Изобретение относится к обработк металлов давлением, в частности к конструкциям устройств для создания шероховатости поверхности прокатных валков в клети, и может быть использовано для финишной обработки детал в машиностроении. Известны устройства, реализукицие рифление поверхности прокатных валков в клети, содержащие электронапла вочный агрегат и накатник с деформирующим инструментом в форме охлаждаемого ролика для одновременной наплавки и накатываниярабочей поверхности прокатных валков DlОднако такие устройства не обеспе чивают высокий класс чистоты рабочей поверхности и однородность шероховатости прокатных валков. . Наиболее близким к предлагаемому по технической сущности является устройство для обработки наружных цилиндрических и торцовых поверхностей, содержащее деформирующий инструмент в виде деформирующего шара, опорой которого является внешняя обойма подшипника качения. Опора снабжена уравновешивающим устройством для прижатия деформирующего шара к обрабатываемой поверхности. Деформирукиций шар размещен в посадочном отверстии -Крышки-фиксатора. Устройство имеет привод колебательного движения для поперечного перемещения относительно обрабатываемой поверхности f2j. Однако указанное устройство сложно по конструкции, так как снабжено приводом колебательного движения. При обработке деталей этим устройством неизбежны проскальзывания деформирующего шара относительно опоры-подшипника, что приводит к порче поверхности деформирующего шара. Цель изобретения - упрощение конструкции устройства. Указанная цель достигается тем, что в известном устройстве для вибрадионного обкатывания прокатного вала в клети, содержащем шаровой дефорирукиций инструмент с опорой, снабенной уравновешивающим устройством, крьпяку-фиксатор с посадочным отверстием, в котором расположен шаровой деформирующий инструмент, опора выполнена в виде вала, на поверхности которого под углом к его оси расположен последовательный ряд замкнутых канавок, в каждзпо из которых помещено по одному деформирующему шару, причем посадочное отверстие крышки-фиксатора выполнено в виде продольного паза, ориентированного вдоль Оси вала.
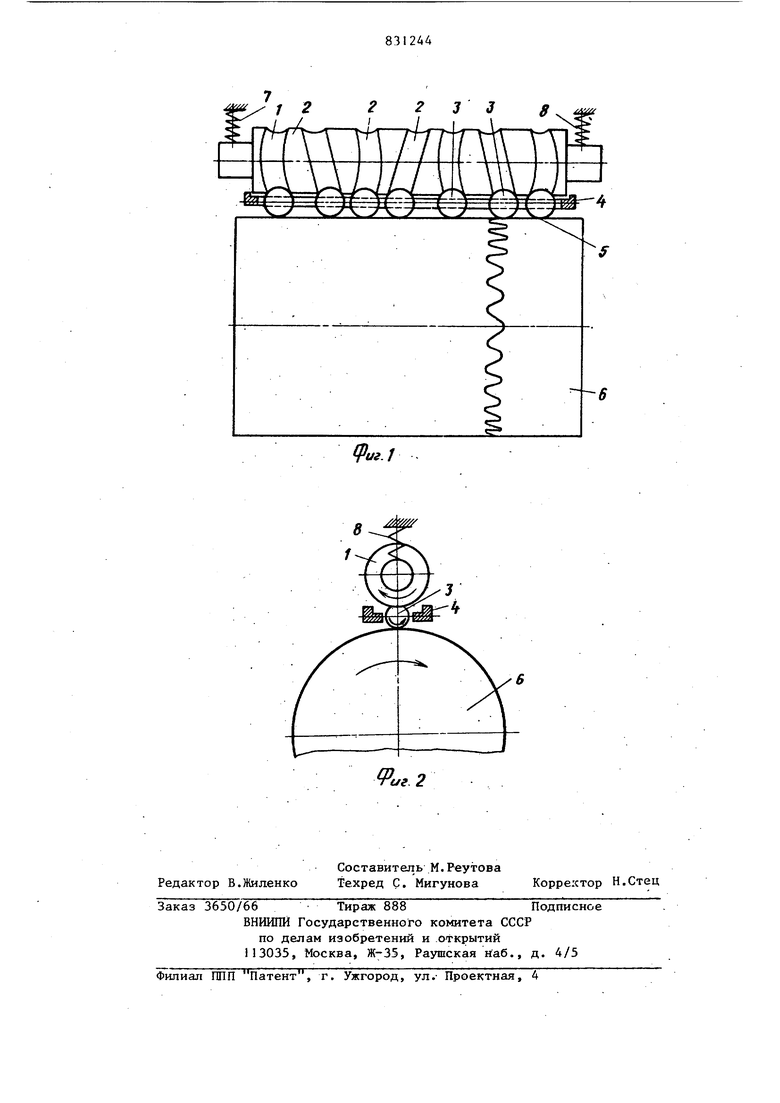
На фиг 1 изображено устройство для вибрационного обкатывания прокатного валка, вид спереди; на фиг. 2 то же, вид сбоку.
Устройство состоит из всша I , на поверхности которого расположены направляющие замкнутые канавки 2, в которых установлены деформирующие шары 3, Крышка-фиксатор 4 имеет продольный паз 5, ориентированный вдоль оси вала 1 и прокатного валка 6. Уравновешивающее устройство, например пружины 7, 8, обеспечивают нрижатие вала 1 через шары 3 к прокатному валку 6.
Устройство работает следующим образом.
Валу 1, закрепленному с возможностью поворота в прокатной клети и прижатому пружинами 8 через деформируиадие шары 3 к прокатному валу 6 за счет трения, через шары 3 от валка 6, сообщается вращение. При вращении вала 1 и прокатного валка б дефор «1рующие шары 3 катятся по замкнутым кана;вкам 2 вала 1 и поверхности прокатного валка 6 и, так как замкнутые канавки 2 выполнены под углом к оси вала 1, деформирукяцие шары 3 одновременно перемещаются вдоль продольного паза 5 крьшгки-фйксатора 4, совершая колебательные движения с периодом, равным времени одного полного оборота вала 1. Траектория движения каждого из шаров 3 по поверхности вращающегося прокатного валка 6 представля.ет собой периодически , например синусоидальную линию, амплитуда которой зависит от угла наклона канавки 2 к оси вала 1, а период от соотношения радиусов вала 1 и прокатного валка 6. При этом будет осуществляться виброобрабатывание прокатного валка 6.
Количество, взаимное расположение и форму канавок 2 выбирают из условий получения заданной микрогеометрии поверхности рабочего вала 6.
Благодаря выполнению опоры в виде вала, на поверхности которого под углом к его оси расположен последовательный ряд замкнутых канавок, в каждую из которых помещено по одному деформирующему шару, причем посадочное отверстие крьш1ки-фиксатора выполнено в виде продольного паза, ориентированного вдоль оси вала, в котором смещаются деформирующие шары, и за счет объединения функций опоры шара и привода его колебательного движения упрощается конструкция устройства. Кроме .того, в предлагаемом устройстве достигается предотвращение проскальзываний шаров относительно опоры, так как шары катятся по поверхности прокатного валка и вала,
что обеспечивает снижение износа шаров и опоры.
Формула изобретения
Устройство для вибрационного обкатывания прокатного валка в клети, содержащее шаровой деформирующий инструмент с опорой, снабженный уравновешивакицим устройством, и крыш5 ку-фиксатор с посадочным отверстием, в котором расположен шаровой деформируюпщй инструмент, о т.л ич а ю щ е е с я тем, что, с целью упрощения конструкции, опора выполнена
0 в виде вала,, на поверхности которого под углом к его оси расположен последователыый ряд замкнутых канавок, в каадую из которых помещено по одному деформирующему шаРу, причем посадочное отверстие крьш1ки-фиксатора выполнено в виде продольного паза, ориентированного вдоль оси вала,
Источники информации,
0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 151662, кл. В 2 В 28/04,
В 21 В 28/02, 1962.
2,Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях
и их эксплуатационные свойства. Л., Машиностроение, 1972. с. 41.
, /
6
fpu.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел прокатной клети | 1981 |
|
SU946708A1 |
| Устройство для вибрационного обкатывания прокатного валка в клети | 1980 |
|
SU929261A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2184024C1 |
| Опора прокатного валка | 1986 |
|
SU1340847A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ ВАЛКАМИ | 2014 |
|
RU2631223C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201323C2 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
В
иг 2
