1
Изобретение относится к обработке металлов травлением и может быть использовано в различных областях техники, а именно при изготовлении диафрагм с малыми отверстиями, фильтров, образцов с натурными сквозными дефектам ; для исследований и т. д.
Известны способы получения отверстий в металлических образцах путем химического травления 1.
Наиболее близким по техниче екой сущности к изобретению является способ получения отверстий в металлических изделиях иутем травления его поверхности в зоне над несквозными каналами 2.
По известному способу в металлическом листе с одной из сторон путем химического травления предварительно изготавливают каналы (выемки), после чего с другой стороны листа в зоне над каналами с иомощью травильного состава получают меньшие по величине выемки, соединяюш,песя с полостями каналов.
Недостатком известного способа является то, что при изготовлении отверстий невозможно определить момент своевре.менного прекращеция процес ;а травления. Известно, что своевременное прекращение реакции растворения металла с учетом только скорости травления и толщины заготовки является наиболее сложным моментом операции травления, что не позволяет получать отверстия заданной величины, особенно малых размеров. Кроме того,
при изготовлении малых отверстий с применением травильных растворов, образующих ири взаимодействии с материалом образца газообразные продукты реакции, полость образующегося при травлении отверстия заполняется газовой подущкой, что ухудшает контакт травильного раствора с поверхностью отверстия и приводит к замедлению и неравномерности растравливания отверстия. В ряде случаев, например
прп проведении исследований по изучению закономерностей истечения текучих сред в натурных условиях, требуется применение образцов с отверстиями, представляющими собой натурные сквозные микродефекты
заданных размеров, изготовлеиие которых известным способом не представляется возможным.
Целью изобретения является получение (11кроотверстий заданной величины, повыиюние точности способа, а лолуче ние натурных сквозных микродефектов в образцах.
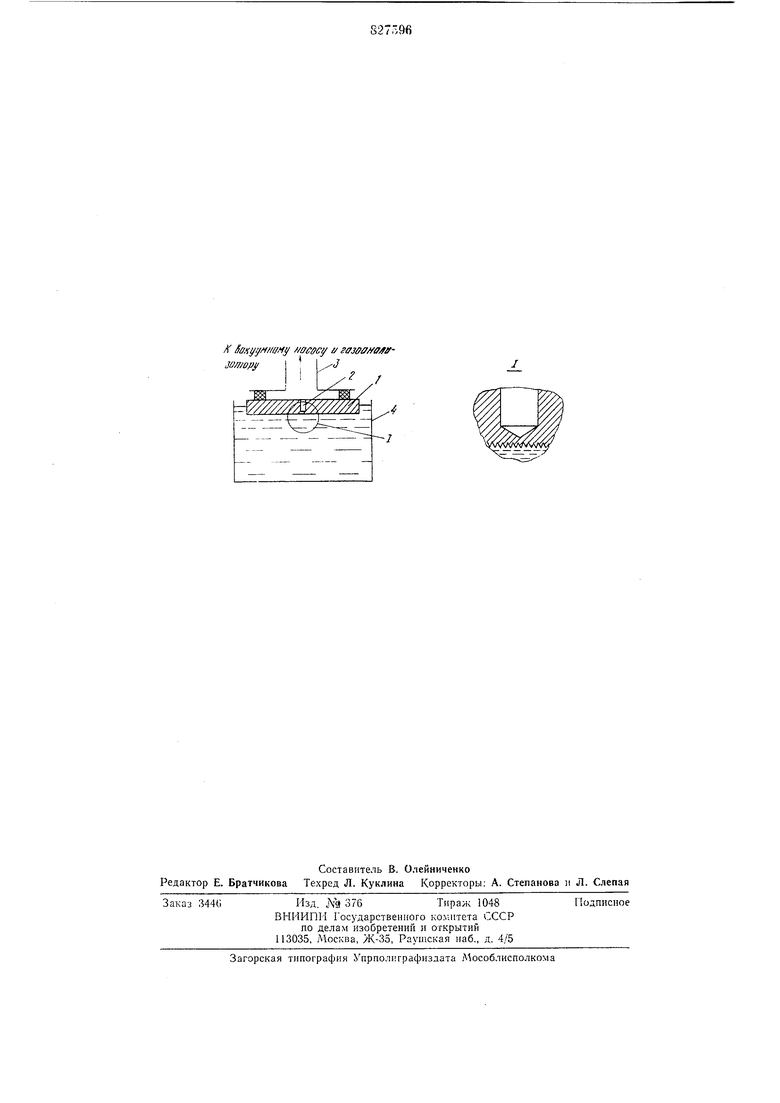
Поставленная цель достигается тем, что в процессе травления образца полость несквозного канала, предварительно выполпенного в образце, вакуумнруют для создання перепада давления в зоне над каналом и определяют момент прекращения процесса травления но наличию в вакуумируемой полости газообразного продукта реакции травнльного раствора с материалом изделия.
Определить момент прекращения процесса травления путем регистрации в ноло ;ти канала газообразного продукта реакции, налнчие которого сигнализирует как о моменте образования отверстия, так и его развития в нроцессе травления. При использовании высокочувствительного газоанализа, например массспектрометрического, момент прекращения травления может быть установлен с высокой точностью, в частноети можно зафиксировать иоявлснне в полости канала первых мнкрокоотнчеств газообразного продукта реакции травнльиого раствора с материалом образца и црекратить травленне, что нозволяет получнть отверстня малой величины (микроотверстия), размер которых определяется нлотноетыо, структурой матерна.ча и состоянием поверхпостн его.
Поскольку процесс образования дефектов в изделиях при сварке является вероятностнылг, то получение образцов « определепными размерами сквозных микродефектов с помощью сва)ки представляет весьма трудоемкую операцию с незначительным выходом требуемых результатов. Эффективность получения натурных сквозных микродефектов может быть еущеетвенно новыщена, если иснользовать для этих це,1ей часто встречающиеся иесквозные дефекты каиального типа (норы, трещины и т. п.), за1е|)метиз11рован11ые, как правило, тонким поверхностным слоем ианлавленного металла н нмеюн1,ие одноеторонний выход Б корне сва)ного шва. Для этого предлагается производить ностепеииое удаленне слоя наплавленного металла с поверхности сварного И1ва, например, с помощью химического травления и контролировать при этом момент появления н раз меры образующнхся мнкроотверстий. Требуемая конфигурация дефекта молсет быт) оцределена с номощью дефектосконии, например рентгеноконтроля.
Изобретенпе ноясгшется чертежом.
Пример. В образце 1 из сплава AMrt; толщиной 5 мм сверлепием выполнялся несквозной канал 2 диаметром 0,25 мм и глубиной 4,8 мм. В другом углучае в качестве образца с несквозны.м каналом использовался образец, имеющий нитевидные норы, и/цущие от корня сварного шва, которые выявлялись предварительно рентгеноконтролем. Затем к образцу герметично подсоединялось приспособление 3, сообщаюнхее полоеть канала с вакуумным насосом н газоанализатором АПДМ-i. Далее образец подвергался химическому
травлению в ванне 4, содержащей стандартный травильный раствор на основе едкого натра. Реакция раствора со сплавом АМгб протекала с выделением водорода. Полость канала вакуумировалась,
при этом в ней с помощью прибора АПДМ-1 регистрировалось наличие водорода. Появление в вакуумируемой полости водорода указывало на момент образования отверстия, дальнейщий рост содержания водорода свидетельствовал об увеличении размера отверстия. Травление образца прекращалось при регистрации газоаналнзатором в полости канала определенной величины парциального давления водорода, соответетвующей заданному )азмеру микроотверстия.
Предложенным способом удалось получить микроотверстия с размерами 0,1- 100 мк. Размеры при этом оценивались
по величинам, протекавщи.м через микроогверстия потоков индикаторного газа в диапазоне лмкм рт. ст./сек.
Применение изобретения нозволяет получать микроотверстня заданной величины
с высокой точностью.
Фор м у л а изобретения
Способ нолучения отверстий в металлических изделиях путем химического травления его поверхности в зоне над несквозными каналами, выполненными в изделии, о т л и ч а ю щ и и ся тем, что, с целью получения мнкроотверстий заданной величипы и новьппення точности, полость кал дого капала в процессе травлеи 1я вакуумируют, а момеит прекращения процесса травления определяют но наличию в вакуумируемой полости газообразного продукта реакции.
Источники информации, принятые во внимание при экепертизе
1. Авторское свидетельство № 441361, кл. С 23 F 1/00, 1972.
2. Патент Великобритании .Nb 1474998, кл. С 23 F 1/00, Н 01 .1 29/07, опубл. 1977.
К йо{1/ун//а:Чу теесу t/ iajffa//ffjnfJOff/Of//
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ ДЛЯ ВЫБРАСЫВАЮЩЕЙ ЖИДКОСТЬ ГОЛОВКИ | 2010 |
|
RU2417152C1 |
| ПОРИСТАЯ МЕМБРАНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2440840C2 |
| СПОСОБ УДАЛЕНИЯ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ ИЗ ВЫХОДЯЩИХ ГАЗОВ | 2014 |
|
RU2648894C2 |
| Способ определения остаточных напряжений в поверхностном слое изделий | 1990 |
|
SU1783357A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА | 1998 |
|
RU2131484C1 |
| РАСТВОР ДЛЯ ОДНОВРЕМЕННОГО ТРАВЛЕНИЯ И ФОСФАТИРОВАНИЯ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1998 |
|
RU2162487C2 |
| Способ ультразвукового травления металлов | 1984 |
|
SU1305196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОГО РЕЗОНАТОРА | 2019 |
|
RU2717262C1 |
| Устройство для струйного травления длинномерных цилиндрических изделий | 1985 |
|
SU1295782A1 |
| Раствор для химического травления ниобия и его сплавов | 1980 |
|
SU922179A1 |