(54) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования профилей | 1976 |
|
SU615977A1 |
| Матрица для прессования изделий | 1982 |
|
SU1156762A1 |
| ТУРБОКОМПРЕССОР, НАПРИМЕР, ДЛЯ НАДДУВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2172432C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА С ВРАЩАЮЩИМСЯ АНОДОМ | 1993 |
|
RU2091900C1 |
| ЛИНЕЙНЫЙ ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ | 2012 |
|
RU2580979C9 |
| Штамп для вытяжки с утонением полых изделий из листового металла | 1984 |
|
SU1199358A1 |
| Матрица для экструдирования разнотолщинных профилей | 1977 |
|
SU642037A1 |
| САМОСМАЗЫВАЮЩАЯСЯ НАПРАВЛЯЮЩАЯ ДЕТАЛЬ ДЛЯ ШАРНИРОВ И ПОДШИПНИКОВ | 2006 |
|
RU2405985C2 |
| Матрица для прессования разнотолщин-НыХ пРОфилЕй | 1979 |
|
SU845932A1 |
| Герметичный центробежный экстрактор | 2024 |
|
RU2834085C1 |
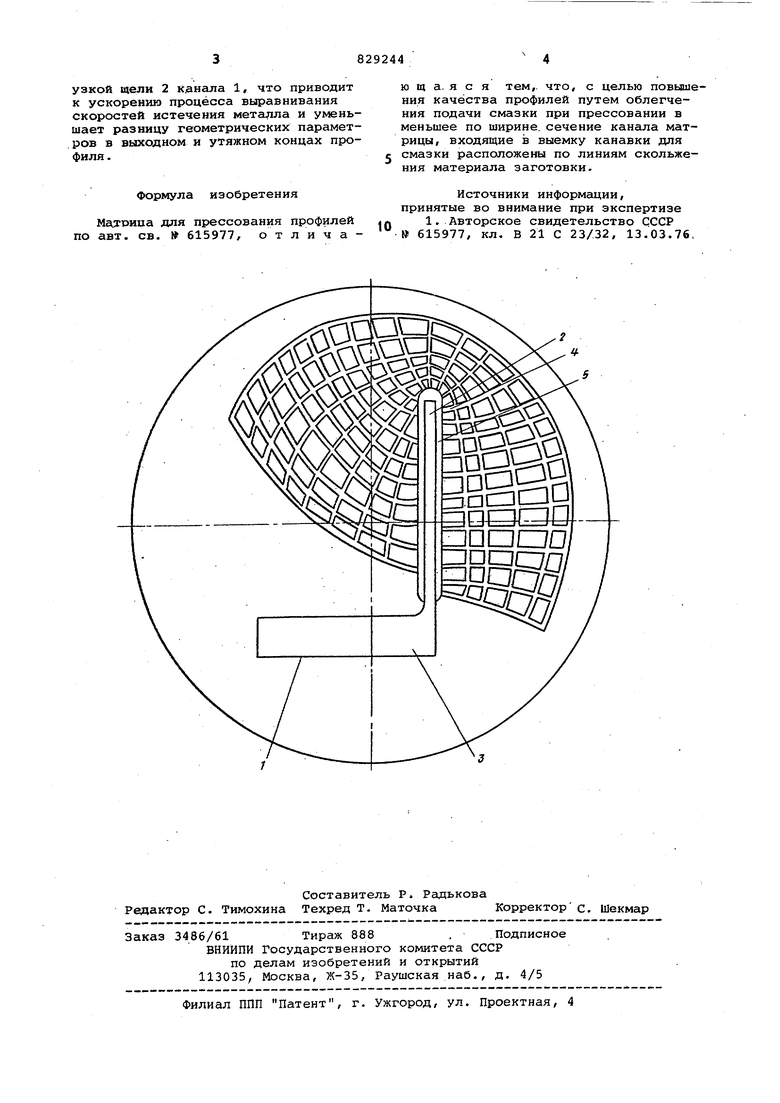
Изобретение относится к обработке металлов давлением, а точнее к изготовлению прессованных профилей. По основному авт. св. 615977 известна матрица для прессования профилей, содержащая канавки для смазки материала, выполненные на части рабочего торца матрицы и в виде сетки, сопрягающейся с охватывающей мень шее по ширине сечение канала матрицы выемкой. Глубина канавок выполнена меньшей, глубины выемки, а площадь, занимаемая канавками, больше площади занимаемой выемкой в 3-7 раз fl. Недостатком такой матрицы является относительно слабая подача смазки при прессовании в меньшее по ширине сечение канала матрицы. Это обусловлено несовпадением направлений канавок, входящих В- выемку, с направлени ем скольжения металла по рабочему, торцу -матрицы. Цель изобретения - повышение каче ства профилей путем облегчения подачи смазки при прессовании в меньшее по ширине сечение канала матрицы. Указанная цель достигается тем, что смазывающие канавки, входящие в выемку, расположены по линиям металл образующимся при прессовании на рабочем торце матрицы. На чертеже схематически показано предлагаемое устройство. На рабочем торце матрицы для прессования разнотолщинного профиля выполнен канал 1 с участками 2 и 3, смазывающие канавки 4 выполнены в виде сетки при этом смазывающие канавки 4, входящие в выемку 5, ориентированы по направлениям линий скольжения металла по-рабочему торцу матри-. цы в зоне узкой щели 2 канала матрицы. Следы скольжения металла по рабочему торцу матрицы получа1отся после прессования на такой же матрице, но выполненной без смазывающих канавок 4 и выемки 5.. Перед прессованием на площадь, на которой расположена сетка канавок, наносится смазка. При прессовании . смазка постепенно выдавливается по канавкам 4 в углубление 5, из которого она равномерно подается в зону 2 канала 1 матрицы. За счет совпадения направления смазывающих канавок 4, входящих в выемку 5, с направлением линий скольжения металла по рабочему торцу матрицы облегчается подача смазки в зону
узкой щели 2 кднала 1, что приводит к ускорению процесса выравнивания скоростей истечения металла и уменьшает разницу геометрических параметров в выходном и утяжном концах профиля.
Формула изобретения
Мдтоица для прессования профилей по авт. ев, 615977, о т л и ч а ю щ а. я с я тем,, что, с целью повышения качества профилей путем облегчения подачи смазки при прессовании в меньшее по ширине, сечение канала матрицы, входящие в выемку канавки для 5 смазки расположены по линиям скольжения материала заготовки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 615977, кл. В 21 С 23/32, 13.03.76,
