. Конфигурация торцевой поверхности копира 25 определяется на основании режимов сварки или после пробных сварок модели.
Подъем электрода осуществляется подъемом каретки 7 приводом 11.
Работает устройство следующим образом. Механизмом 6 устанавливают мундштук таким образом, чтобы его ось совпадала с серединой очередной заполняемой разделки. На корпусе 5 закрепляют копир 25, соответсгвующий данной разделке. В том случае, когда количество валиков в одном направляемом ряду изменяется с двух на три по ширине разделки, пружинный упор 29 регулируют таКИМ образом, чтобы он нажимал на выключатель 30 при подъеме мундштука на высоту, соответствующую началу наплавки трех валиков. При наплавке двух валиков в ряду положение мундщтука фиксируется при расположении хвостовика 27 в прорезях только крайпих выключателей 15 и 16, а при наплавке трех валиков - дополнительно и в выключателе 26. Затем устанавливают электрод в исходное положение, нри этом хвостовик 27 располагается в прорези одного из выключателей 15, 16 или 26, включают электрическую схему на автоматический режим работы кнопками управления, влево или вправо задают направление последующего перемещения мундштука, включают вращение изделия, подачу флюса или защитного газа и сварку. Одновременно с включением сварки включается механизм 4 отсчета оборотов изделия. После наплавки одного кольцевого
валика с заданным технологическим перекрытием (нахлестом швов) механизм 4 отключается от шпинделя 3 и подает электрический сигнал в схему управления, который включает привод поворота 1мундштука в направлении, заданном ранее нажатой кнопкой (влево или вправо).
Через передачу 12 вращение привода вызывает поворот мундщтука и одновременно рычага 28 с хвостовиком 27. В случае наплавки трех валиков в ряду упор 29 нажимает выключатель 30, который подает в электрическую схему сигнал о подключении к ней трех выключателей 16, 16 и 26; при нанлавке двух валиков в ряду выключатель 30 отпущен, и к электрической схеме подключены только крайние выключатели 15 и 16.
При повороте мундщтука хвостовик 27 заходит в щель подключенного к схеме управления выключателя (в зависимости от количества валиков), который выдает сигнал на отключение привода поворота мундштука и подключение механизма 4 к вращающемуся шпинделю 3. После наплавки очередного валика работа механизмов и схемы управления
повторяется.
После наплавки каждого последнего валика в ряду схема работает следуюн1им образом. Завершается технологическое перекрытие швов-валиков, механизм 4 отключается
от пшинделя 3 и подает сигнал в схему управления, который включает привод И вертикального перемещения мундштука и подготавливает цепь включения привода поворота иундп тука в направлении, противопотожном выполнявшемуся ранее. Привод 11 через винтовую передачу перемещает каретку 7, а следовательно, и мундштук. Величина подъема мундштука наетраиваетея выдержкой реле времени, которое включает привод 11. По окончании подъема механизм 4 подключается к шпинделю 3. При завершении наплавки очередного валика ме.ханизм 4 отключается от шнинделя 3. При этом сигнал от механизма 4 включает привод поворота мундштука в нанравлении, подготовленном, как указывалсс) ранее.
При нодъеме мундштука ролик 24 перемешается но торцевой поверхности копира 25, поворачивает рычаг 21, а через вал 20 и шестерни 19, 17 и 18 - рычаги 13 н 14, которые поворачиваются синхронно и в противоположные направления относительно среднего выключателя 26. Таким образом, крайние выключатели 15 и 16 устанавливаются симметрично относительно выключателя 26, что соответствует требуемым положениям мундштука в разделке в зависимости от высоты, на которой производится наплавка очередного ряда. В такой носледовательности сварка нродолжаетсл непрерывно до заполнения разделки.
Скорость поворота мундштука и подъема каретки выбирают таким образом, чтобы точность остановки электрода в заданном положении соответствовала требуемой. Точность ноложепия электрода поперек разделки определяется выбором соотвошепия расстояний конца электрода и выключателей 15, 16 и 23 9т оси мундштука.
При сварке разделок постоянной ширины торцевая поверхность копира должна быть параллельна направлению перемещения каретки. В этом случае нри подъеме мундштука рычаг 21 не новорачивается, и положение выключателей 15 и 16 остается неизменным нри сварке всей разделки.
Предмет изобретения
Устройство для автоматической многопроходной сварки кольцевых швов с глубокой разделкой кромок, содержащее корпус, сварочную головку с мундштуком, приводы поворота и вертикального перемещения мундштука, устройство, програм.мирующее ноложение мундштука в разделке путем взаимодействия его хвостовика, связанного с мундщтуком, с выключателями, установленными в корпусе нривода поворота мундштука, и электрическую схему управления, отличающееся тем, что, с целью улучшения качества шва и новышения производительности нри сварке швов с разделкой кромок переменной ширины, на корпусе устройства укреплен копир,
торцевая поверхность которого соответствует форме разделки н взаимодействует с роликом, связанным через рычаг с одним концом вала, установленного в корпусе привода поворота, а па другом конце вала жестко закреплена коническая шестерня, находящаяся в зацеплении с двумя коническими шестернями, посредством которых мундштук соединен с размещенными в устройстве рычагами, на которых установлены указанные выше выключатели.
ГО
7.1
v
-8
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙСВАРКИ | 1979 |
|
SU825305A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1972 |
|
SU419335A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1967 |
|
SU197823A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО для СВАРКИ стыковых СОЕДИНЕНИЙ | 1967 |
|
SU196214A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| АВТОМАТ ДЛЯ НАПЛАВКИ И СВАРКИ ЛЕНТОЧНЫМ | 1973 |
|
SU361048A1 |
г/г.
21Д
3/7 15 / Н
.
v3 г
Ц
