1 . Изобретение относится к обработке металлов давлением, в частности к конструкциям рабочего инструмента экструзионных прессов, предназначен ного для прессования изделий со смазкой. Цель изобретения - увеличение производительности процесса прессования и повьпцение качества изделий. На фиг. 1 изображена матрица, продольный разрез, на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел Т на фкг, 1; на фиг. 4 - узел (/ на фиг.2 Матрица для прессования изделий состоит из корпуса 1, снабженного очком 2, конфигурация которого соответствует профилю прессуем.огоэ изделия. На рабочем торце корпуса 1 нанесена сетка канавок для смазки материалов, которая выполнена в виде ряда концентричных канавок 3, пересекающихся с радиальньми канавками 4, направленных вдоль линии течения прессуемого материала. При этом поперечное сечение каждой из канавок 4 увеличивается в направлении от очка к периферии матрицы с образованием ступеней 5 в местах их пересечения с концентричными канавк ми. Ширина каждой концентричной канавки у дна может превьппать ее ширину у торца матрицы. Этим.обеспечи вается возможность размещения большого количества смазки. Как концент ричные, так и радиальные канавки за канчиваются на плоскости рабочего торца корпуса матрицы, не доходя до ее очка. Количество канавок 3 и 4, частот их нанесения на торце корпуса 1, их 22 поперечное сечение, неличина ступеней 5 выбираются-, исходя из профиля и материала прессуемого изделия. Матрица работает следующим образом. Матрицу устанавливают на экструзионном прессе. Перед началом прессования канавки 3 и 4 заполняют смазкой. В контейнер пресса загружают прессуемую заготовку, которая под Действием давления пресс-штампеля течет к очку 2 вдоль радиальных канавок 4, вытесняя из них смазку. При переходе через ступени 5 часть прессуемого металла попадает в концентрические канавки 3 и также вытесняет из них смазку. I Таким образом, в течение- всего цикла прессования заготовки происходит постоянное вытеснение смазки из канавок. 3 и 4, поступление ее на рабочую поверхность матрицы и разделение смазочным слоем контактирующих поверхностей материала заготовки и матрицы. Наличие смазки на торце одной матрицы рассчитано на несколько прессовок. уменьшения количества смазки в канавках 3 и 4 и полостях 6 матрица снимается с пресса и заменяется другой, ей аналогичной и заправленной смазкой, на которой и продолжается прессование изделий. Замененная матрица очищается от остатков прессуемого металла в ее канавках и полостях, набивается свежей смазкой и может быть снова установлена на прессе для повторного использования.
/7
Вид А
Фиг. 2
Фиг.З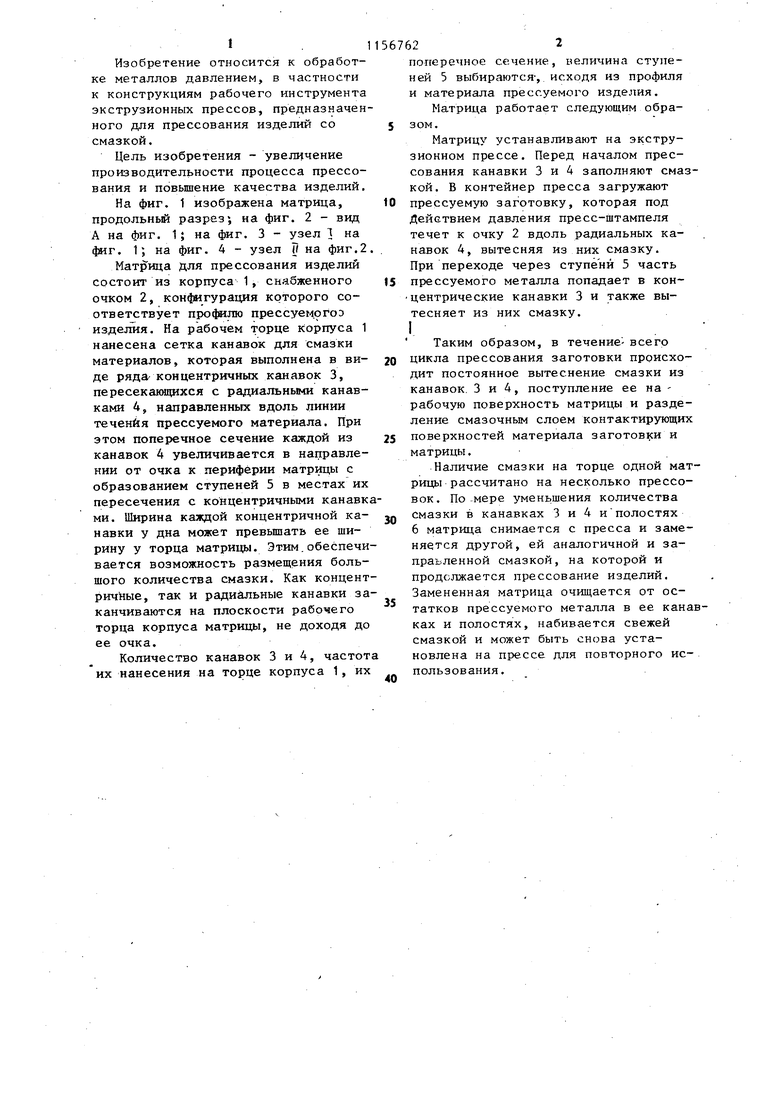
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования изделий | 1982 |
|
SU1037994A1 |
| Матрица для прессования изделий | 1982 |
|
SU1037993A1 |
| Игла для прессования труб из сплошных заготовок алюминиевых сплавов | 1973 |
|
SU526409A1 |
| Матричный узел для обратного прессования металла | 1980 |
|
SU927357A1 |
| Матрица для прессования изделий | 1979 |
|
SU814509A1 |
| Устройство для горячего прессования труднодеформируемых материалов | 1974 |
|
SU499004A1 |
| Матрица для прессования изделий | 1979 |
|
SU804050A1 |
| Матрица для прессования изделий | 1978 |
|
SU706150A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
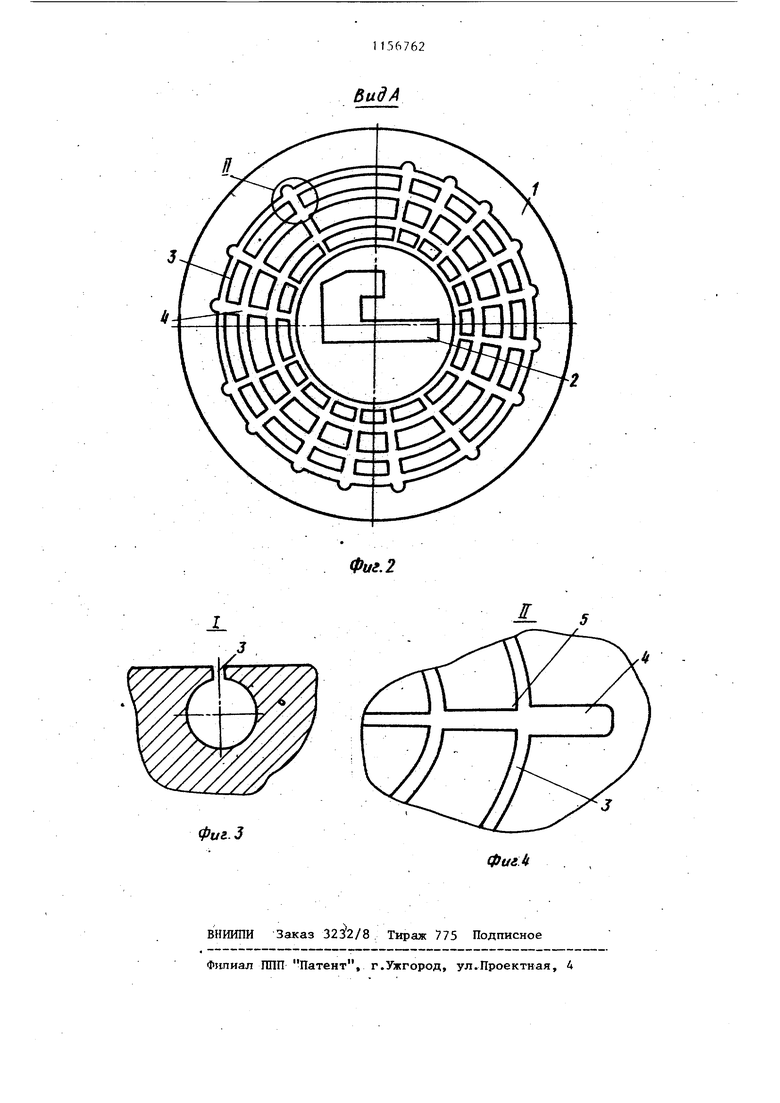
1. МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ, на рабочем торце которой вокруг очка выполнена сетка пересекающихся смазочных канавок, отличающаяся тем, что, с целью увеличения производительности и повьппения качества изделий, сетка выполнена в виде концентричных и радиальных канавок, при этом ширина радиальных канавок увеличивается в направлении от очка к периферии матрицы, а ширина концентричных канавок постоянна. 2. Матрица поп.1,отличающ а я с я тем, что ширина концентричных канавок у дна превьш1ает их ширину у торца матрицы. (Л -СИСП -vl 05
| Патент Великобритании № 1480680, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| 0 |
|
SU155132A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Центробежный тахометр | 1927 |
|
SU6159A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Матрица для прессования профилей | 1979 |
|
SU829244A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
