(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОГИБА ПРОКАТА
но непрерывной работе в условиях прокатных цехов металлургических заводов.Выполнение этого требования приводит к усложнению схемы и снижению ее надежности, что приводит к аварийнЕлм остановкам прокатного стана.
Цель изобретения - упрощение устройства и повышение его надежности.
Указанная цель достигается тем, что в устройство для контроля прогиба проката, включающее датчик прогиба полосы, элемент сравнения, первый выход которого подключен к нуль-органу, а вход через первый генератор развертки и. ключ соединен с генератором тактовых импульсов, при этом управляющий вход ключа связан через первыйэлемент И с выходами командного устройства и первого триггера, а вход сброса первого генератора развертки и вход установки первого триггера соединены с выходом командного блока через элемент НЕ, введены два элемента И и элемент НЕ и второй генератор развертки, включенный между первым выходом датчика прогиба полосы и элементом сравнения, а также второй триггер, причем второй выход датчика прогиба полосы соединен с первыми входами второго и третьего элементов И, а вторые входы второго и третьего элементов Исвязаны с выходом нуль-органа через элемент НЕ и непосредственно, выходы элементов И соединены со входами взорого триггера и кроме того, выход третьего элемента И связан со входом сброса первого триггера.
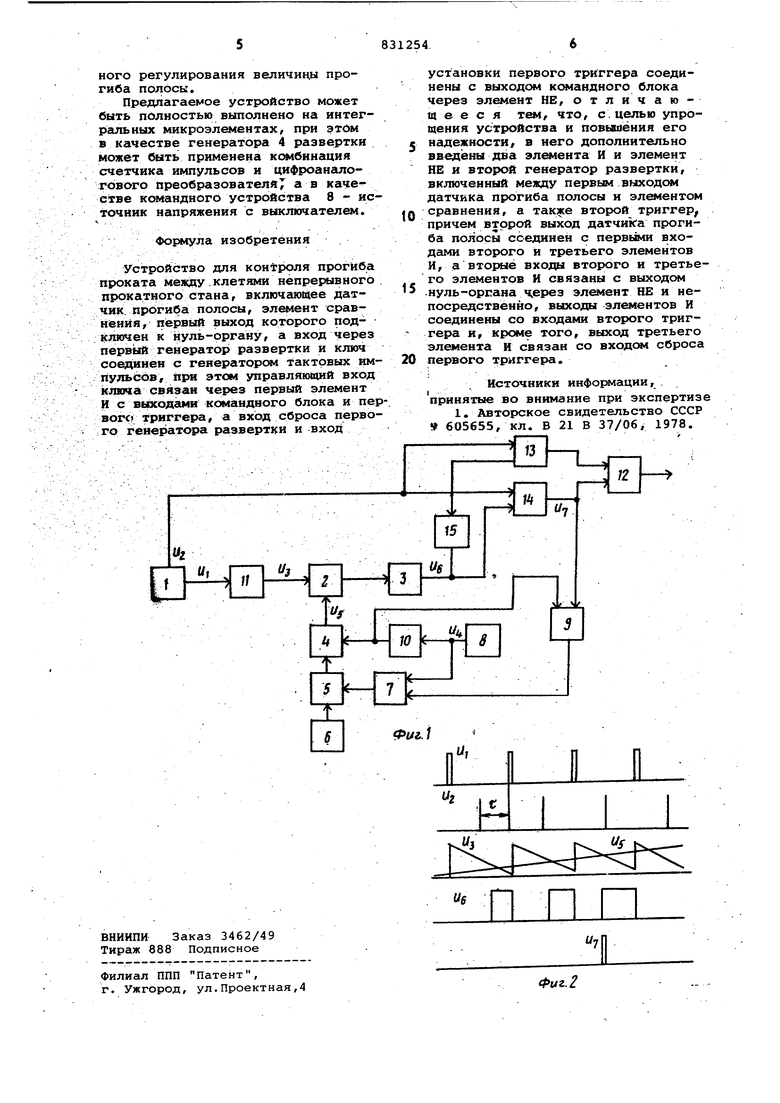
На фиг.1 представлена блок-схема устройства; на фиг..2 - диаграмм напряжений на выходах его элементов .
Устройство для контроля прогиба проката содержит датчик I прогиба полосы, элемент 2 сравнения, выход которого подключен к нуль-органу 3 а вход через первый генератор 4 развертки и ключ 5 соединен с генератором б тактовых импульсов. Упраляющий вход ключа 5 через элемент И 7 связан с.выходами командного устройства 8 и первого триггера 9. Вход сброса генератора 4 развертки и вход установки триггера 9 соединены с выходом командного устройства 8 через элемент НЕ 10. Имеется также второй генератор- 11 развертки, включенный между первым выходом датчика 1 прогиба и элементом 2 сравнения, а также второй триггер 12 знака отклонения прогй, ба. Второй выход датчика 1 прогиба соединен со входами триггера 12 знака отклонения прогиба и входом сброса первого триггера 9 через дополнительные элементы И 13 и 14, другие входы которых подключены к выходу нуль-органа 3 непосредственно и через инвертор 15.
Предлагаемое устройствЬ работает следующим образом.
Датчик 1 прогиба полосы образует на выходах две последовательности опорных Ц, и сигнальных U 2 импульсов. Сдвиг по фазе С между ними пропорционален величине прогиба полосы относительно некоторой фиксированной точки, №лпульсы U запускают второй генератор 11 развертки и его выходное напряжение % скачкообразно возрастает в мсмиент появления опорного импульса Uy, после этого убывает по линейной зависимости во времени. При (Гастройке стана выход U4 командного устройства 8 равен
О, триггер 9 устагенератор 4 разверт. новлен в
ки сброшен в О ключ 5 закрыт. Для перехода на режим контроля напряжение 04 устанавливается равным , ключ 5 открывается и ВЕ 1Ходное напряжение U генератора 4 развертки возрастает. В моменты времени, когда Ug- U, выходное напряжение U нуль-органа 3 становится равным , и в целом напряжение и принимает вид прямоуголь ных импульсов, передний фронт которых совпадает с моментом, когда % U-j, а задний фронт - с моментом появления опорного импульса U причем длительность импульсов U постепенно возрастает. В момент, когда передний фронт импульса U совпадает с моментом появления сигнального импульса 112 на вы-. ходе элемента И 14 возникает импульс и, который перебросит тригО
гер 9 в
что приводит к закрыванию ключа 5 и прекращению роста, напряжения Ug на выходе генератора 4 развертки.
Таким образом, устройство запсшнит величину сдвига О за между опорным и сигнальным импульсами в момент перехода и в дальнейшем импульс U начинаться со сдвигом TJo по отношению к опорным импульсам U. Сигнальный импульс поступает также на входы триггера 12 знака отклонения прогиба через элементы И 13 и 14. Другие входы элементов И 13 и 14 соединены с выходом нуль-органа 3 непосредственно и через инвертор 15. Таким образом, триггер 12 перебрасывается импульсом и в , если и 2. совпадает с импульсом .и, т.е. прогиб превьшает заданную величину, или перебрасывается в O если прогиб менее заданной BejjHчины. Выходной сигнал.триггера 12 может быть использован для релейного регулирования величины прогиба полосы.
Предлагаемое устройство может быть полностью выполнено на интегральных микроэлементах, при этом в качестве генератора 4 развертки может быть применена ксмбинация счетчика импульсов и цифроансшогового преобразователя а в качестве кс андного устройства 8 - источник напряжения с выключателем.
. ,
; Формула изобретения
Устройство для контроля прогиба проката между.клетями непрерывного прокатного стана, включаюьаее датчик. прОгиС5а полосы, элемент сравн;енйя, первый выход которого подключен к нуль-органу, а вход через первый генератор развертки и ключ соединен с генератором тактовых импульсов, при этом управляюьщй вход клпна связан через первый элемент И с выходами командного блока и пе вого триггера, а вход сброса первого генератора развертки и вход
установки первого триггера соединены с выходом командного блока через элемент НВ, отличающее с я тем, что, с.целью упрощения устройства и повышения его надежности, в него дополнительно введены два элемента И и элемент НЕ к второй генератор развертки, включенный между первым выходом датчика прогиба полосы и элементом сравнения, а также второй триггер,
0 причем второй выход дaтчиka прогиба полосы соединен с первыми входами второго и третьего элементов Hf а вторые входы второго и третьего элементов И связаны с выходом
5 нуль-органа через элемент НЕ и непосредственно, выходы элементов И соединены со входами второго триггера и, кроме того, ВЕСсод третьего элемента и связан со входсм сброса
0 первого триггера.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 605655, кл. В 21 В 37/06, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля прогиба прокатываемой полосы | 1981 |
|
SU995947A1 |
| Устройство для регулирования натяжения проката | 1983 |
|
SU1094634A1 |
| Устройство для контроля прогиба проката | 1978 |
|
SU737043A1 |
| Устройство для контроля прогиба проката | 1976 |
|
SU605655A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| Электропривод постоянного тока | 1987 |
|
SU1480076A1 |
| Устройство для определения входных геометрических размеров проката | 1982 |
|
SU1026868A1 |
| Устройство для регулирования петли проката | 1990 |
|
SU1763061A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
