Изобретение относится к области приборостроения и может применяться при создании резонаторов твердотельных волновых гироскопов и датчиков угловой скорости.
К гироскопам, предназначенным для функционирования в составе навигационных систем, предъявляются повышенные требования к длительности рабочего ресурса, точности, надежности. Такие гироскопы должны обладать малой массой, габаритами и энергопотреблением. Повышенные требования к гироскопам стимулируют развитие новых технологий их создания, одними из которых являются технологии создания твердотельных волновых гироскопов, преимуществом которых по сравнению с разработанными ранее типами гироскопов является отсутствие подвижных вращающихся частей. Важной составной частью твердотельных волновых гироскопов является резонатор, имеющий сферическую форму и выполненный из аморфных материалов, например, кварцевого стекла. Такие резонаторы должны иметь форму, максимально приближенную к идеальной сферической с отсутствием разбаланса масс по его диаметру, обусловленного разнотолщинностью стенок резонатора, а также характеризоваться отсутствием дефектов структуры резонатора, поскольку именно эти параметры определяют метрологические характеристики приборов, влияя на добротность и дрейф смещения нуля. Таким образом, технологии создания резонаторов являются определяющими при создании твердотельных волновых гироскопов с улучшенными метрологическими характеристиками.
Известен способ изготовления [Патент РФ №2025664 С1, МПК GO1C 25/00, G01C 19/56, опубл. 30.12.1994] полусферического резонатора волнового твердотельного гироскопа, включающий вытачивание полусферического резонатора диаметром 60 мм из кварцевого стекла и нанесение металлического слоя хрома на внешнюю и внутреннюю поверхности.
Известен способ [Патент РФ №2 580175 С1, МПК G01C 19/56, опубл. 10.04.2016] балансировки кварцевого полусферического резонатора волнового твердотельного гироскопа. В способе предварительно определяют величины параметров первых четырех форм массового дефекта резонатора, частично погружают резонатор в травильный раствор на основе водных растворов плавиковой кислоты или растворов солей плавиковой кислоты в серной кислоте.
Недостатком перечисленных способов является значительный дрейф нулевого сигнала, обусловленный разбросом массы резонатора по его диаметру из-за невозможности получения механической обработкой кварцевых заготовок резонаторов с формой, приближающейся к идеальной сферической.
Наиболее близким к предлагаемому решению является способ получения [Патент США №8151600 В2, МПК С03В 9/31, С03В 19/08, С03В 19/10] самовыдуваемых стеклянных микросфер. Способ включает формирование множества микроотверстий в пластине, размещение листа термически формуемого материала на пластине поверх микроотверстий, нагрев листа термически формуемого материала до заданной степени пластичности. При этом газ, заключенный в микроотверстиях расширяется, оказывая давление на термически формуемый материал листа, образуя при этом множество выдувных микрообъектов в листе на пластине посредством продолжительного приложения давления в течение заранее определенного времени.
Недостатком указанного способа применительно к формированию резонаторов волновых твердотельных гироскопов являются низкие метрологические характеристики, обусловленные низкой добротностью резонаторов из-за возникновения дефектов, таких как центры кристаллизации, образующиеся в объеме стекла и являющихся центрами рассеяния механической энергии, что приводит к снижению добротности резонаторов.
Целью изобретения является повышение метрологических характеристик за счет снижения дрейфа нуля и повышения добротности резонаторов.
Поставленная цель достигается тем, что в способе изготовления сферического резонатора, включающем формирование глухих отверстий в кремниевой пластине с планарной стороны, размещение стеклянной пластины на кремниевой пластине с планарной стороны, первое анодное соединение кремниевой и стеклянной пластин при атмосферном давлении с герметизацией глухих отверстий, утонение стеклянной пластины до заданной толщины, нагрев пластин до температуры размягчения стекла до появления микросфер за счет термически генерируемого давления, обусловленного расширением газа, заключенного в герметизированных глухих отверстиях, травление кремниевой пластины с непланарной стороны со вскрытием глухих отверстий, размещение второй стеклянной пластины на кремниевой пластине с непланарной стороны, второе анодное соединение кремниевой пластины со стеклянной пластиной с образованием внутренней вакуумированной полости, согласно изобретению, перед нагревом соединенных пластин до температуры размягчения стекла их располагают с ориентацией стеклянной пластины «вниз», а перед травлением кремниевой пластины с непланарной стороны проводят стабилизирующий отжиг при температуре, ниже температуры размягчения стекла, при этом стабилизирующий отжиг и нагрев пластин до температуры размягчения стекла проводят во влажной атмосфере.
Предлагаемый способ изготовления сферического резонатора характеризуется следующими технологическими решениями:
- расположение соединенных пластин с ориентацией стеклянной пластины «вниз» предполагает воздействие гравитационной силы тяжести на формируемые термически генерируемым давлением стеклянные микросферы сферического резонатора, что максимально приближает их форму к идеально сферической и приводит к минимизации разбаланса масс по диаметру резонатора, что приводит к снижению дрейфа нуля гироскопов.
- перед травлением кремниевой пластины с непланарной стороны проводят стабилизирующий отжиг во влажной атмосфере при температуре ниже температуры размягчения стекла. Отжиг во влажной атмосфере (при подаче водяного пара) устраняет возникновение дефектов в объеме стекла из-за снижения сил поверхностного натяжения при его охлаждении, таким образом устраняя возникновение дефектов в виде центров кристаллизации и повышая добротность резонаторов. Нагрев пластин до температуры размягчения стекла также проводят во влажной атмосфере, устраняя возникновение дефектов в объеме сферического резонатора и повышая его добротность.
Таким образом, указанное повышает метрологические характеристики резонаторов за счет снижения дрейфа нуля и повышения добротности резонаторов.
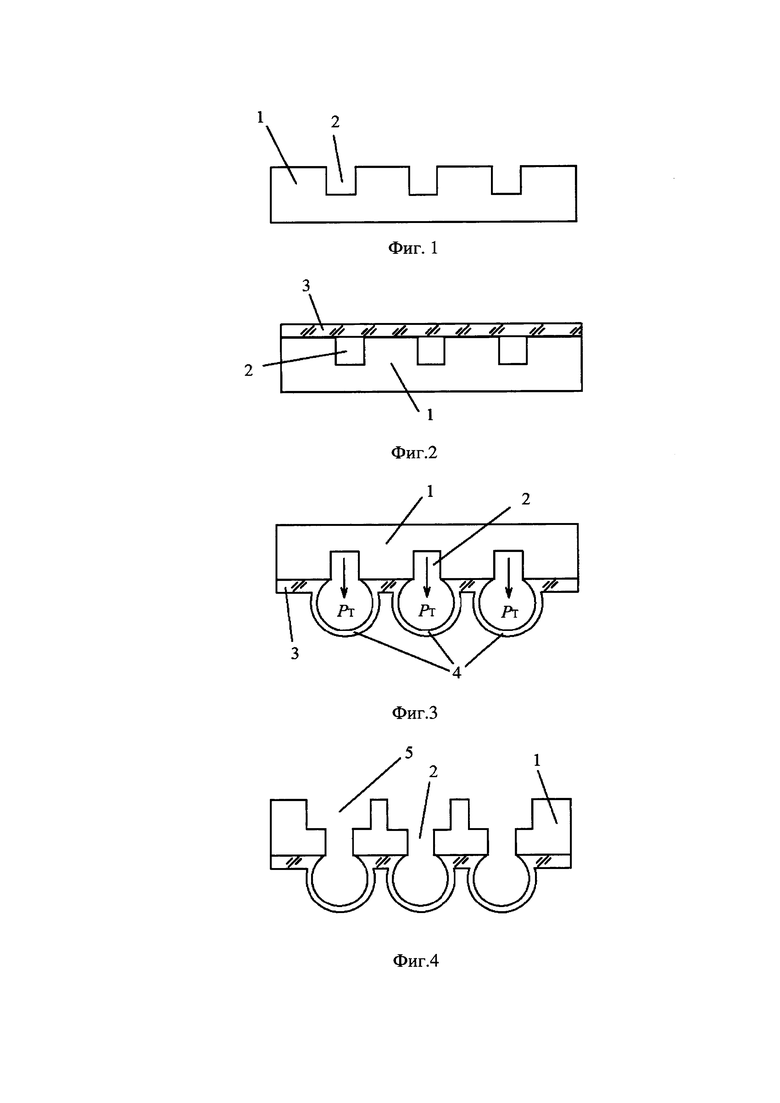
На чертежах фиг. 1-5 показана последовательность операций, применяемых для реализации предложенного способа.
На фиг. 1 изображена кремниевая пластина 1, на которой с планарной стороны сформированы глухие отверстия 2.
На фиг. 2 показана утоненная стеклянная пластина 3, размещенная на планарной стороне кремниевой пластины 1 с герметизированными глухими отверстиями 2.
На фиг. 3 изображена соединенная кремниевая пластина 1 и стеклянная пластина 3 с ориентацией «вниз», глухие отверстия 2, микросферы 4.
На фиг. 4 изображена кремниевая пластина 1, протравленная с непланарной стороны 5 со вскрытием глухих отверстий 2.
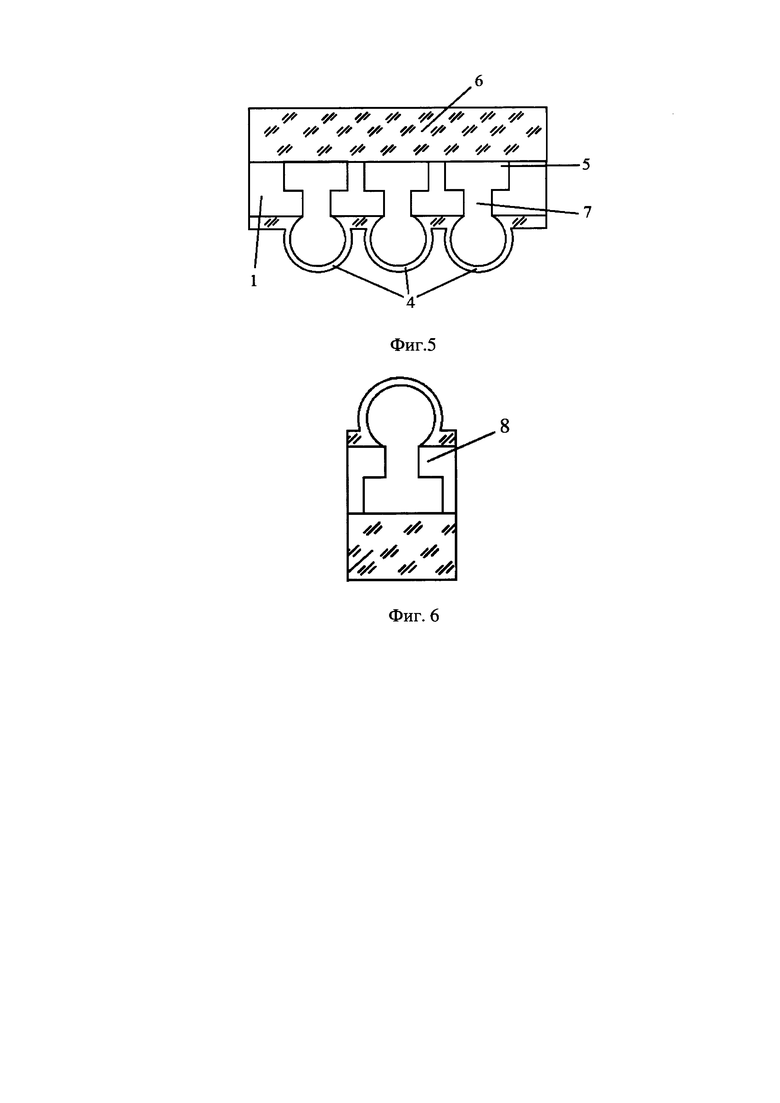
На фиг. 5 показана вторая стеклянная пластина 6, размещенная на кремниевой пластине 1 с непланарной стороны 5, внутренняя вакуумированная полость 7.
Пример реализации предложенного способа.
На кремниевой пластине 1 n- или p-типа проводимости толщиной 750…1450 мкм с планарной стороны известными методами, например, глубоким реактивным ионно-плазменным травлением, выполняют несквозные, также известные как глухие отверстия 2 заданной глубины, в пределах 500…1200 мкм, при этом глухие отверстия 2 могут иметь круглую форму радиусом 0,4…2,0 мм. Диаметр и глубина глухого отверстия определяют его объем, который впоследствии определяет высоту и объем микросфер (фиг. 1). На планарной стороне кремниевой пластины 1 размещают стеклянную пластину 3 с высоким содержанием ионов щелочного металла, например, таким стеклом может являться стекло марок ЛК-5, ТС, после чего пластины на воздухе при атмосферном давлении соединяют электростатическим методом, также известным также как анодная сварка, при температуре (420-460)°С при подаче потенциала (400-600) В, герметизируя таким образом глухие отверстия 2. После этого стеклянную пластину 3 известными методами, например шлифовкой и полировкой, утоняют до необходимой толщины, порядка (80-120) мкм (фиг. 2). Соединенные кремниевую пластину 1 и стеклянную пластину 3 располагают в печи с ориентацией стеклянной пластины 3 «вниз», после чего нагревают до температуры размягчения стекла, находящейся в диапазоне (820…870)°С для указанных марок стекол и выдерживают в течение заданного периода времени, в пределах (3-10) мин. При этом подают влажный водяной пар в реактор печи в течение указанного времени, создавая таким образом влажную атмосферу. Генерируемое термическим путем давление РТ газа (из-за его расширения), заключенного в глухих отверстиях 2, приводит к пластической деформации стеклянной пластины 3 до появления микросфер 4. После этого проводят стабилизирующий отжиг во влажной атмосфере при подаче водяного пара в реактор печи при температуре ниже температуры размягчения стекла, находящейся в диапазоне (700-800)°С в течение времени (20-35) мин. (фиг. 3). После этого кремниевую пластину 1 с непланарной стороны 5 травят известными методами, например, глубоким реактивно-ионным травлением до вскрытия глухих отверстий 2 (фиг. 4). Далее размещают вторую стеклянную пластину 6 из стекла марок ЛК-5, ТС на кремниевой пластине 1 с непланарной стороны, проводят второе анодное соединение кремниевой пластины 1 со стеклянной пластиной 6 при температуре (420-460)°С при подаче потенциала (400-600) В, при этом соединение проводят в вакууме с образованием внутренней вакуумированной полости 7 микросфер 4 (фиг. 5), получая заданную структуру сферического резонатора 8 (фиг. 6).
Формируемым таким образом сферическому резонатору свойственна форма, приближающаяся к идеальной сферической за счет физического процесса его формирования - образование термически генерируемым давлением новой поверхности из стекла, находящегося в условиях размягчения, причем формируемая стеклянная микросфера резонатора в соответствии с законами термодинамики стремится приобрести форму с минимальной поверхностной энергией, т.е. сферы. Ориентация утоненной стеклянной пластины «вниз» предполагает воздействие гравитационной силы на формируемые микросферы, ускоряя процесс их образования. При этом сформированному сферическому резонатору характерно отсутствие разнотолщинности стенок стеклянных микросфер за счет исключения дефектных зон в приповерхностных слоях стекла и его объеме, что особенно важно для создания твердотельных волновых гироскопов и датчиков угловой скорости.
Технический результат изобретения - повышение метрологических характеристик за счет снижения дрейфа нуля и повышения добротности путем формирования сферических резонаторов с формой, приближающейся к идеальной при отсутствии дефектов его структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО ВЫСОКОДОБРОТНОГО КРЕМНИЕВОГО МИКРОМЕХАНИЧЕСКОГО РЕЗОНАТОРА | 2009 |
|
RU2435294C2 |
| ИНТЕГРАЛЬНЫЙ ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ВИБРАЦИОННОГО ГИРОСКОПА | 2011 |
|
RU2453812C1 |
| Тензометрический преобразователь давления и способ его изготовления | 1989 |
|
SU1615584A1 |
| СТАБИЛИЗИРОВАННЫЙ ТВЕРДОТЕЛЬНЫЙ ЛАЗЕРНЫЙ ГИРОСКОП | 2004 |
|
RU2331846C2 |
| СПОСОБ БАЛАНСИРОВКИ ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 1998 |
|
RU2147117C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКОГО ВИБРАЦИОННОГО ГИРОСКОПА | 2011 |
|
RU2485620C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2000 |
|
RU2166734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОЭЛЕКТРОМЕХАНИЧЕСКИХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2511282C1 |
| СПОСОБ ФОРМИРОВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ В СТЕКЛЯННЫХ ПЛАСТИНАХ | 2023 |
|
RU2803557C1 |
| РЕЗОНАТОР | 2007 |
|
RU2357214C1 |
Изобретение относится к области приборостроения и может применяться при создании резонаторов твердотельных волновых гироскопов и датчиков угловой скорости. В способе изготовления сферического резонатора формируют глухие отверстия в кремниевой пластине с планарной стороны, размещают на ней стеклянную пластину. Проводят первое анодное соединение кремниевой и стеклянной пластин при атмосферном давлении с герметизацией глухих отверстий, утоняют стеклянную пластину до заданной толщины. Нагревают соединенные пластины до температуры размягчения стекла до появления микросфер за счет термически генерируемого давления, обусловленного расширением газа, заключенного в герметизированных глухих отверстиях. Травят кремниевую пластину с непланарной стороны со вскрытием глухих отверстий. Размещают вторую стеклянную пластину на кремниевой пластине с непланарной стороны и проводят второе анодное соединение кремниевой пластины со стеклянной пластиной с образованием внутренней вакуумированной полости. Перед нагревом соединенных пластин их располагают с ориентацией стеклянной пластины «вниз», перед травлением кремниевой пластины проводят стабилизирующий отжиг при температуре, ниже температуры размягчения стекла. Стабилизирующий отжиг и нагрев пластин до температуры размягчения стекла проводят во влажной атмосфере. Технический результат изобретения - повышение метрологических характеристик за счет снижения дрейфа нуля и повышения добротности путем формирования сферических резонаторов с формой, приближающейся к идеальной при отсутствии дефектов его структуры. 6 ил.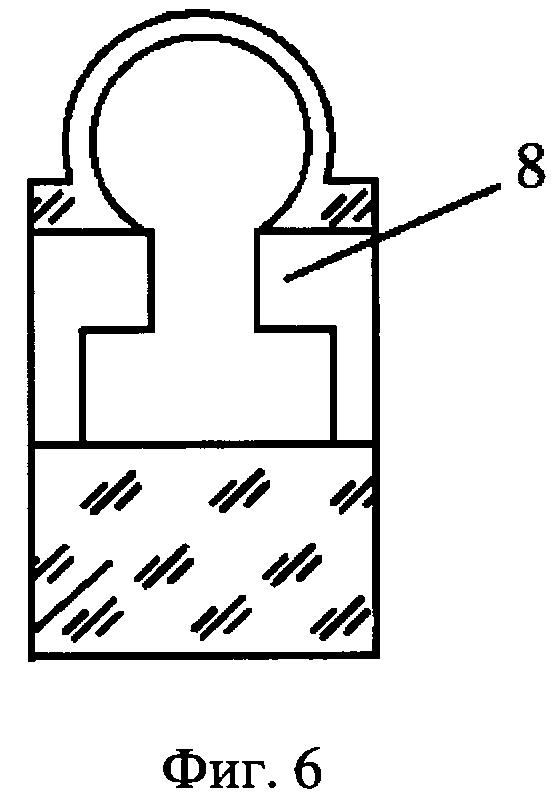
Способ изготовления сферического резонатора, включающий формирование глухих отверстий в кремниевой пластине с планарной стороны, размещение стеклянной пластины на кремниевой пластине с планарной стороны, первое анодное соединение кремниевой и стеклянной пластин при атмосферном давлении с герметизацией глухих отверстий, утонение стеклянной пластины до заданной толщины, нагрев пластин до температуры размягчения стекла до появления микросфер за счет термически генерируемого давления, обусловленного расширением газа, заключенного в герметизированных глухих отверстиях, травление кремниевой пластины с непланарной стороны со вскрытием глухих отверстий, размещение второй стеклянной пластины на кремниевой пластине с непланарной стороны, второе анодное соединение кремниевой пластины со стеклянной пластиной с образованием внутренней вакуумированной полости, отличающийся тем, что перед нагревом соединенных пластин до температуры размягчения стекла их располагают с ориентацией стеклянной пластины «вниз», а перед травлением кремниевой пластины с непланарной стороны проводят стабилизирующий отжиг при температуре, ниже температуры размягчения стекла, при этом стабилизирующий отжиг и нагрев пластин до температуры размягчения стекла проводят во влажной атмосфере.
| US 8151600 B2, 10.04.2012 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| СПОСОБ БАЛАНСИРОВКИ КВАРЦЕВОГО ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2580175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 1992 |
|
RU2025664C1 |
| RU 2056038 C1, 10.03.1996. | |||

