;о Ф
Од
ел
X) Изобретение касается обработки металлов давлением и относится к штамповой оснастке, Цель изобретения - увеличение высоты штампуемых изделий путем увеличения активных сил трения на пуансоне. На фиг,1 изображен штамп, продольный разрез; на фиг,2 - узел 1 на фиг,1. .1 Штамп содержит прижим 1, закрепленный на наружном ползуне пресса (не показан ), матрицу 2 первой вытяжки, установленную на кольце 3 матрицу 4 второй вытяжки с утонение стенок, установленную с кольцом 3, и разъемным съемником 5 с кольцевой пружиной .6 в нижней плите 7, и пуансон 8, закрепленный на внутреннем ползуне пресса (не показан ) Пуансон 8 вьшолнен ступенчатым, причем диаметр его рабочей части меньше диаметра нерабочей части, а длина рабочей части равна высоте, готового изделия. Рабочая часть пуансона 8 состоит из сопряженных между собой цилиндри ческого участка и конического с уменьшающимся диаметром в направлении от рабочего торца, На коническом у.частке пуансона выполнены кольцевые канавки 9 треугольного поперечного сечения, при чем угол наклона стенок канавок 9 со стороны рабочего торца не превъ ет угол трения материала пуансона так как в противном случае готово изделие будет заклиниваться на пуа соне во время его съема, а угол наклона стенок канавок 9 со сторон противоположной рабочему торцу, ра вен 45 - 90°, При угле канавок менее 45° сила активного трения на пуансоне 8 увеличивается незначительно, а при угле более 90 затру няется съем готового изделия с пуа сона 8, Позицией 10 на чертеже обозначе штампуемая заготовка, а позицией II - готовое изделие. Штамп работает следующим образо Заготовка 10 с предварительно нанесенным слоем смазки укладьшает на матрицу 2 первой вытяжки. При ходе наружного ползуна пресса вниз заготовка 10 прижимается прижимом при ходе внутреннего ползуна пресс вниз пуансон 8 протягивает заготов 8 10 через матрицу 2 первой вытяжки, а затем через матрицу 4 второй вытяжки с утонением стенок, В зоне деформации металл заготовки перемещается относительно пуансона 8, и на поверхности пуансона 8 создаются активные силы трения, облегчающие деформацию металла заготовки 10 без обрьгоов, Пуансон 8 опережает металл изделия 11 в зоне деформации, и при подходе канавок 9 к выступам на торце изделия 1I резко увеличивается активная сила трения на пуансоне 8, в результате чего уменьшается скорость перемещения металла заготовки 10 относительно пуансона 8 и неровности торца предварительно выравниваются. Увеличение активных сил трения на пуансоне 8 за счет канавок 9 способствует более стабильной и высокой степени деформации металла без обрьшов станки изделия 1I, При дальнейшем ходе пуансона 8 вниз торец изделия I1 упирается в выступ пуансона 8, окончательно выравнивается при дальнейшей деформации. После окончательного заполнения всех за зоров между выступом пуансона 8 и торцом изделия 11 излишки металла выходят в зазор между матрицей 4 и пуансоном 8 или вьшрессовьюаются прямым прессованием, за счет чего дно изделия 1 несколько отходит от рабочего торца пуансона 8, что облегчает съем изделия II с пуансона 8, В крайнем нижнем положении изделие 11 проталкивается пуансоном 8 на съемник 5, который смыкается до соприкосновения с пуансоном 8 за счет кольцевой пружины 6, При ходе пуансона 8 вверх изделие 11 снимается с пуансона 8 съемником 5 и утолщенный верхний край изделия I1 раздается цилиндрическим участком пуансона 8, При ходе вверх наружного ползуна пресса прижим 1 поднимается в исходное положение, и цикл повторяется, Предлагаемый штамп обеспечивает увеличение высоты штампуемых изделий, так как наличие канавок на пуансоне приводит к увеличению активных сил трения между пуансоном и штампуемым металлом, уменьшающих вероятность обрьша (разрушения ) стенки изделия в опасном сечении.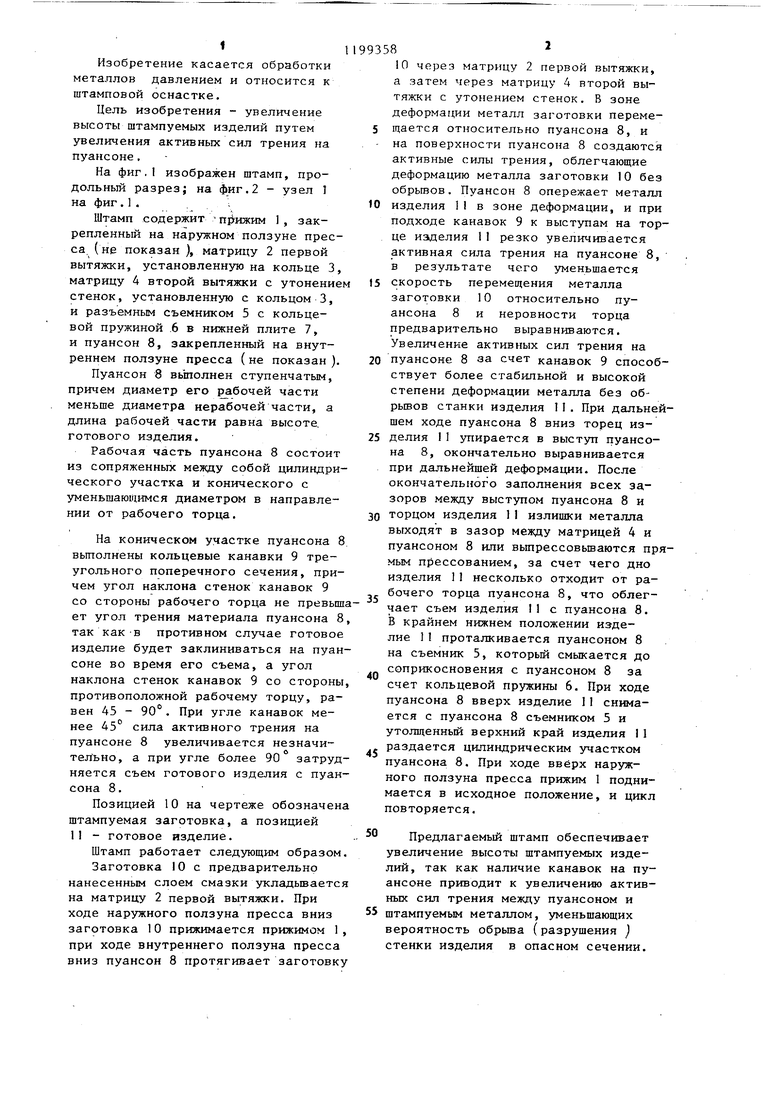
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Способ изготовления изделий и инструмент для осуществления способа изготовления изделий | 1980 |
|
SU940941A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ | 2011 |
|
RU2504450C2 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для вытяжки цилиндрических изделий без утонения стенки из ленты | 1989 |
|
SU1722657A1 |
| Штамп для вытяжки | 1987 |
|
SU1444032A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |

ШТАМП ДЛЯ ВЫТЯЖКИ С УТОНЕНИЕМ погак ИЗДЕЛИЙ из листового МЕТАЛЛА, содержащий соосно установленные матрицу и пуансон, рабочая часть которого состоит из сопряженных между собой цилиндрического участка и конического с уменьшающимся диаметром в направлении от рабочего торца отличающийся тем что, с целью увеличения высоты штампуемых изделий путем увеличения активных сил трения на пуансоне, на коническом участке пуансона выполнены кольцевые канавки треугольного поперечного сечения, причем угол наклона стенок канавок со стороны рабочего торца не превышает : угол трения материала пуансона, а угол наклона стенок канавок со стороны, противоположной рабочему торцу, равен 45-90. (Л с
| МОЛОЧНЫЙ ДЕСЕРТ | 2003 |
|
RU2256334C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
