(54) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ РАЗНОТОЛЩИННЫХ
ПРОФИЛЕЙ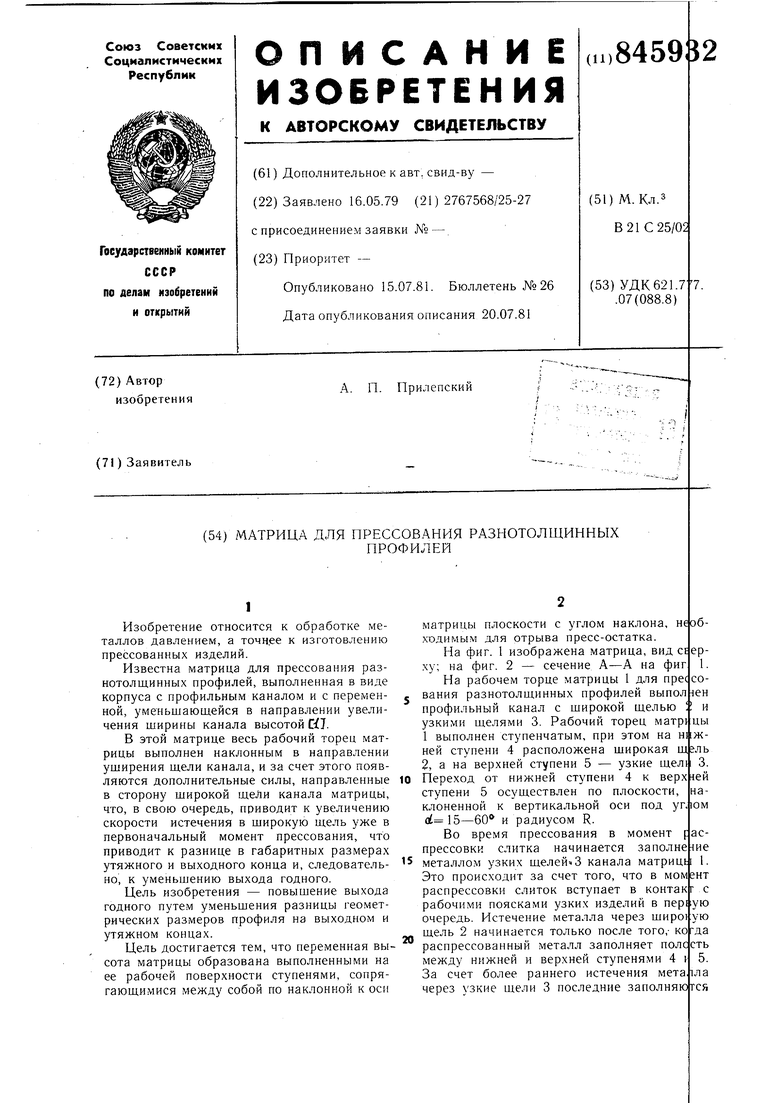
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования разнотолщинных профилей | 1980 |
|
SU956087A1 |
| Матрица для прессования профилей | 1979 |
|
SU829244A2 |
| Матрица для прессования профилей | 1976 |
|
SU615977A1 |
| Многоканальная матрица для прессования со сваркой полых профилей | 1982 |
|
SU1162514A1 |
| Комбинированная матрица для прессования полых изделий | 1979 |
|
SU774661A1 |
| Матрица для экструдирования разнотолщинных профилей | 1977 |
|
SU642037A1 |
| Втулка контейнера горизонтального пресса | 1989 |
|
SU1699674A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Матрица для прессования профилей | 1980 |
|
SU912316A1 |
| Многоочковая матрица для прессования изделий | 1991 |
|
SU1793982A3 |
1
Изобретение относится к обработке металлов давлением, а точн.ее к изготовлению прессованных изделий.
Известна матрица для прессования разнотолщинных профилей, выполненная в виде корпуса с профильным каналом и с переменной, уменьшающейся в направлении увеличения ширины канала высотой Й1.
В этой матрице весь рабочий торец матрицы выполнен наклонным в направлении уширения шели канала, и за счет этого появляются дополнительные силы, направленные в сторону широкой щели канала матрицы, что, в свою очередь, приводит к увеличению скорости истечения в широкую щель уже в первоначальный момент прессования, что приводит к разнице в габаритных размерах утяжного и выходного конца и, следовательно, к уменьшению выхода годного.
Цель изобретения - повышение выхода годного путем уменьшения разницы геометрических размеров профиля на выходном и утяжном концах.
Цель достигается тем, что переменная высота матрицы образована выполненными на ее рабочей поверхности ступенями, сопрягающимися между собой по наклонной к оси
обматрицы плоскости с углом наклона, не ходимым для отрыва пресс-остатка.
На фиг. 1 изображена матрица, вид с
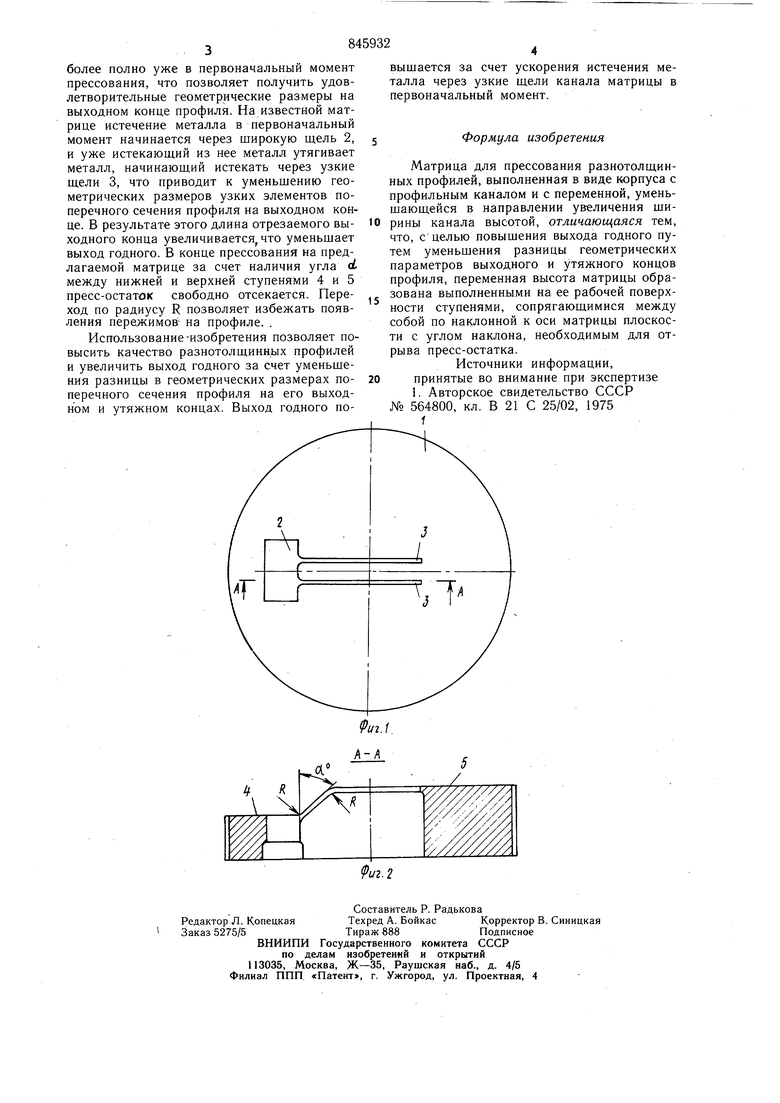
ерху; на фиг. 2 - сечение А-А на фиг
На рабочем торце матрицы 1 для прес
соJ вания разнотолщинных профилей выпол ен
профильный канал с широкой щелью
узкими щелями 3. Рабочий торец матр
цы
1 выполнен ступенчатым, при этом на н жней ступени 4 расположена широкая Ц1 пь 3.
2, а на верхней ступени 5 - узкие щел1
10 Переход от нижней ступени 4 к верх ней
ступени 5 осуществлен по плоскости, наклоненной к вертикальной оси под уг. ом
at 15-60 и радиусом R.
Во время прессования в момент аспрессовки слитка начинается заполне
чие 5 металлом узких щелей 3 канала матрищ Это происходит за счет того, что в мом распрессовки слиток вступает в контак рабочими поясками узких изделий в nepi
ую ую да очередь. Истечение металла через широ „ щель 2 начинается только после того,- ко распрессованный металл заполняет поле между нижней и верхней ступенями 4 i
ла через узкие щели 3 последние заполняю
TCfi
