(54) СПОСОБ ИЗГОТСВЛЕНИЯ ОТЛИВОК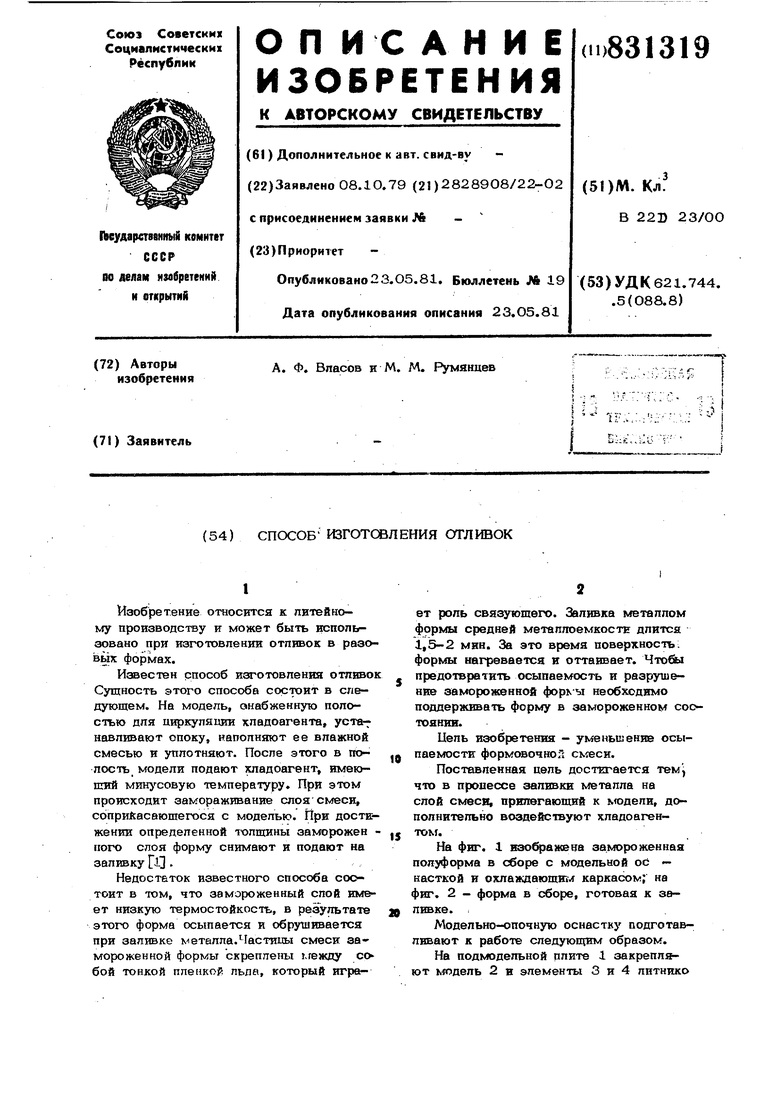
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейной формы | 1980 |
|
SU910312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2252103C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ НА ЦЕМЕНТНОМ СВЯЗУЮЩЕМ ДЛЯ ПРОИЗВОДСТВА ТОЧНЫХ ОТЛИВОК | 2007 |
|
RU2326750C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления неразъемных литейных форм | 1983 |
|
SU1171186A1 |
I
Изобретение относится к питейному производству и может быть использовано при изготовлении отливок в разовых формах.
Известен рпособ изготовления отпиво Сушность этого способа состоит в спеяующем. На модель, онабженную полостью для циркуляции кладоагента, устанавливают опоку, наполняют ее влажной смесью и уплотняют. После этого в Полость, модели подают хладоагент, имеющий мин - совую температуру. При этом происходит замораживание слоя смеси, соприкасающегося с моделью. При достижении определенной толщины заморожен пого слоя форму снимают и подают на заливку М .
Недостаток известного способа состоит в том, что замороженный слой имеет низкую термостойкость, в результате этого форма осыпается и обрушивается при заливке К1еталла.4астииы смеси замороженной формы скреплены г.гежду со бой тонкой льда, который играгет роль связующего. Заливка металлом формы средней металлоемкости длится 1,5-2 мин. За это время поверхность: формы нагревается и оттаивает. Чтобы предотвратить осыпаемость и разрушение замороженной форк-ы необходимо поддерживать форму в замороженном сотоянии.
Цель изобретения - уменьшение осыпаемости формовочной смеси.
Поставленная цель достигается тем , что в проиессе заливки металла на слой смеси, прилегающий к кюдели, дополнительно воздействуют хладоагенTOKf.
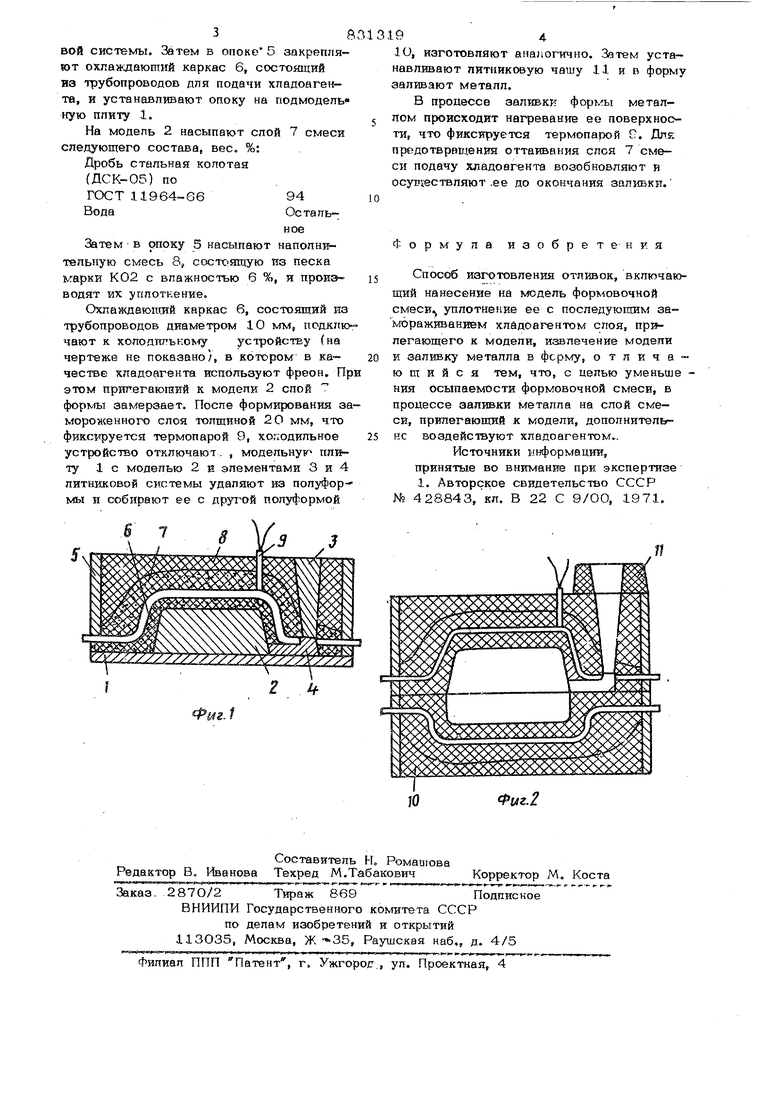
На фиг. 1 взо ажена замороженная полуформа в сборе с модельной ос - насткой н охлаждающшл каркасом; на фиг. 2 - форма в сборе, готовая к заливке. :
Модельно-опочную оснастку подготавливают к работе следующим образом.
На подмо дельно и плите 1 закрепляют к-юдель 2 и элементы 3 и 4 литнико
