2.Устройство по П.1, отличающееся тем, что механизм перемещения ножа-копира выполнен пневматическим.
3.Устройство по П.1, отличающееся тем, что кулачки в полнены в 9иде эксцентриковых роликов .
Д. Устройство по пЛ , о т л и - чающееся тем, что, с целью
1
Изобретение относится к сварочно- му оборудованию, предназначенному для автоматической многопроходной сварки стыковых швов с разделкой кромок, В частности буровых долот.
Цель изобретения - повьшение качества сварных швов при автоматической многопроходной сварке стыковых швов с разделкой кромок путем программированного изменения амплитуды колебаний мундштука.
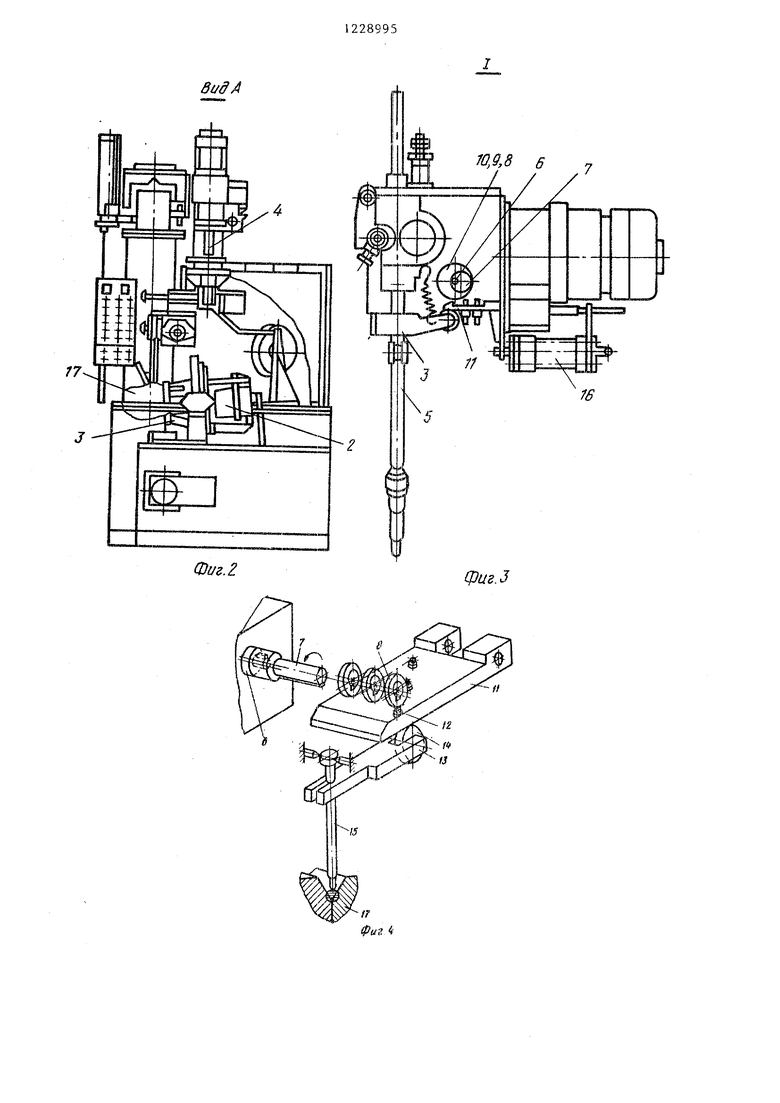
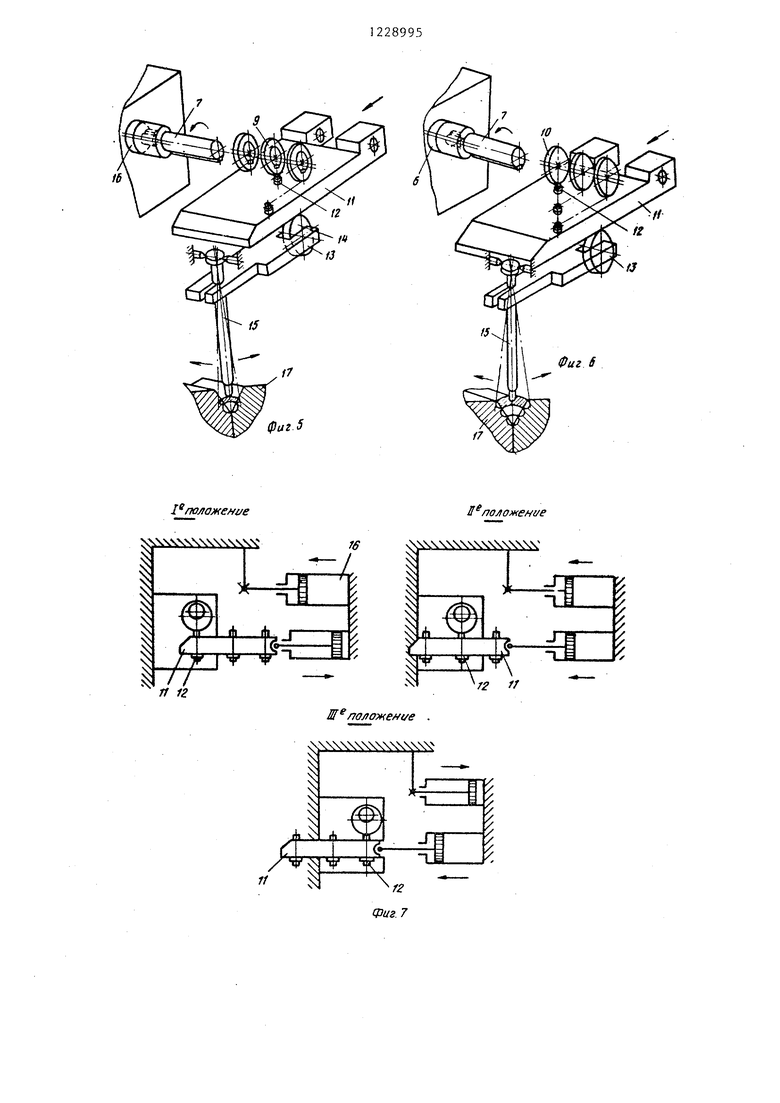
На фиг. 1 и 2 изображен станок сборки и автоматической сварки бурового долота, общий вид; на фиг. 3 - узел I на фиг. I (устройство для колебания мундштука (электрода); на фиг. 4 - кинематическая схема работы устройства с нулевой амплитудой колебаний сварочного мундштука при сварке корневого шва; на фиг. 5 и 6 то же, при сварке второго и третьего проходов; на фиг. 7 - кинематическая схема работы пневматического механизма перемещения ножа-копира; на фиг. 8 - варианты выполнения регулируемого упора; на фиг. 9 - свариваемое изделие и последовательность заполнения V -образной разделки стыкового соединения, разрез.
Станок для сборки и автоматической сварки буровых долот состоит из основания 1, манипулятора 2, механизма 3 зажима и центровки изделия, сварочного аппарата 4 и механизма 5 колебания мундштука (электрода) 5. Механизм колебания содержит выходной вал 6, на котором установлена эксцен риковая втулка 7, на котором смонтирвано несколько кулачков 8 - 10, каждый из которых выполнен в виде экс
упрощения конструкции, упоры выполнены 13 виде пальцев, установленных в ноже-копире на резьбе.
5. Устройство по П.1, отличающееся тем, что, с целью умень- DieHHH износа контактных поверхностей регулируемых упоров, они выполнены в виде роликов, смонтированных на регулируемых эксцентриковых осях.
дентриковых роликов. Б устройство входит установленный с возможностью качания нож-копир 11, на верхней стороне которого расположены регули- руемые упоры 12, предназначенные для взаимодействия с кулачками 8 - 10. Регулируемые упоры 12 могут быть вы- полнены либо в виде пальцев, установленных на резьбе в ноже-копире 11 ,
либо в виде роликов, смонтированных на регулируемых эксцентриковых осях. Устройство снабжено качающимся рычагом 13, на одном конце которого смонтирован ролик 14, установленньй в
контакте с нижней стороной ножа-копира 1, а другой рычага 13 связан со сварочным мундштуком 15. Нож-копир i1 может передвигаться относительно кулачков 8-10 посредством шагового пневматического механизма 16 передвижения.
Станок работает следующим образом,
Заг отовки бурового долота, состоящих из трех лап, устанавливаются на роризонтгшьно расположенньш стол манипулятора 2, изделие 17 центрируется и зажимается механизмом 3 зажима, затем стол манипулятора 2 с собранным изделием 7 наклоняется в положение дл:я сварки. Особенности сварки бурового долота заключаются в том (фиг.9), что каждый из трех швов долота сваривается за три прохода с соотнетствующей амплитудой колебания м-ундштука 15, примерно равной ширине разделки на определенно уровне по высоте, при этом после каждого прохода происходит поворот планщайбы
манипулятора 2 на 120 , при этом
вначале сваривают три первых корневых шва без колебания мундштука 15, затем за второй проход сваривают три последующих шва с определенной амплитудой колебаний мундштука 15, и завершающий третий проход швов - с заранее заданной амплитудой колебания мундштука 15.
При сварке первых трех корневых швов (фиг.9), обозначенных Т , 1 и l , при положении ножа-копира 11 (фиг.4), контактирующего через регулируемый упор 12 с кулачком 8, жестко сидящим на эксцентриковой втуке 7, сидящей на приводном валу привода, эксцентриситет в заранее выбранной программе составляет нулевое биение рабочей дорожки эксцентрикового кулачка 8, с одной стороны, а с другой стороны, нижняя плоскость ножа-копира 11 кинематически связана с роликом 14 рычага 13, который жестко закреплен к шарнирно подвешенному сварочному мундштуку 15. При таком положении ножа-копира 11 сварка изделия выполняется без колебания сварочного мундштука 15, чем обеспечивается провар трех корневых швов соединения. После сварки корневого прохода шаговый пневматический механизм 16 передвигает нож-копир П в следующее положение, при котором регулируемый упор 12 устанавливается в контакте с кулачком 9.
При сварке вторых проходов (фиг.9
обозначенных И , И, II , при положении ножа-копира 1 1 (фиг.5),контактирующего упором 12 с кулачком (эксцентриковым ролико) 9, жестко сидящим на эксцентриковой втулке 7, сидящей на приводном валу привода, эксцентриситет в заранее выбранной
программе составляет радиальное биение рабочей дорожки кулачка 9 определенной величины, с одной стороны, а с другой стороны, нижняя плоскость ножа-копира 11, кинематически связана с роликом 14 рычага 3. При та35
28995
ком положении ножа-копира i1 сварка изделия 17 в ыполняется с колебанием мундштука 15 требуемой амплитуду. После второго прохода механизм 16
5 передвигает нож-копир 11 в положение, при котором упор 12 контактирует с кулачком 10.
При сварке третьих проходов (фиг.9), обозначенных III , III ,
10 III при положении ножа-копира П (фиг.6), контактирующего через упор 12 с кулачком 10 (эксцентриковым роликом), жестко сидяш;11М на эксцентриковой втулке 7, сидящей на привод 5 ном валу, эксцентриситет в заранее выбранной программе составляет .радиальное биение рабочей дорожки кулачка 10 заранее определенной величины. При таком положении ножа-копи20 ра 11 выполняется завершающий проход сварочного шва.
Конструкция устройства с автоматическим механизмом колебания сварочного мундштука (электрода) позволяет
25 по сравнению с известным устройством, по заранее выбранной программе с помощью эксцентриковой втулки и эксцентриковых кулачков устанавпива.ть величину амплитуды колебания для каждого 1|рохода в отдельности.
Устройство позволяет вьшолнить многопроходную сварку стыковых швов буровых долот с разделкой кромок и, как следствие, повысить качество сварного сое динения за счет выбора . оптимальной величины амплитудного колебания мундштука (электрода) для каждого прохода и исключить несплав- ление по кромкам или нежелательное чрезмерное расплавление кромок, что имеет место при полуавтоматической сварке, и зависит от квалификации сварщика; увеличить производительность сварки буровых долот за счет исключения времени на переналадку . механизма колебания мундштука (электрода), а также интенсификации реж-има работы станка-автомата.
30
40
45
ВидА
Фиг. г
W
фиг.З
фаг 5
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для электродуговой сварки с колебаниями электрода | 1987 |
|
SU1418014A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Регулируемый копир | 1979 |
|
SU814632A1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |

Щ /т/южеме/е .
Г/
.. Фиг. 7
Вариант 7
72
3/(Cl4€/.f/77fl(/Cl//77e/77
cp vz. 8
17
Редактор A.Сабо
Составитель Г.Квартальнова Техред В.Кадар
Заказ 2403/10
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграф ическое предприятие, г.Ужгород, ул.Гросктная,4
Корректор А.Ференц
| Состав для наплавки | 1976 |
|
SU559799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для (двухкоординатного) колебания электрода | 1975 |
|
SU538853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
