.Двухслойные абразивиые изготовляются. c,;e;iyionu;M o6; riзом.
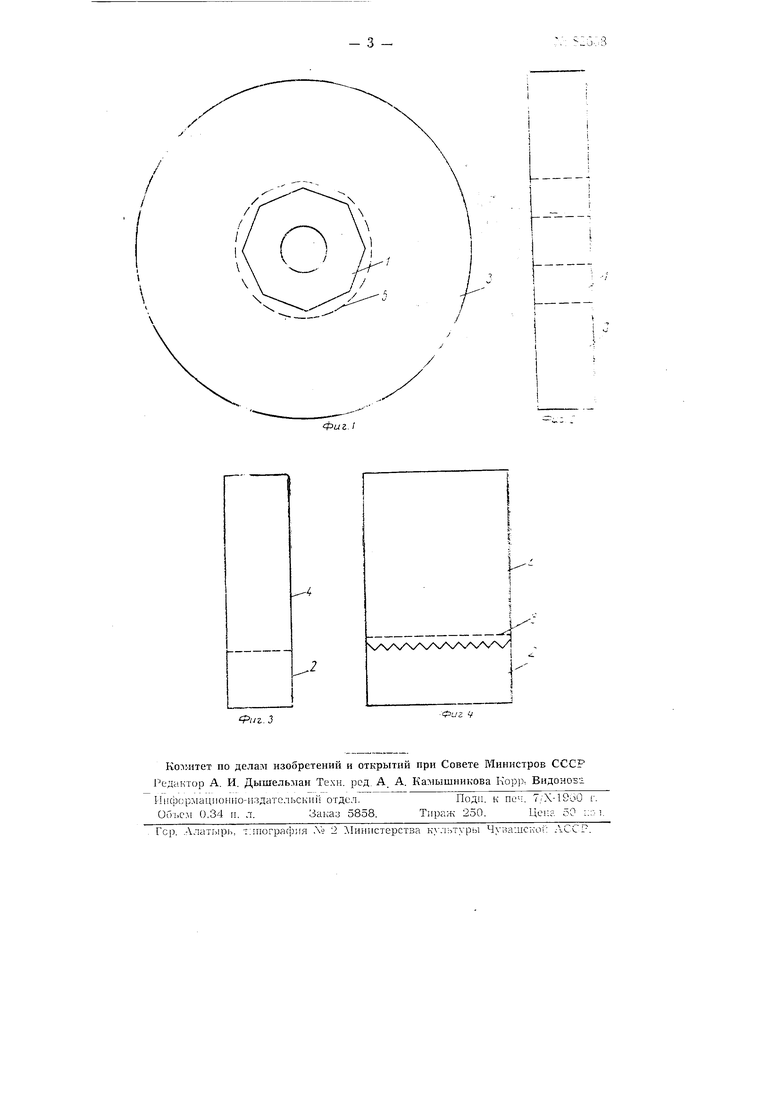
Проссяины орньи1 песок средней зе1)нистости сл ачи за;ог Ж1;д1 их1 с-еклсм, запрессовьмзают в спецналыпдх нрессч зо1хма /---для Kpyroi;
го контура и сушат в иечах ири температуре, равно ; 180°. Получаемая ири этом прочность вполие обеспечивает слов1:я i.-iiuioTbi. Режущая или точильная част) камисй 3 и 4 изготаг1,;ивается из обычных a6 iaI-HBi-ibix ГЛасс.
Для большей иадежностм песчаные зажимные част; должны бьггь несколько меньше фактических и.оверхностеГ 5 и 6 меобходи.мых для крепления в зажимиьгх ири.способлеииях етаиков.
J 82608- 2 -
Затем HbicyuKMiHYio зажимную часп, будущего абразииного инструмента .1ады1 а1от i нужную форму н прессуют н нормальный абра: ивный инструмент.
ДальнеГпная техно.чогня обычная, применяемая и абразивном н юизводстве.
Данньи способ ирименнм для псех ceiMenToii н кругон. за исклк;ченнем вулканитовых абразнвных ннсчрументов.
Преимун1ест ом его Я1 ; яется Э(сномия дорогостоящих материалов, ндунщх на изготонление абраз1и ных камней.
I р е :i м е т н з о б р е т е н и я
1- .JByxcjioihibie абразнвиые режунхие, точильные и т. н. камни, (отличающиеся тем, что зажимаемая , инструмента (камня) выполнена из чистого неска, :,амен1анного на жидком стекле, и отформована иод давленне.м в иресс-формах, а рабочая часть-из обычных абразивных масс.
2. Форма 1и шо;п1ення камня но и. 1, от л и ч а ю HJ. а я с я тем, что для лучшего соедннення с рабочей абразивной частью зажимная часть для дисковых камней выно.-щена многог)аино, а для сегментов - зубчатой.
i
I

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ПРАВКИ И ЗАТОЧКИ СТОЛЯРНОГО И ПЛОТНИЧНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2535098C2 |
| Ручной абразивный инструмент для заточки режущих кромок | 2015 |
|
RU2607392C2 |
| Формовочная масса | 1949 |
|
SU77705A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ ДЕРЕВООБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2072292C1 |
| УЛЬТРАЗВУКОВОЕ ОБРЕЗАЮЩЕЕ УСТРОЙСТВО И СПОСОБ УЛЬТРАЗВУКОВОЙ РЕЗКИ | 2006 |
|
RU2404047C2 |
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| Установка для разгонки рельсовых зазоров | 1941 |
|
SU68009A1 |
| Универсальный деревообделочный станок | 1949 |
|
SU91617A1 |
| Секатор для образования угловых вырезов при черенковой прививке плодовых культур | 1953 |
|
SU96871A1 |
| Способ изготовления штампованных подшипников из древесины | 1950 |
|
SU89931A1 |