Известные устройства для электрошлаковой сварки вертикальных швов содержат две тележки, соединенные лодпружниен ной тягой и снабженные опорными и натравляющими роли.качми с приводом для перемещения .по изделию, формующие бащма«и, мехянизмы подачи и поперечиых колебаний электрода. Эти устройства :не позволяют производить сварку криволинейных и 1на1клон1ных швов, имеют .малые регулировочные возможности и громоздки.
Предлагаемое устройство отличается тем, что формующие бащмаки его соединены с тележками при помощи щарнирно закрепленных тяг, скрепленных между собой подпружиненной тягой, лроходящей в зазоре между свариваемыми кромками; направляющие ролики установлены под углом, например, 1 -1,5° к направлению движения; механизм создания иоперечных колебаний электрода содержит кривощипно-щатунное звено, обеспечивающее замедленное движение электрода у краев сварочной ванны; мехаиизм подачи электрода и механизм создания поперечных колебаний электрода имеют общий электропривод; подпружииенная тяга снабжена упорами для удержания пружины в затянутом состоянии.
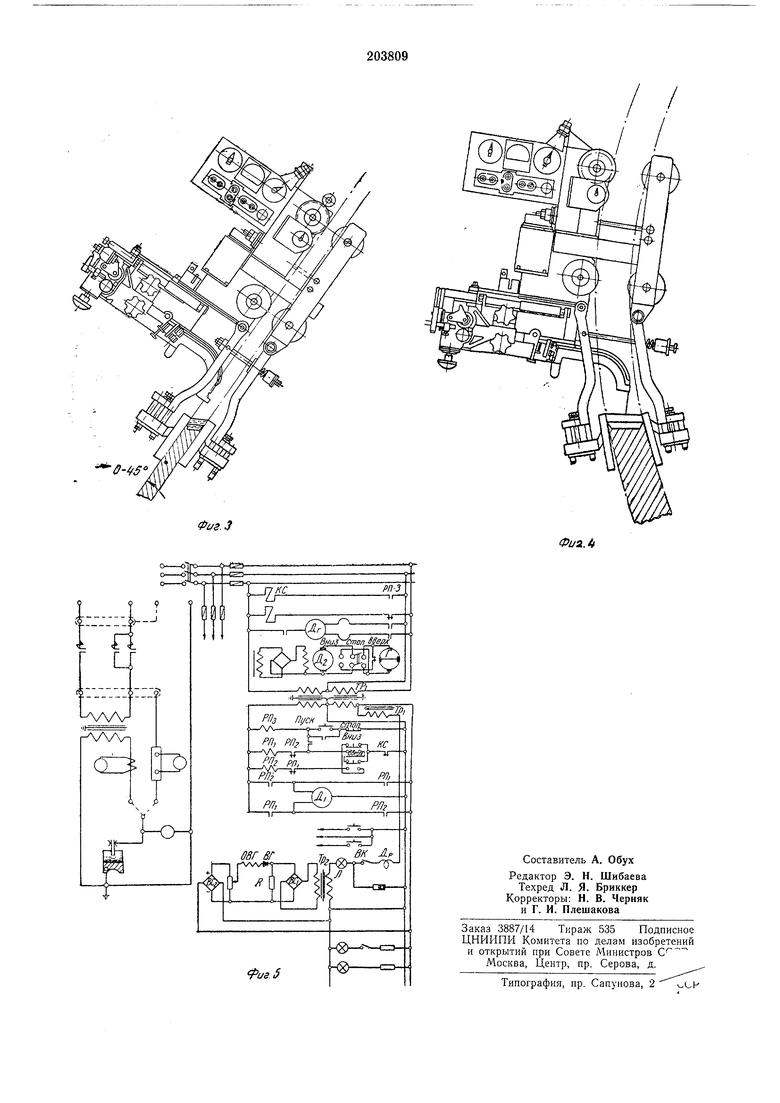
пировать, а также улучшить качество сварки. На фиг. 1 и 2 изображено предлагаемое устройство в двух видах; на фиг. 3 и 4 -положение устройства при сварке наклонных и криволинейных швов; на фиг. о - электрическая схема унравления устройством.
Устройство включает две тележки: переднюю ведущую / и заднюю холостую 2, связаНную между собой тягами 5 и 4 и пружиной 5.
Приводеые бегунки 6 ведущей тележки имеют насечку для надежного сцепления ее с изделием и равномерного иередвижеиия в процессе сварки. Реборды бегунков входят з зазор между кром-ками. Для иадежиого копирования одной из свариваемых .кромок оси бегунков установлены под углом а, равным, например, 1 -1,5, вследствие чего при движении вверх устройство прижимается к левой кромке свариваемого изделия.
Электродная проволока подается в зону сварки головкой 7 через мундштук 8, который подводит к проволоке сварочный ток. К передней и задней тележкам при помощи рычагов 9 VL JO подвешены медные охлаждаемые
водой ползуны 11. Положение ползунов относительно аппарата Может регулироваться (в том числе на ходу) 1винтами 12, что особенно важно при сварке иа1клоп ных изделий (см. фиг. 3), а также изделий с кривизной По мере образования шва ходовая тележка передвигается вдоль изделий снизу вверх со скоростью, обеспечивающей формирование шва и постоянство глубкны шлаковой ванны. Электрическая схема устройства позволяет автоматически регулировать скорость передвижения аппарата. Привод головки 7, кроме подачи электрода, может осуществлять его -колебания вдоль сварочной ванны посредством встроенного в головку кривошипно-шатунного механизма /5 с регулируемым плечо:м кри)воши1па. Шарнир 14 шатуна прикреплен неподвижно к тележке. Голоака 7 вместе с мундштуком S передвигается относительно тележки по трубчатым направляющим 15. Кривошиппо-шатунный мехаппзМ способствует равномерному проплавлению кромок, так .как скорость колебаний электрода изменяется по синусоиде: у ползунов с наиболее интенсивным отводом тепла скорость будет минимальной, в середине разделки - наименьшей, при теплоотводе - наибольшей. При необходимости мож1но отключить механизм колебаний фрикционом 16 и производить сварку неподвижным электродом. Управляется аппарат с пульта управления 77. Для управления двигателем Да подачи электродной проволоки и .колебаний при вспомогательных операциях (закорачивание электрода, подъем электрода из расплавленного флюса и т. д.) предусмотрены кнопки «Вверх и «Вниз. При нажатии последней включается реле РЯ|1, замыкаются нормально разом1кнутые контакты РП в цепи двигателя Д1, и проволока подается вниз. При нажатии кнопки «Вверх включается катушка реле PUz, замыкаются пор малБНО разомкнутые контакты реле РП в цепи двигателя Дх, и проволока подается вверх. Реле РЯа в |цепи катушки реле РП.2 имеет свои нормально замкнутые KOHTaiKTbi. Реле РП-2 в цепи катушки реле РП имеет такие же контаа ты. Они предотвращают одновременное включение реле РП- и РП,. В противном случае может произойти короткое замыкание в цепи понижающего трансформатора Тр-,. Перед началом сварки электродная проволока закорачивается на изделие через металлическую стружку. При нажатни кнопки «Пуск срабатывает промежуточное реле РЯз, которое за1мьгкает свои контакты в цепи катушки силового контактора КС. Последний включает оваро-чную цепь, замыкает нормально разомкнутые контакты в цепи реле ЯЯц и размыкает нормально замкнутые контакты в цепи кнопок «Вверх и «Вниз - двигатель Д1 подает проволоку в зону сварки. Двигатель До питается от генератора Г элйктромашинного усилителя. Скорость вертикального перемещения аппарата изменяется во время OBaipKH автоматически в зависимости от уровня металлической 1ванны. Для этого в переднем ползуне смонтирован специальный выключатель ВК. подведено напряжение от понижающего трансформатора fp. Между Поупом и металлической ваятюй протекает то,к. Падение напряжения на шлаковом промежутке между щупом и металлической (ванной зависит от расстояния между ними и пропорциойально ему. Снимаемое со щупа напряжение через лампу Л, повышающий трансформатор Тр-2 и селеновый вьтрямитель SQ подается на сопротивление R. Обмотка возбуждения (управления) ОВГ генератора Г, от которого питается якорь двигателя Дз, получает пит an и е от напряжения сравнения двух величин: а) снимаемого с иотевциометра Я, который питается от понижающего трансфорMajopa Тр через селеновый выпрямитель BC-i, б) напряжения па сопротивлении R. Последовательно с обмоткой ОВГ включен германиевый выпрямитель ВГ, который обеспечивает протекание тока через обмотку ОВГ, если напряжение, снимаемое с потенциометра, больше напряжения, получаемого па сопротивлении R, и запирание тока через обмотку ОВГ при повышении напряжения «а 1сопротивлении R по сравнению с напряжением, снимаемым с потенцно:метра. При весьма малом расстоянии между щупом и металлической ванной падение напряжения на щупе почти равно «улю, следовательно, через обмотку ОВГ будет протекать ток, и аппарат будет двигаться в/верх с большой скоростью. В результате этого расстояние между щупом и металлической ванной увеличивается, что приводит к увеличению падения напряжения на щупе и уменьшению тока в обмотке возбуждения ОВГ. Соответственно уменьшается скорость перемещения аппарата. При чрез мерно большом расстоянии между щупом и металлической ванной напряжение па сопротивлении R становится больше напряжения, снимаемого с потенциометра. С целью предотвращения реверсирования двигателя Да в цепь обмотки возбуждения ОВГ генератора Г включен выпрямитель ВГ. В цепь питания щупа (Бключен дроссель Цр, который ограничивает ток короткого замыкания в случае соединения щупа с металлической ванной. В аппаратах для электрошлаковой сварки скорость вертикального перемещения cocTaiBляет 0,5-2,5 м/час, в этом случае трудно отличить движущийся аппарат от неподвижного. Поэтому аппарат снабжен специальным указателем перемещения (фит. 1), асоторый прижимается пружинкой к изделию и при движении аппарата вращает указательную стрелку. Наличие в аппаратуре устройств для регу-лиравания уровня ползунов, систем колебания электрода с переменной скоростью, автомати-; чеокого регулирования уровня сварочной ванны, усовершенствованной подвески ползунов, надежной системы копирования кромок и указателя скорости значительно облегчит экстрошлаковой сварки и расширит о.оласть их применения.
Наличие только двух, а не трех двигателей для вьипол.нения трех движений (подачи колебаний электрода, движения по вертикали) и возможность разборки и леткой сборки аппарата позволяют уменьшить вес аппарата и облегчить его устаыовку на изделие.
Предмет изобретения
1. Устройство для электрошлаковой сварки вертикальных швов металлических изделий, Содержащее две тележки, расположенные по разным сторонам изделия, соединенные между собой подпружиненной тягой, :проходяш;ей через зазор свариваемых кромок, и снабженные опорнь Ми и направляюш;ими роликам; с лриводоМ для .перемещения тележек по изделию, причем направляюш.ие ролики снабжены ребордами, входящИми в зазор .свариваемых кромок, а на тележках расположены механизм подачи электрода, механизм создания поперечных колебаний электрода и формующие башмаки, перекрыв а ющие зазор свариваемых кромок в зопе сварки, отличаюшвеся тем, что, с целью обеспечения сварки кряйолинейлых швов, фор-мующие башмаки сосдинены С тележками при помощи шариирио закрепленных тяг, соединенных между собой подпружинениой тягой, проходящей в чазоре между свариваемыми кромками.
2.Устройство по п. 1, отличающееся тем, 1то, с целью надежного копирования шва, направляющие ролики установлены под зглом
к направлению движения, равным, например,
1 1 С.О
11 ,w .
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью улучшения качества сварки, механизм создания поперечных колебаний
электрода содержит кривошипно-шатунное звено, обеспечивающее за: 1едленное движение электрода у краев сварочной ванны.
4.Устройство по пп. 1-3, отличающееся тем, что, с целью упрощения конструкции, механизм подачи электрода и механизм- создания поперечных колебаний электрода имеют общий электропривод.
5.Устройство по пп. 1-4, отличающееся тем, что, ic целью упрощения сборки, подпружиненная тяга снабжена упорами для удержания пружины в затянутом состоянии.
/7
fff
Фаг. /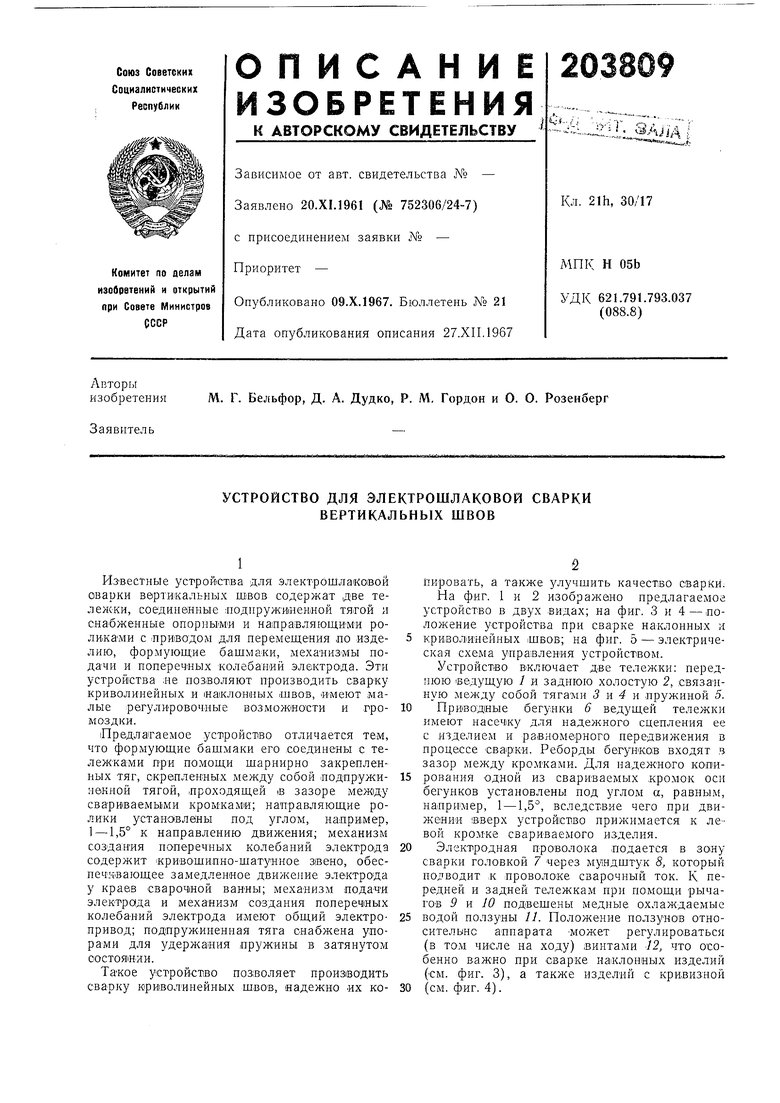

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ И НАКЛОННЫХ ШВОВ | 1967 |
|
SU200688A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТРОЙСТВО для СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1970 |
|
SU274275A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |