(5k) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО
1
Изобретение относится к способам изготовления многослойного полотна и может быть использовано в целлюлозно-бумажной промышленности.
По основному авт. св. № 827668 известен способ изготовления многослойного полотна, включающий размотку рулонов полотен картона основы, нанесение на них клея, соединение полотен с образованием многослойного полотна, его прессование и знаг копеременное изгибание многослойного полотна на каждом его участке D1
В процессе изготовления многослойного полотна в известном устройстве по известному способу его изгибают под одним и тем же радиусом посредством изгибателя полотна, имеющего валики одинакового диаметра. Однако при движении полотна через изгибатель происходит обезвоживание клея и частичное охватывание полотен картона-основы, вследствие чего увеличивается жесткость многослойного по ПОЛОТНА
лотна и, соответственно/сужается область упругих его деформаций. Это может привести к тому, что при реализации способа в известной картоноклеильной машине последние валики изгибателя полотна будут иметь диаметр меньше допустимого, поэтому при изгибе на них может нарушиться клеевой слой или структура ( целостность) полотна.
«О
Цель изобретения - повышение качества вырабатываемого полотна.
Цель достигается тем, что согласно способу многослойное полотно изгибают с радиусом, увеличивающимся
15 в направлении движения полотна, причем многослойное полотно в процессе изгибания подогревают.
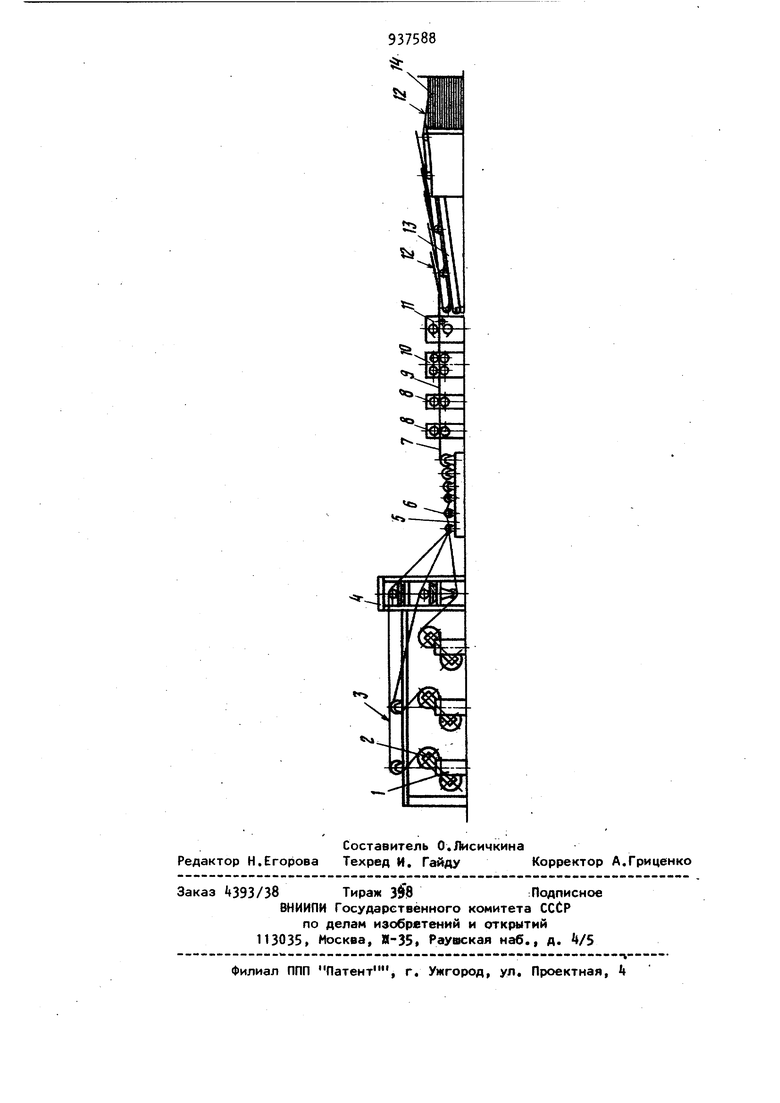
На чертеже изображена картоно20 клеильная машина, реализующая способ изготовления многослойного полотна.
Картоноклеильная маш14на включает последовательно установленные рас каты 1 с рулонами 2 полотен картона основы 3, клеенаносящий станок 4, изгибатель 5 с валиками 6 для многослойного полотна 7, прессы 8, за вершающие процесс изготовления полотна склеенного картона 9, рилевоч но-резательный станок 10, поперечно-резательный станок 11, вырабатывающий форматы 12, и листоукладчик 13 укладывающий форматы 12 в кипы 1. Диаметры валиков 6 изгибателя полотна 5 выполнены увеличивающимися в направлении движения много слойного полотна 7 причем валики с держат известные средства для их подогрева (например, паровые головки). Изготовление многослойного полотн по предлагаемому способу в картоноклеильной машине осуществляется сле дующим образом. На раскатах 1 разматывают рулоны 2 полотен картона-основы 3- после чего на них в клеенаносящем станке наносят слой клея. Смазанные клеем полотна картона-основы 3 заправляют между валиками 6 изгибателя поло на 5 в котором происходит соединение полотен картона-основы 3 с обра зованием многослойного полотна 7, в процессе движения через изгибател полотна 5, подвергаемого деформации знакопеременного изгиба на каждом его участке. После изгибания многослойное полотно 7 подвергают обжати В прессах 8, завершающему процесс и
готовления полотна склеенного картона 9, поступающего затем на дальнейщую переработку: продольную резку в рилевочно-резательном станке 10, резку на форматы 12 в поперечно-резательном станке 11 и укладку форматов 12 в кипы 1 в листоукладчике 13. В процессе протягивания многослойного полотна 7 через изгибатель по- . лотна 5 происходит обезвоживание . клея путем вытеснения влаги (принудительной диффузии) из поверхностных в нейтральные слой полотен картонаотличающийся тем, что, с целью повышения качества, многослойное полотно L изгибают с радиусом, увеличивающимся в направлении движения полотна.
2. Способ поп. 1,oтличaюtц и и с я тем, что многослойное полотно в процессе изгибания подогревают .
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 827668, кл. D 21 Н 1/02,20.12.78. 84 основы 3 и их частичное схватывание, вследствие чего изменяется жесткость изгибаемого многослойного полотна 7, а именно: допустимый радиус изгибания полотна 7 в начале изгибателя 5 будет меньше, чем в его конце. Таким образом, изгибание многослойного полотна 7 радиусом, увеличивающимся в направлении его движения, при помощи изгибателя полотна 5 с валиками 6, диаметры которых увеличиваются в направлении движения полотна 7, способствует сохранению клеевого слоя и структуры (целостности) многослойного полотна 7 в процессе изгибания. Осуществление подогрева, одновременного с изгибанием многослойного полотна 7, за счет того, что валики 6 изгибателя полотна 5 содержат средства для подогрева,сгюсобствует более интенсивному обезвоживанию клея, в результате чего существенно увели-чивается производительность процесса изготовления многослойного полотна. Таким образом, применение предлагаемого способа изготовления многослойного полотна, реализуемого в картоноклеильной машине, способствует улучшению качества вырабатываемого полотна, а также увеличению производительности процесса. Формула изобретения 1. Способ изготовления многослойного полотна по авт. св. № 827668,
| название | год | авторы | номер документа |
|---|---|---|---|
| Картоноклеильная машина | 1979 |
|
SU825754A1 |
| Картоноклеильная машина | 1978 |
|
SU857334A1 |
| Способ изготовления многослойногопОлОТНА | 1978 |
|
SU827668A1 |
| Машина для производства многослойных полотен | 1973 |
|
SU464684A1 |
| Линия для производства гофрированного картона | 1989 |
|
SU1715656A1 |
| ГОФРИРОВАЛЬНАЯ СЕКЦИЯ | 1969 |
|
SU255769A1 |
| Клеильная часть машины для производства многослойных полотен | 1979 |
|
SU855106A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Резательно-съемочная секция | 1979 |
|
SU825752A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |