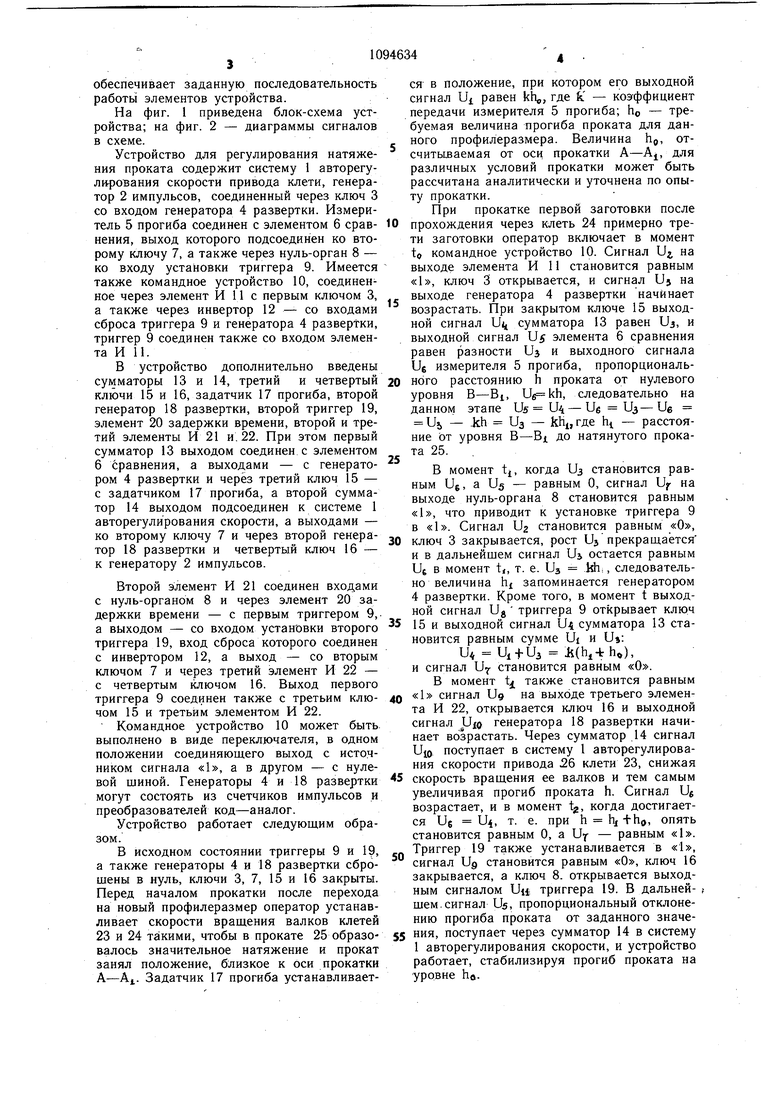
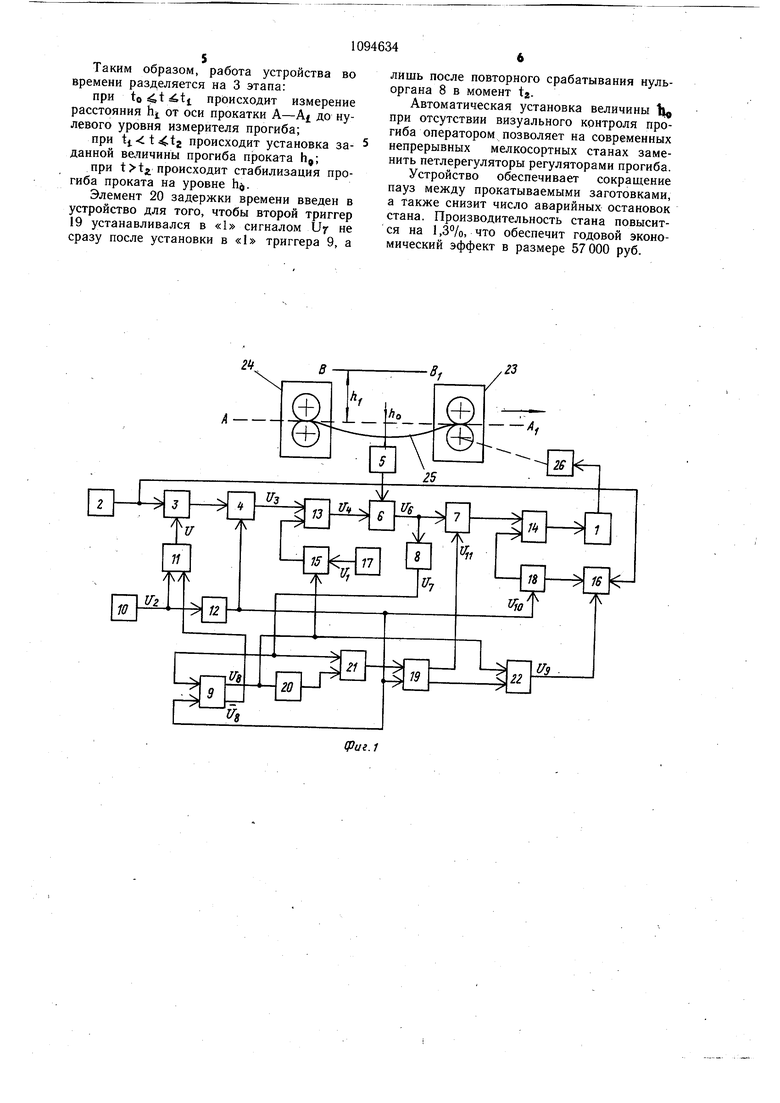
Изобретение относится к прокатному производству и может быть использовано на непрерывных мелкосортных прокатных станах. Известно устройство для автоматической стабилизации режима прокатки в группах клетей непрерывных сортопрокатных станов, использующее в качестве критерия величины натяжения протката в промежутках между клетями величину прогиба проката под действием силы тяжести. При этом в качестве уставки прогиба для автоматической стабилизации используется значение прогиба, установленное в процессе настройки стана оператором, который оценивает точность настройки как визуально по величине прогиба, так и по обмерам готового проката 1. Недостатком устройства является то, что при его применении невозможно автоматизировать процесс настройки стана и поэтому оно не может быть применено на современных мелкосортных прокатных станах, где из-за конструктивных особенностей стана оператор не может визуально оценить величину прогиба, и для регулирования натяжения проката используются петлерегуляторы. При этом производительность стана используется не полностью, так как из-за необходимости возврата петледержателей в исходное состояние после прокатки очередной заготовки пауза между заготовками должна быть большей, чем при прокатке с регулированием прогиба. Аварийные повреждения механической системы петледержателей также приводят к дополнительным остановкам стана и потере его производительности. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, в котором система авторегулирования скорости привода клети соединена с генератором импульсов через ключ, генератор развертки, элемент сравнения и второй ключ. Элемент сравнения соединен с измерителем прогиба проката, а также через нуль-орган - со входом установки триггера. Имеется также командное устройство, соединенное через элемент И с управляющим входом второго ключа, а через инвертор - со входами сброса генератора развертки и триггера, выходы которого подсоединены к управляющему входу второго ключа и элементу И. В период настройки сигнал на выходе командного устройства равен «О, триггер и генератор развертки сброщены в «О, ключи закрыты. Для перехода на режим автоматической стабилизации прогиба проката на выходе командного устройства устанавливается «1, второй ключ открывается, и сигнал на выходе генератора развертки возрастает. В момент, когда сигнал на выходе генератора развертки становится равным напряжению на выходе измерителя прогиба, выходной сигнал нуль-органа перебрасывает триггер в «1, первый ключ закрывается, а второй открывается, соединяя выход элемента сравнения с системой авторегулирования 2. Недостатком известного устройства является то, что оно не позволяет автоматизировать процесс настройки -стана, что не дает возможности использовать его на современных мелкосортных .станах вместо петлерегуляторов и тем самым повысить производительность этих станов. Целью изобретения является повышение производительности стана. Поставленная цель достигается тем, что в устройство для регулирования натяжения проката между клетями непрерывного сортопрокатного стана, содержащее систему авторегулирования скорости привода клети, генератор импульсов, соединенный через первый ключ со входом первого генератора развертки, измеритель прогиба проката, соединенный с элементом сравнения, выход которого подсоединен ко второму ключу, а также через нуль-орган - ко входу установки первого триггера, и командное устройство, соединенное через первый элемент И с первым ключом и через инвертор - со входами сброса первого триггера и первого генератора развертки, при этом первый триггер соединен со входом первого элемента И, дополнительно введены два сумматора, третий и четвертый ключи, задатчик прогиба, второй генератор развертки, второй триггер, элемент задержки времени, второй и третий элементы И, при этом первый сумматор выходом соединен с элементом сравнения, а входами - с первым генератором развертки и через третий ключ - с задатчиком прогиба, второй сумматор выходом подсоединен к системе авторегулирования скорости, а входами - ко второму ключу и через второй генератор развертки и четвертый ключ - к генератору импульсов, второй элемент И соединен входами с нуль-органом и через элемент задержки времени - с первым триггером, а выходом - со входом установки второго триггера, вход сброса которого соединен с инвертором, а выходы - со вторым ключом и через третий элемент И - с четвертым ключом, причем выход первого триггера соединен с третьим ключом и третьим элементом И. При таком исполнении устройства обеспечивается запоминание положения проката в натянутом состоянии, ас помощью задатчика прогиба и второго генератора развертки осуществляется задание, установка и стабилизация требуемой величины прогиба проката. Введение второго триггера обеспечивает заданную последовательность работы элементов устройства. На фиг. 1 приведена блок-схема устройства; на фиг. 2 - диаграммы сигналов в схеме. Устройство для регулирования натяжения проката содержит систему 1 авторегули рования скорости привода клети, генератор 2 импульсов, соединенный через ключ 3 со входом генератора 4 развертки. Измеритель 5 прогиба соединен с элементом 6 сравнения, выход которого подсоединен ко второму ключу 7, а также через нуль-орган 8 - ко входу установки триггера 9. Имеется также командное устройство 10, соединенное через элемент И 11 с первым ключом 3, а также через инвертор 12 - со входами сброса триггера 9 и генератора 4 развертки, триггер 9 соединен также со входом элемента И И. В устройство дополнительно введены сумматоры 13 и 14, третий и четвертый ключи 15 и 16, задатчик 17 прогиба, второй генератор 18 развертки, второй триггер 19, элемент 20 задержки времени, второй и третий элементы И 21 и. 22. При этом первый сумматор 13 выходом соединен с элементом 6 сравнения, а выходами - с генератором 4 развертки и через третий ключ 15 - с задатчиком 17 прогиба, а второй сумматор 14 выходом подсоединен к системе 1 авторегулирования скорости, а выходами - ко второму ключу 7 и через второй генератор 18 развертки и четвертый ключ 16 - к генератору 2 импульсов. Второй элемент И 21 соединен входами с нуль-органом 8 и через элемент 20 задержки времени - с первым триггером 9, а выходом - со входом установки второго триггера 19, вход сброса которого соединен с инвертором 12, а выход - со вторым ключом 7 и через третий элемент И 22 - с четвертым ключом 16. Выход первого триггера 9 соединен также с третьим ключом 15 и третьим элементом И 22. Командное устройство 10 может быть выполнено в виде переключателя, в одном положении соединяющего выход с источником сигнала «1, а в другом - с нулевой щиной. Генераторы 4 и 18 развертки могут состоять из счетчиков импульсов и преобразователей код-аналог. Устройство работает следующим образом. В исходном состоянии триггеры 9 и 19, а также генераторы 4 и 18 развертки сброшены в нуль, ключи 3, 7, 15 и 16 закрыты. Перед началом прокатки после перехода на новый профилеразмер оператор устанавливает скорости вращения валков клетей 23 и 24 такими, чтобы в прокате 25 образовалось значительное натяжение и прокат занял положение, близкое к оси прокатки А-А.. Задатчик 17 прогиба устанавливается в положение, при котором его выходной сигнал Ui равен kh,, где k - коэффициент передачи измерителя 5 прогиба; h - требуемая величина прогиба проката для данного профилеразмера. Величина h, отсчитываемая от оси прокатки А-А, для различных условий прокатки может быть рассчитана аналитически и уточнена по опыту прокатки. При прокатке первой заготовки после прохождения через клеть 24 примерно трети заготовки оператор включает в момент to командное устройство 10. Сигнал Uj, на выходе элемента И 11 становится равным «1, ключ 3 открывается, и сигнал Uj на выходе генератора 4 развертки начинает возрастать. При закрытом ключе 15 выходной сигнал J| сумматора 13 равен Uj, и выходной сигнал U5 элемента 6 сравнения равен разности Uj и выходного сигнала Ue измерителя 5 прогиба, пропорционального расстоянию h проката от нулевого уровня В-BI, , следовательно на данном этапе Us U - Ug УЗ- Ue U5 - .kh Ua - КН|,где h - расстояние От уровня В-BjL до натянутого проката 25. В момент tj, когда из становится равным Ug, а Us - равным О, сигнал U на выходе нуль-органа 8 становится равным «1, что приводит к установке триггера 9 в «1. Сигнал Ua становится равным «О, ключ 3 закрывается, рост Uj прекращается и в дальнейщем сигнал Uj остается равным Ut в момент tj, т. е. Us kh,, следовательно величина hj запоминается генератором 4 развертки. Кроме того, в момент t выходной сигнал Uj триггера 9 открывает ключ 15 и выходной сигнал U сумматора 13 становится равным сумме Uj и U4 Ц + из li(hj-th), и сигнал и становится равным «О. В момент t также становится равным «1 сигнал Ug на выходе третьего элемента И 22, открывается ключ 16 и выходной сигнал Uio генератора 18 развертки начинает возрастать. Через сумматор 14 сигнал поступает в систему 1 авторегулирования скорости привода 26 клети 23, снижая скорость вращения ее валков и тем самым увеличивая прогиб проката h. Сигнал Uj возрастает, и в момент tg, когда достигается Ug и, т. е. при h h, fho, опять становится равным О, а - равным «1. Триггер 19 также устанавливается в «1, сигнал Ug становится равным «О, ключ 16 закрывается, а ключ 8. открывается выходным сигналом Uti триггера 19. В дальнейщем. сигнал Us, пропорциональный отклонению прогиба проката от заданного значения, поступает через сумматор 14 в систему 1 авторегулирования скорости, и устройство работает, стабилизируя прогиб проката на уровне ha.
Таким образом, работа устройства во времени разделяется на 3 этапа:
при происходит измерение расстояния hj от оси прокатки А-А до нулевого уровня измерителя прогиба;
при tj-it tg происходит установка заданной величины прогиба проката h,;
при t t; происходит стабилиззция прогиба проката на уровне h.
Элемент 20 задержки времени введен в устройство для того, чтобы второй триггер 19 устанавливался в «1 сигналом Ur не сразу после установки в «1 триггера 9, а
лишь после повторного срабатывания нульоргана 8 в момент tj.
Автоматическая установка величины 1 при отсутствии визуального контроля прогиба оператором позволяет на современных непрерывных мелкосортных станах заменить петлерегуляторы регуляторами прогиба.
Устройство обеспечивает сокращение пауз между прокатываемыми заготовками, а также снизит число аварийных остановок стана. Производительность стана повысится на 1,3%, что обеспечит годовой экономический эффект в размере 57000 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля прогиба прокатываемой полосы | 1981 |
|
SU995947A1 |
| Устройство для контроля прогиба проката | 1976 |
|
SU605655A1 |
| Устройство для контроля прогиба проката | 1978 |
|
SU737043A1 |
| Устройство для регулирования петли проката | 1990 |
|
SU1763061A1 |
| Устройство для контроля прогибапРОКАТА | 1979 |
|
SU831254A1 |
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТА между клетями непрерывного сортопрокатного стана, содержащее систему авторегулирования скорости привода клети, генератор импульсов, соединенный через первый ключ с входом первого генератора развертки, измеритель прогиба проката, соединенный с элементом сравнения, выход которого подсоединен к второму ключу, а также через йуль-орган к входу установки первого триг; гера, и командное устройство, соединенное через первый элемент И с первым ключом и через инвертор с входами сброса первого, триггера и первого генератора развертки, при этом первый триггер соединен с входом первого элемента И, отличающееся тем, что, с целью повышения производительности стана, в него дополнительно введены два сумматора, третий и четвертый ключи, задатчик прогиба, второй генератор развертки, второй триггер, элемент задержки времени, второй и третий элементы И, при этом первый сумматор выходом соединен с элементом сравнения, а входами - с первым генератором развертки и через третий ключ с задатчиком прогиба, второй сумматор выходом подсоединен к системе авторегулирования скорости, а входами - к второму ключу и через второй генератор развертки (Л и четвертый ключ к генератору импульсов, второй элемент И соединен входами с нульорганом и через элемент задержки времени с первым триггером, а выходом - с входом установки второго триггера, вход сброса которого соединен с инвертором, а выходы - со вторым ключом и через третий элемент И с четвертым ключом, причем выход первого триггера соединен с третьим со ключом и третьим элементом И. 4 О5 СО 
Vi
фиг, 2
ifia
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР №210791, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Смеситель непрерывного действия | 1975 |
|
SU605666A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
