Изобретение относится к переработ ке бумаги и картона и может быть использовано в целлюлозно-бумажной про мышленности при изготовлении гофрированного и сплошного склеенного картона. Известны резательно-съемочные секции, включающие продольно-резательный станок, поперечно-резательные станки, листоукладчик и стациона ные транспортеры 1 и 2 Недостатком известных устройств является их большая металлот и энер гоемкость, связанные с тем, что поперечно-резательные станки и листоукладчики выполнены с шириной, равной ширине обрабатываемого полотна. Цель изобретения - снижение металло- и энергоемкости устройства. Поставленная цель достигается те что резательно-съемочная секция для полотна бумаги или картона, включающая продольно-резательный станок поперечно-резательные станки, листо уклгщчик и стационарные транспортеры, имеет дополнительные листоуклад чики, каждый из которых образует с соответствующим ему поперечно-рез тельным станком резательно-съемочные группы, которые смещены одна от носительно другой по ширине полотна.так, что их общая ширина соответствует ширине обрабатываемого полотна. Кроме того, устройство имеет переводящие транспортеры, поворотные в вертикальной плоскости и установленные между резательно-съемочными группами . На фиг.1 изображена резательносъемочная секция, вид сбоку; на фиг.2то же, вид сверхуJ на фиг.З - вариант исполнения устройства, вид сбоку; на ФЙГ.4-ТО же, вид сверху; на фиг.5 - выносной элемент 1 на фиг.1; на фиг.6 - вид. по стрелке А на фиг.Б на фиг.7 - схема работы устройства, на фиг.8 - то же, по ва-. рианту исполнения устройства; Резательно-съемочная секция включает продольно-резательный станок 1 и последовательно расположенные за ним.резательно-съемочные группы 2 с поперечно-резательными станками 3 и листоукладчиками 4. Обрабатываемое полотно 5 от продольно-резательного станка 1 к поперечно-резательным станкс1М 3 транспортируется по стационарным транспортерё1м 6 и 7, имеющим горизонтальные и наклонные участки, и составным переводящим транспортерам 8 и 9 1фиг.2) и 10 {фиг.4). Транспортировка полотна 5 между резательно-съемочными груп пами. 2 осуществляется стационарным транспортерами 11 и 12 (фиг.2) и 13 и 14 (фиг.4) с горизонтальными и наклоннЕлми участками. Переводящи транспортеры 8-10 составлены из не висимо друг от друга поворотных в вертикальной плоскости продольных с ций 15, снабженных пневмоцилиндрами 16,своими штоками соединенными с центральными звеньями двойных тран сляторов 17, одни концы которых закреплены на основании 18,: а дру гие соединены с корпусами подшипников 19 шкивов 20, причем корпуса подшипников 19 шарнирно установлены в раме 21 транспортеров 8-10, На валах шкивов 20 установлены звездочки 22, цепями .23 соединенные со звездочксьми 24, смонтирован ными на валах 25, установленлых : В дисках 26 двойных трансляторов 17.На валах 25 смонтированы также звездочки 27, соединенные цепями 28 со звездочками 29, установленными на общем валу 30. В результате работы резательно-съемочной секции полотно, 5 разрезается на продольные полосы 31, перерабатываемые на форматы 32. Рёзательно-съемочная секция работает следующим образом. Полотно бумаги или картона 5 подается на продольно-резательный станок 1, где оно разрезается на продольные полосы 31, с помощью соответствующих стационарных и переводящих транспортеров передаваемы на соответствующие резательно-съемочные группы 2, где производится. их резка на форматы 32 и укладка последних в стопы. При изготовлении форматов 32 с шириной, сравниваемой с шириной устройства, используется первая резательно-съемочная группа 2 (фиг.З 4,8), имеющая ширину обрабатываемог полотна. В этом случае все продоль ные секции 15 переводящего транспор тера .10 опущены. При изменении шири ны вырабатываемых форматов 32 часть секций 15, соответствующих положению- и ширине транспортируемой по полосы 31, поднимается, и посдед , минуя первую резательно-сьемоч pyj группу 2, над ней по срационар- рому транспортеру 13 подается ко второй или по стационарному транспо теру 14 - к третьей резательно-съе.мочной группе 2. Часто на практике нет необходимости в изготовлении форматов 32 с шириной обрабатываемого полотна. .В этом случае используется вариант устройства, изображенный на фиг.1, 2,7, При этом продольные полосы 31 от продольно-резательного станка 1 транспортируются к первой резательно-съемочной группе 2 по стационарному транспортеру 7 и переводящему транспортеру 9 с опущенными секциями 15; ко второй резательно-съемочной группе по переводящему транспортеру 9 с поднятыми секциями 15, стационарному транспортеру 11 и переводящему транспортеру 9 с опущенными секциями 15; к третьей резательно-съемочной группе 2 по стационарным транспортерам б и 12 и переводящему транспортеру 9 с поднятыми секциями 15. Отрезаемые от полос 31 попереч.но-рёзательными станками 3 форматы 32 укладываются листоукладчиками 4 в стопы. Перевод каждой из секций 15 переводящих транспортеров 8,9 и 10 в вертикальной плоскости из одного положения в другое осуществляется независимо путем перемещения штоков гидроцилиндров 16, соединенных с центральными звеньями двойных трансляторов 17. Передача вращения на шкивы 20 секций 15 осуществляется от общего приводного вала.30 посредством передачи, включающей концевые звездочки 22 и 29, промежуточные звездочки 24 и 27 и цепи 23 и 28. Выполнение резательно-съемочной секции в соответствии с предлагаемым техническим решением позволяет уменьшить металло- и энергоемкость устройства за счет выполнения поперечно-резательных станков и листоукладчиков унифицированных конструкций независимо от ширины обрабатываемого полотна, а также повысить коэффициент унификации устройства. Формула изобретения 1,Резательно-съемочная секция для полотна бумаги или картона, включающая продольно-резательный станок, поперечно-резательные станки, листоукладчик и стационарные транспортеры, отличающаяс я тем, что, с целью снижения металло- и энергоемкости, она имеет дополнительные листоукладчики, каж-. дый из которых образует с соотствующим ему поперечно-резательным станком резательно-съемочные группы, которые смещены одна относительно другой по ширине полотна так, что их общая ширина соответствует ширине обрабатываемого полотна. 2.Секция по п.1, отличаюаяся тем, что, она имеет переодящие .транспортеры, поворотные в ертикальной плоскости и установленные между резательно-съемочными группами.
Источники информации, принятые во внимание при экспертизе
1,Гофрировальный агрегат АГ-2с/ /АГП2С. Проспект В/О Техмашэкспо т
2,Эйдлин И.Я. Вума годелател |Ныв и отделочные машины,М.,Лесная про.мы11шенность,1970,с.580 (прототип) .
| название | год | авторы | номер документа |
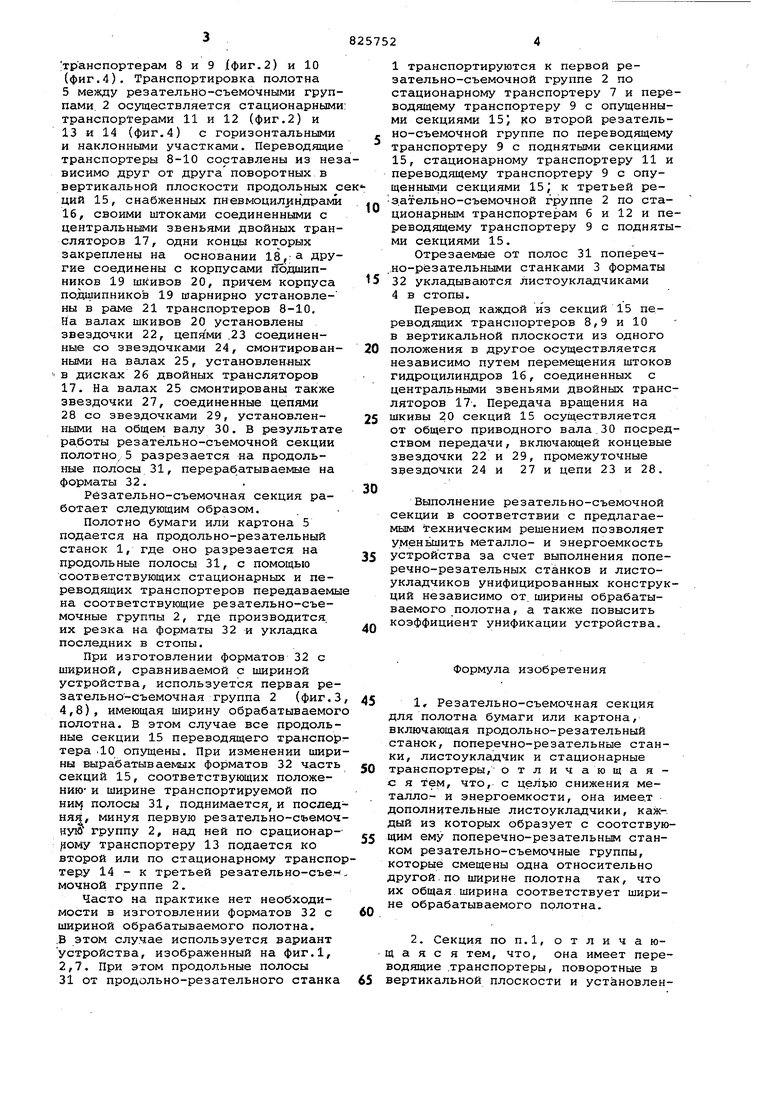
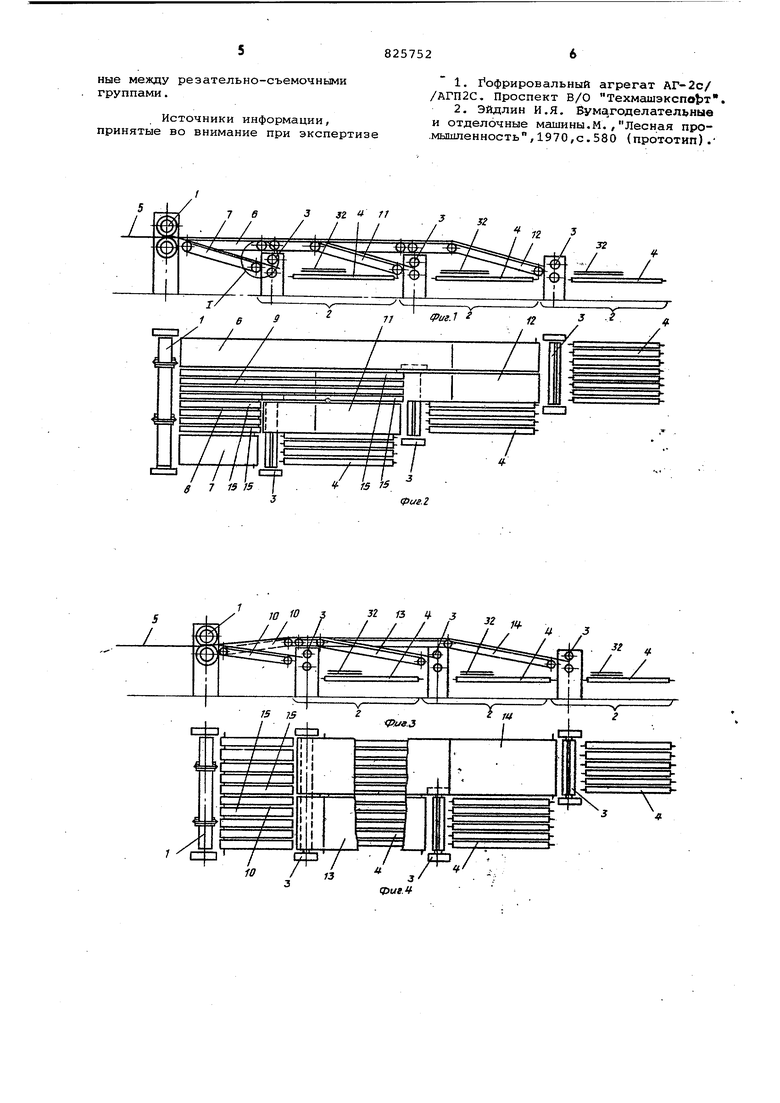
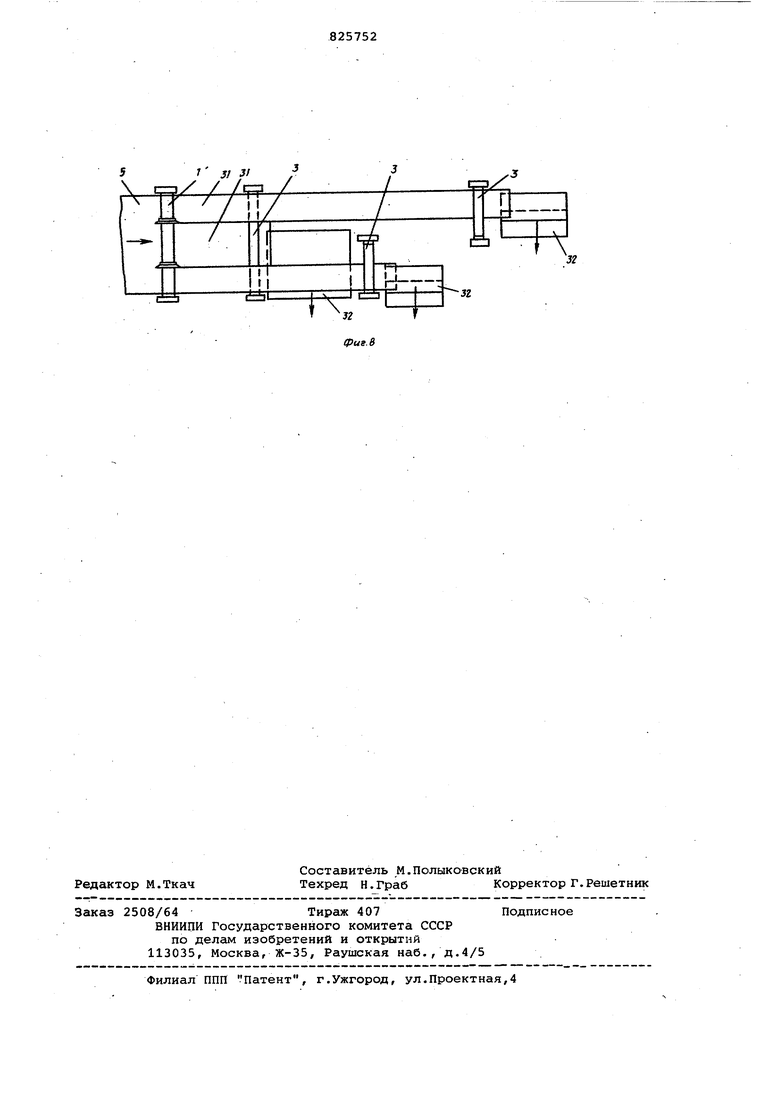
|---|---|---|---|
| Линия для производства гофрированного картона | 1989 |
|
SU1715656A1 |
| Картоноклеильная машина | 1979 |
|
SU825754A1 |
| Способ изготовления многослойного полотна | 1980 |
|
SU937588A2 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ДЛЯ КНИЖНЫХ ПЕРЕПЛЕТОВ | 1933 |
|
SU35172A1 |
| Листоукладчик для гофрировальныхАгРЕгАТОВ | 1978 |
|
SU844649A1 |
| Листоукладчик для гофрировальныхАгРЕгАТОВ | 1978 |
|
SU844648A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОРЕЗЕЙ В КАРТОННЫХ ЗАГОТОВКАХ | 2012 |
|
RU2525780C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ЧЕРЕПИЦ | 1934 |
|
SU42846A1 |
| СПОСОБ ПОПЕРЕЧНОЙ ОТРЕЗКИ ЗАГОТОВОК ЗАДАННОЙ ДЛИНЫ ОТ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ ПОЛОТНА МАТЕРИАЛА | 2000 |
|
RU2179514C1 |
| Продольно-поперечная резательная машина для резки непрерывно свиваемой с рулона бумаги или ткани | 1926 |
|
SU39710A1 |

/4LT . 32 13 1). 3
Фи.Ь
SI 31
