ших, чем технологически допустимые, поддерживать температуру кладки печи соответствующей работе под нагрузкой, и при возобповлепии подачи металла он сразу же будет нагреваться в заданном режиме.
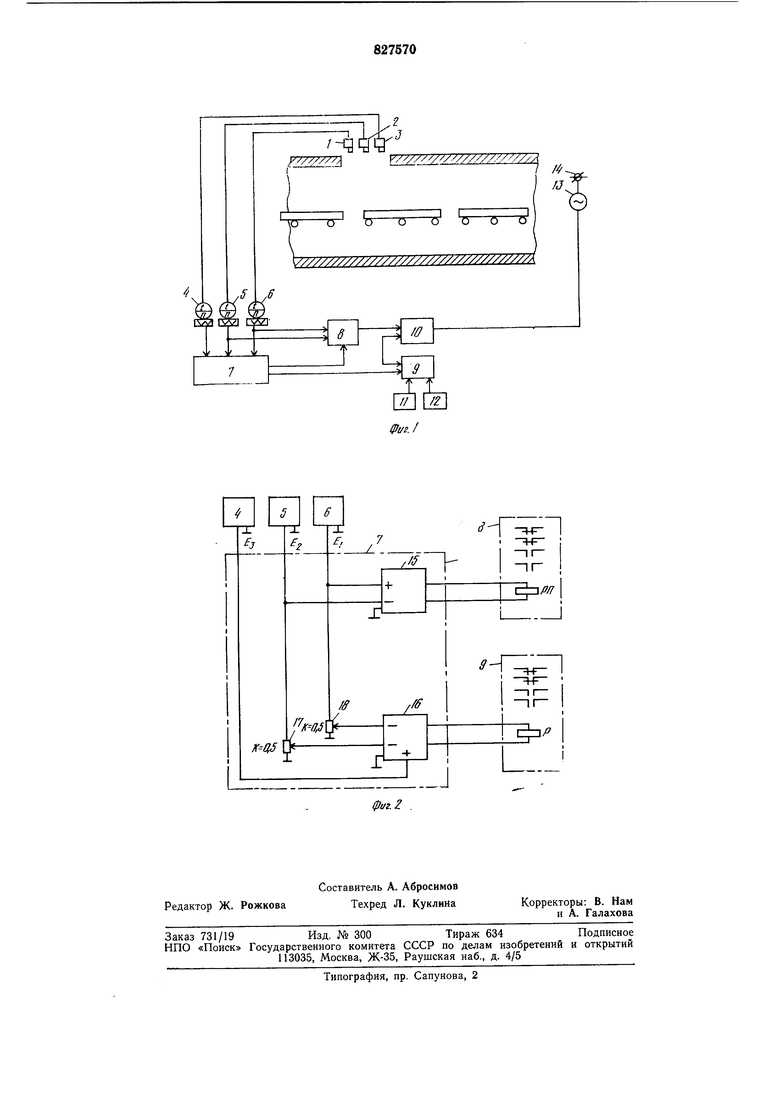
Предлагаемое устройство пояспяется чертежами, где на фиг. 1 показана схема устройства для регулирования температуры нагреваемых изделий в проходной печи; на фиг. 2 - схема блока сравнения и его связи с датчиками температуры и коммутаторами.
Датчики температуры 1-3 работают в комплекте со вторичными приборами 4-6. Выходы вторичных приборов 5 и 6 подключены к входам блока 7 сравнения и коммутатора 8, а выход вторичного прибора 4 - к входу блока 7 сравнения, выходы которого подключены к управляющим входам коммутаторов 8 и 9. Выход коммутатора 8 подключен к входу регулятора 10. Задатчики И и 12 температуры металла и кладки подключены к входу коммутатора 9, выход которого подключен к входу регулятора 10. Выход последнего соединен с исполнительным механизмом 13, выходной вал которого соединен с валом регулирующего органа 14, установленного на трубопроводе подачи топлива в печи.
Блок 7 сравнения состоит из двух элементов 15 и 16 сравнения. Вход элемента 15 соединен со вторичными приборами 5 и 6, а вход элемента 16 - с приборами 5 и 6 и посредством делителей 17 и 18 с прибором 4 непосредственно. К выходу элемента 15 сравнения подсоединен коммутатор 8, представляющий собой двухпозициопное поляризованное реле, контакты которого соединяют выходные преобразователи вторичных приборов 5 и 6 с входом регулятора 10.
Устройство работает следующим образом.
Датчики 1 или 2 измеряют температуру металла, если под ними нет разрыва потока металла или температуру кладки, если под ними разрыв потока металла больший, чем величина технологически допустимых разрывов. Если разрыв потока не превышает технологически допустимого, то хотя бы один из датчиков 1 или 2 будет находиться над металлом. Датчик 3 всегда измеряет температуру кладки. При небольших разрывах потока, не превышающих технологически допустимые, на вход блока 7 сравнения придут три пеодинаковых сигпала. В этом случае блок сравнения выдаст команду на коммутатор 8 подключить к регулятору 10 сигнал от датчика 1 или 2 (будет подключен сигнал от датчика, измеряющего более низкую температуру, а если оба датчика находятся над металлом и температуры в этих точках совпадают, то будет подключен сигнал от датчика, который перед этим имел меньшую температуру, так как коммутатор 8 имеет зону возврата), а на коммутатор 9 - подключить к регулятору 10 задатчик 11 температуры металла. При разрывах, превышающих технологически допустимые, все три датчика
будут измерять примерно равную температуру. В этом случае блок 7 сравнения выдаст на коммутатор 9 команду подключить к регулятору 10 задатчик 12 температуры кладки, а коммутатор 8 подключит к входу
регулятора 10 сигнал от датчика 1 или 2 (будет подключен датчик, имеющий или имевший перед этим меньшую температуРУ)Формула изобретения
Устройство для регулирования температуры нагреваемых изделий, содержащее датчики температуры, соединенные через вторичные приборы с блоком сравнения,
коммутатор, соединенный с входами вторичных приборов и регулятором, связанным через исполнительный механизм с регулирующим органом, и задатчики, отличающееся тем, что, с целью повышения
точности нагрева металла, оно снабжено дополнительным коммутатором, связанным с блоком сравнения и входами подключенным к задатчикам, а выходом - к входу регулятора.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 243294, кл. G 05D 23/00, 1969. 2. Авторское свидетельство СССР № 514898, кл. С 21D 11/00, 1976.
1 ,
Юo оD о О о О
У ///У / - ////////-.///Л
/4 fj
J t
3 t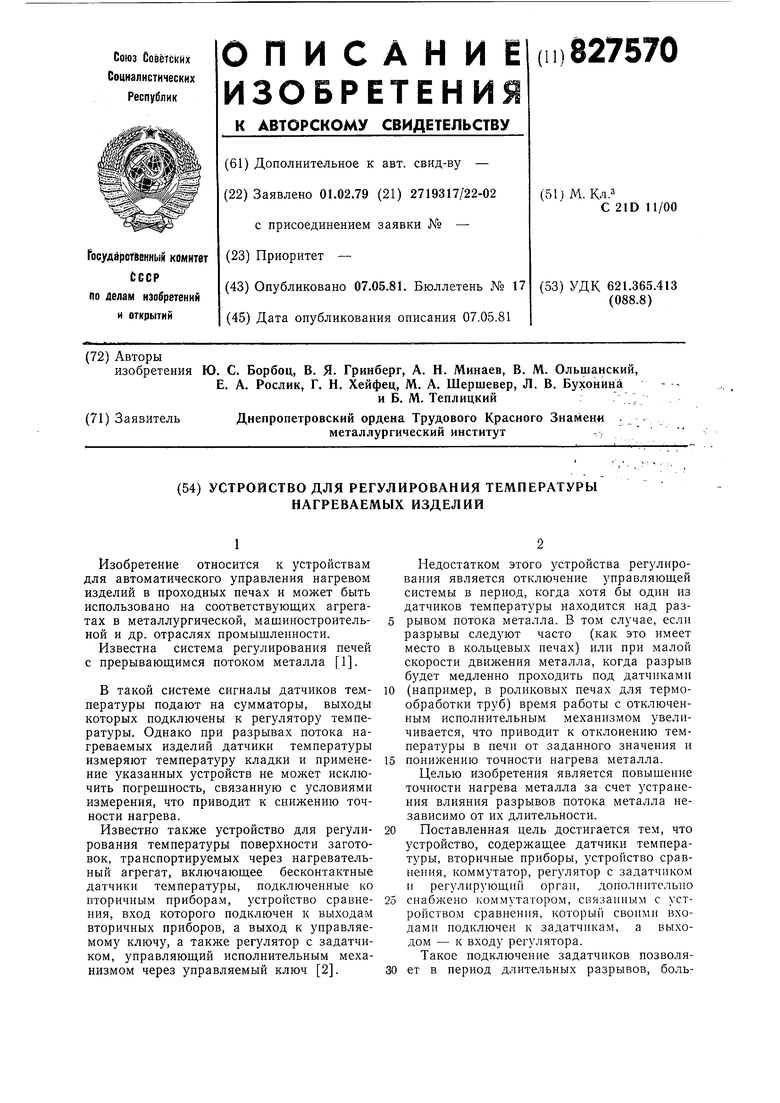
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ НАГРЕВА | 1991 |
|
RU2015183C1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОСВЕННОГО РАДИАЦИОННОГО РЕЖИМА НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1992 |
|
RU2030462C1 |
| Система автоматического управления нагревом металла | 1988 |
|
SU1622752A1 |
| Устройство для управления температурным режимом индукционной печи | 1983 |
|
SU1095150A1 |
| Устройство для регулирования температурного режима трубчатой печи | 1981 |
|
SU954771A1 |
| Способ управления мощностью однотрубной системы отопления и устройство для его осуществления | 1979 |
|
SU887886A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Устройство регулирования температуры форм | 1978 |
|
SU734147A1 |
| Устройство для регулирования температуры | 1984 |
|
SU1188713A1 |