1
Изобретение относится к области обработки металлов давлением, а точнее к области изготовления прессованных профилей.
Известна матрица для прессования, на рабочем торце которой выполнены канавки для смазки инструмента Ij .
Недостатком известной матрицы для прессования профилей является то, что попадание смазки в канал матрицы канавок во время прессования затруднительно. При прессовании профилей с резко выраженной разнотолщин. ностью. с:;енки смазывающие канавки не обеспечивают выравнивание скоростей истечения материала, что приводит к.снижению качества профилей.
С целью повышения качества профилей за счет выравнивания скоростей истечения материала по сечению профиля каната матрицы при прессовании профилей с различной толщиной стенки канавки выполнены на части рабочего торца матрицы в виде сетки, сопрягающейся с обхватывающей меньшее по ширине сечение канала матрицы выемкой, при этом глубина канавок выполнена меньшей глубины выемки, а площадь, занимаемая канавками, больше площади занимаемой выемкой.
Сущность изобретения поясняется
чертежом.
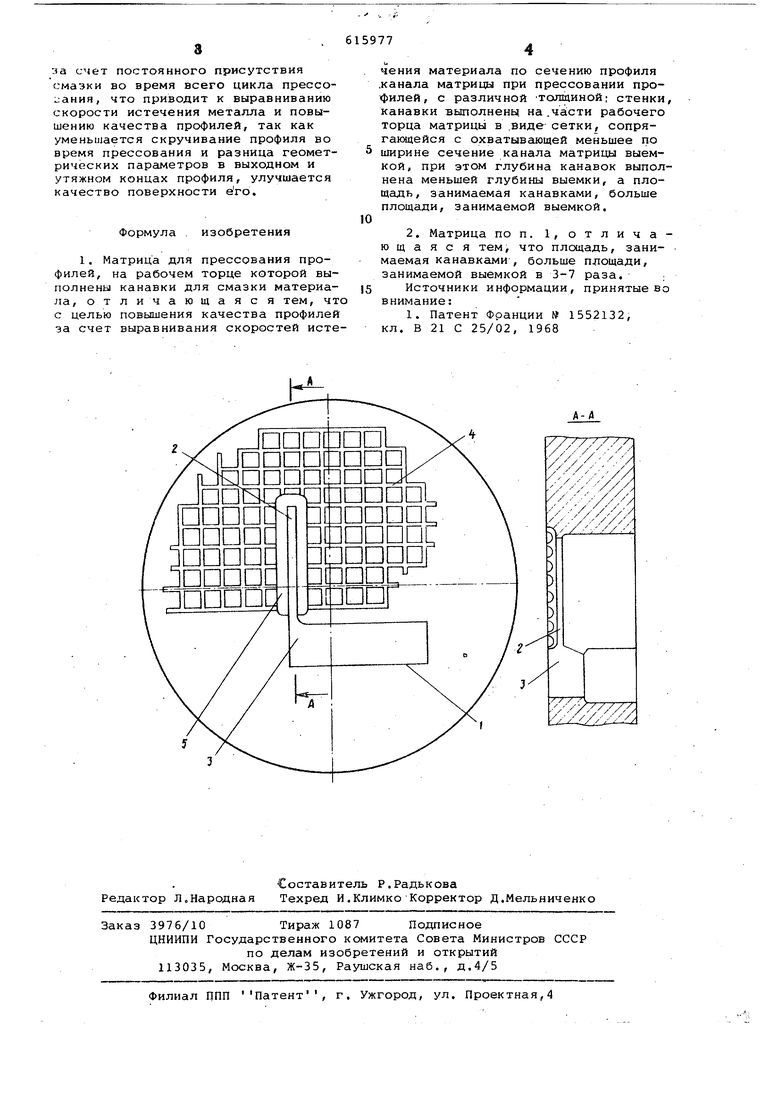
На рабочем торце матрир.ы для прессования разнотолщинного профиля выполнен канал 1 с участками 2 и 3, смазывающие канавки 4 нанесены в виде сетки в з.оне 2 канала 1, т.е. в зоне с меньшим по ширине его сечением.
Зону 2 обхватывает выемка 5, в ксг торую входят канавки 4. Конфигурация выемки 5 близка конфигурации зоны 2 канала, но шире ее в 3 раза. Глубина канавок 4 меньше глубины выемки 5, Площадь, на которой нанесены канавки 4, должна быть в 3-7 раза больше площади, занимаемой выемкой 5.
Перед прессованием на площадь, на которой расположена сетка канавок, заносится смазка.. При прессовании смазка постепенно выдавливается по канавке в углубление 5, из которого она равномерно подается в зону 2 канала 1. попадание смазки в зону 3 ( оль шей шириной сечения канала ) затруд
нительно и вся смазка адет через
УЗКУЮ щель зоны 2.
В результате скорость истечения
металла через зону 2 увеличивается
за счет постоянного присутствия смазки во время всего цикла прессования, что приводит к выравниванию скорости истечения металла и повышению качества профилей, так как уменьшается скручивание профиля во время прессования и разница геометрических параметров в выходном и утяжном концах профиля, улучшается качество поверхности его.
Формула . изобретения
1. Матрица для прессования профилей, на рабочем торце которой выполнены канавки для смазки материала, отличающаяся тем, что с целью повышения качества профилей за счет выравнивания скоростей истечения материала по сечению профиля .канала матрицы при прессовании профилей, с различной ТОЛЩИНОЙ; стенки, канавки выполнены, на . рабочего торца матрицы в .виде сетки, сопрягающейся с охватывающей меньшее по ширине сечение канала матрицы выемкой, при этом глубина канавок выполнена меньшей глубины выемки, а площадь, занимаемая канавками, больше площади, занимаемой выемкой,
2. Матрица по п. 1, отличающаяся тем, что плодадь, занимаемая канавками , больше площади, занимаемой выемкой в 3-7 раза. ;
Источники информации, принятые во внимание:
1. Патент Франции I 1552132, кл. В 21 С 25/02, 1968
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования профилей | 1979 |
|
SU829244A2 |
| Комбинированная матрица для прессования полых изделий | 1979 |
|
SU774661A1 |
| Матрица для прессования профилей | 1980 |
|
SU912316A1 |
| Матрица для экструдирования разнотолщинных профилей | 1977 |
|
SU642037A1 |
| Способ прессования разнотолщинных профилей | 1980 |
|
SU956087A1 |
| Матрица для прессования разнотолщин-НыХ пРОфилЕй | 1979 |
|
SU845932A1 |
| Многоканальная матрица для прессования со сваркой полых профилей | 1982 |
|
SU1162514A1 |
| Матрица для прессования изделий | 1982 |
|
SU1156762A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
