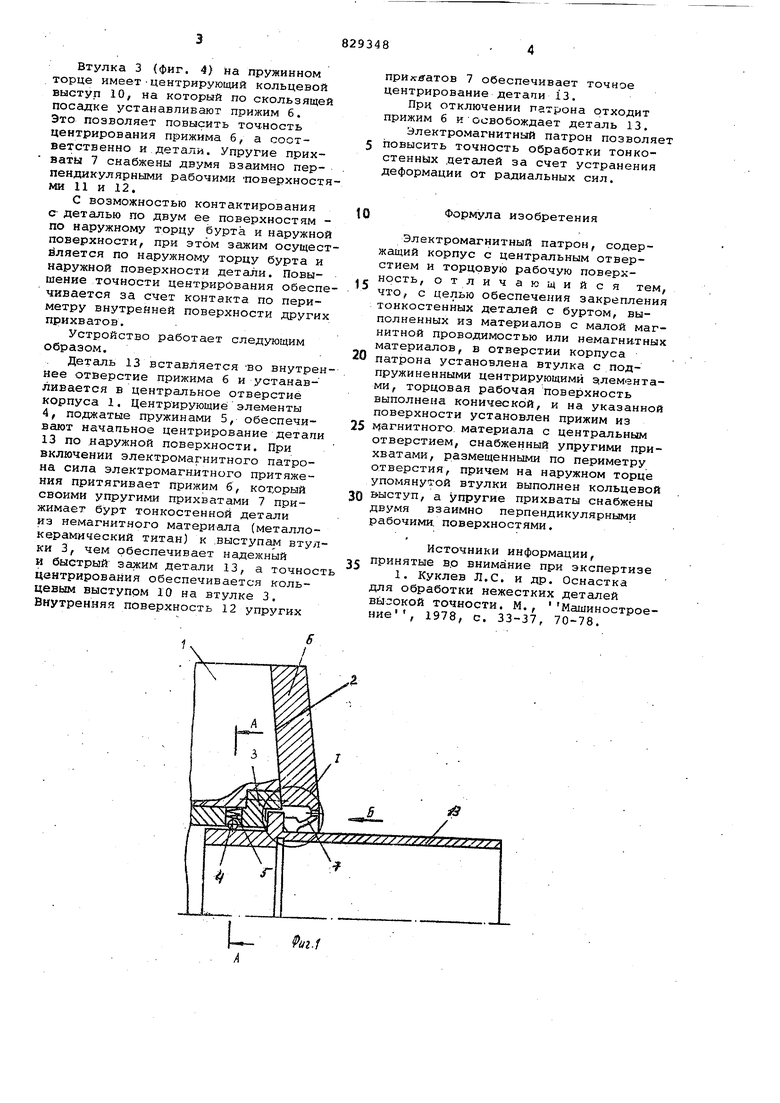
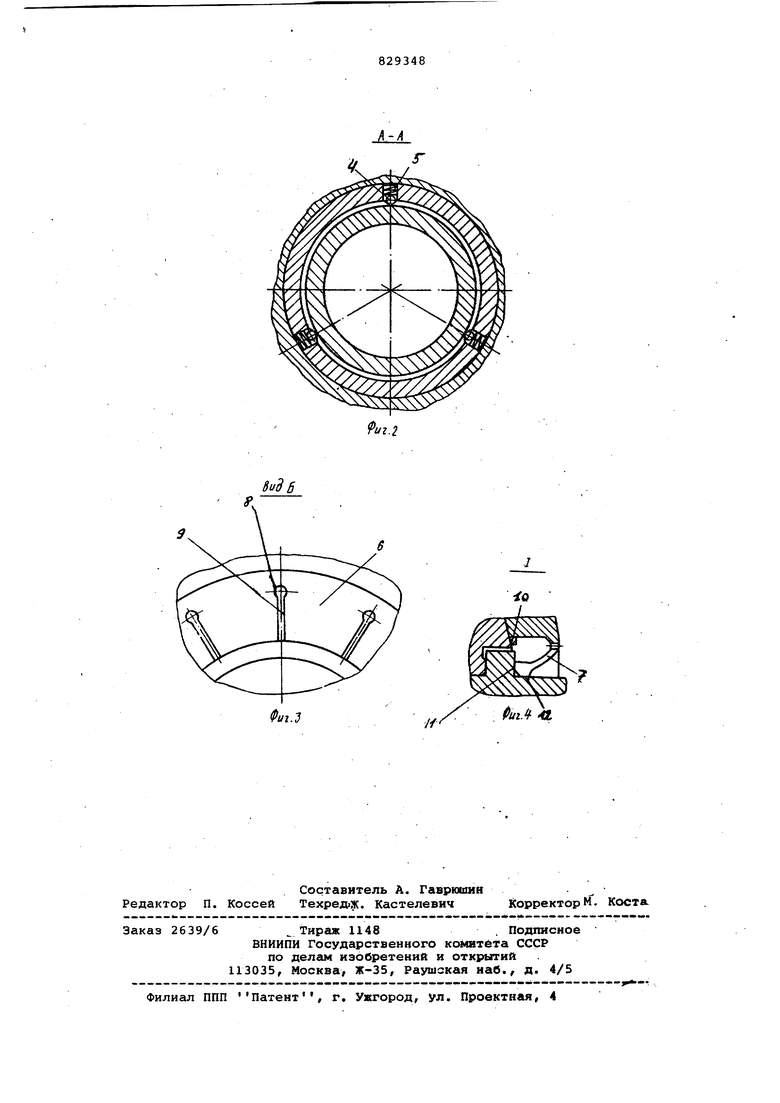
Втулка 3 (фиг. 4) на пружинном торце имеет-центрирующий кольцевой выступ 10, на который по скользящей посадке устанавливают прижим 6. Это позволяет повысить точность центрирования прижима б, а соответственно и детали. Упругие прихваты 7 снабжены двумя взаимно перпендикулярными рабочими Поверхностями 11 и 12.
С возможностью контактирования с- деталью по двум ее поверхностям по наружному торцу бурта и наружной поверхности, при этом зажим осуществляется по наружному торцу бурта и наружной поверхности детали. Повышение точности центрирования обеспечивается за счет контакта по периметру внутренней поверхности других прихватов.
Устройство работает следующим образом.
Деталь 13 вставляется -во внутреннее отверстие прижима б и устанавливается в центральное отверстие корпуса 1. Центрирующие элементы 4, поджатые пружинами 5, обеспечивают начапьное центрирование детапи 13 по наружной поверхности. При включении электромагнитного патрона сила электромагнитного притяжения притягивает прижим б, который своими упругими прихватами 7 прижимает бурт тонкостенной детали из немагнитного материала (металлокерамический титан) к .выступам втулки 3, чем обеспечивает надежный и быстрый зажим детали 13, а точнос центрирования обеспечивается кольцевым выступом 10 на втулке 3, Виутренняя поверхность 12 упругих
прихяатов 7 обеспечивает точное центрирование детапи 13.
При отключении патрона отходит прижим 6 и освобождает деталь 13.
Электромагнитный патрон позволяет повысить точность обработки тонкостенных деталей за счет устранения деформации от радиальных сил.
Формула изобретения
Электромагнитный патрон, содержащий корпус с центральным отверстием и торцовую рабочую поверхность, отличающийся тем, что, с целью обеспечения закрепления тонкостенных деталей с буртом, выполненных из материалов с малой магнитной проводимостью или немагнитных материалов, в отверстии корпуса патрона установлена втулка с подпружиненными центрирующими элементаторцовая рабочая поверхность
выполнена конической, и на указанной поверхности установлен прижим из
магнитного материала с центральным отверстием, снабженный упругими прихватами, размещенными по периметру отверстия, причем на наружном торце упомянутой втулки выполнен кольцевой
в-нступ, а упругие прихваты снабжены двумя взаимно перпендикулярными рабочими, поверхностями.
Источники информации, принятые в.о внимание при экспертизе
1. Куклев Л.С. и др. Оснастка для обработки нежестких деталей вйсокой точности. М., Машиностроение, 1978, с. 33-37, 70-78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для крепления деталей | 1986 |
|
SU1388196A1 |
| Центробежный патрон для крепления тонкостенных деталей с буртом | 1981 |
|
SU1007851A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Центробежный цанговый патрон | 1981 |
|
SU1053978A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Самоцентрирующий патрон | 1981 |
|
SU952456A1 |
| Зажимной патрон для закрепления тонкостенных деталей | 1972 |
|
SU439350A1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
| Зажимной поворотный патрон | 1978 |
|
SU764862A1 |
| Зажимной патрон | 1986 |
|
SU1386378A1 |
Фиг.д
РигЛ 4t
