Изобретение относится к сварочному оборудованию, а именно к устройствам для сварки неповоротных стыков труб, преимущественно в контролируемой атмосфере и в стесненных условиях, и может быть применено при сварке в монтажных и заводских условиях трубопроводов в химическом маши ностроении и других отраслях.. Известно устройство для дуговой сварки неповоротных стыков труб малы диаметров, в котором подача присадочной проволоки осуществляется за счет вращательного перемещения устройства вокруг свар 1ваемых труб в сочетании с пневматическим приводо механизма подачи проволоки, что позв ляет уменьшить габариты устройства, благодаря исключению электродвигателя механизма подачи Однако при этом конструкция устройства усложняется. Наиболее близким к предложенному по технической су1дности является уст ройство, содержащее корпус, приводную планшайбу со сварочной горелкой и кожухом, механизм крепления устройст ва на трубе.и механизм для подачи присадочной проволоки по спирали вокруг свариваемой трубы 2. в этом устройстве механизм подачи присадочной проволоки может быть либо включен постоянно, либо выключен постоянно. Однако при сварке труб из жаропрочных высоколигированных сплавов с толщиной стенок 4 мм и более, необходимо варить сначала корневой шов беэ подачи присадочной проволоки; а последующее заполнение разделки шва производить с подачей присадочной проволоки Переход с одного режима сварки к другому .в большинстве случаев необходимо производить, ие прерывая процесса сварки, не нарушая термического цикла. Все это невозможно получить при помощи данного устройства. Целью изобретения является получение высокого качества св.арных соединений труб, преимущественно из жаропрочных высоколегированных сплавов путем обеспечения непрерывности процесса сварки при переходе, с режима сварки корневого шва без подачи присадочной проволоки на режим заполнения разделки присадочной проволокой, по крайней мере, за один проход. Для достижения поставленной цели устройство снабжено механизмом
ля стопорения подачи присадочной проволоки, выполненным в виде упора, расположенного на корпусе, и подпружиненного двуплечего рычага, закрепленного на приводной планшайбе с возможностью взаимодействия дним плечом с механизмом для подачи присадочной проволоки, а вторым плечом с вышеупомянутьгм упором.
Кроме того, устройство снабжено механизмом шагового перемещения сварочной горелки в радиальном направлении при многопроходной сварке,установленного на корпусе с возможностью взаимодействия с копиром в момент контактирования двуплечего рычага с упором.
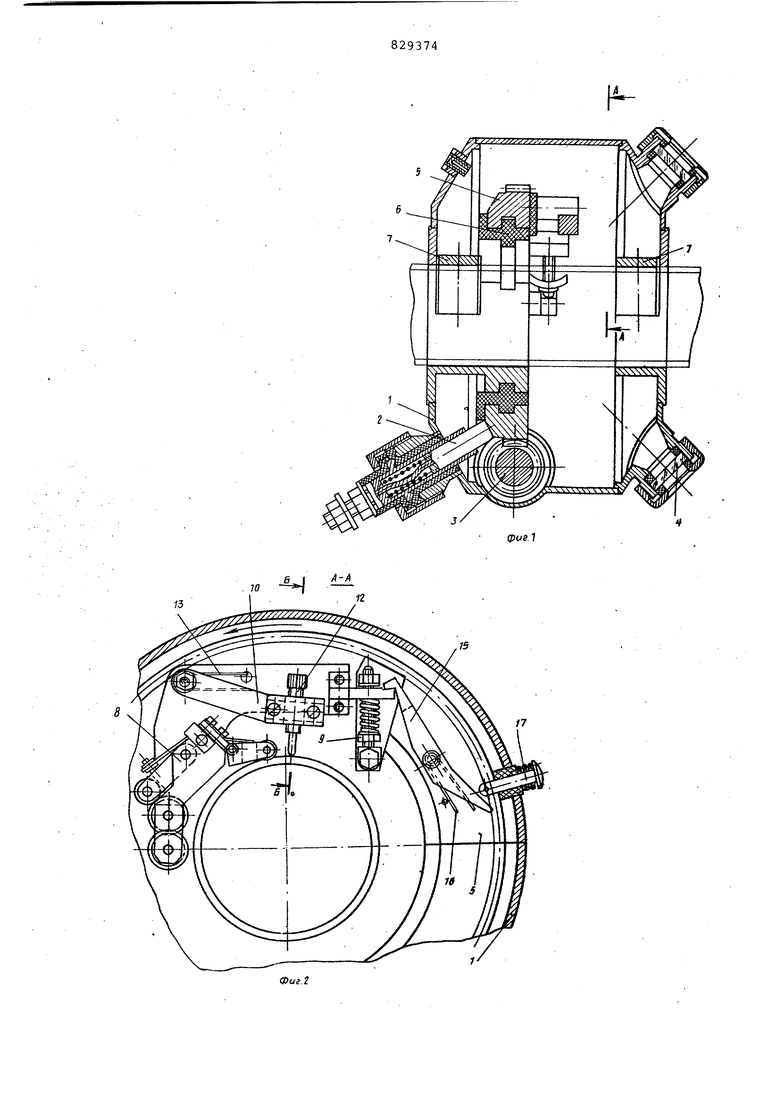
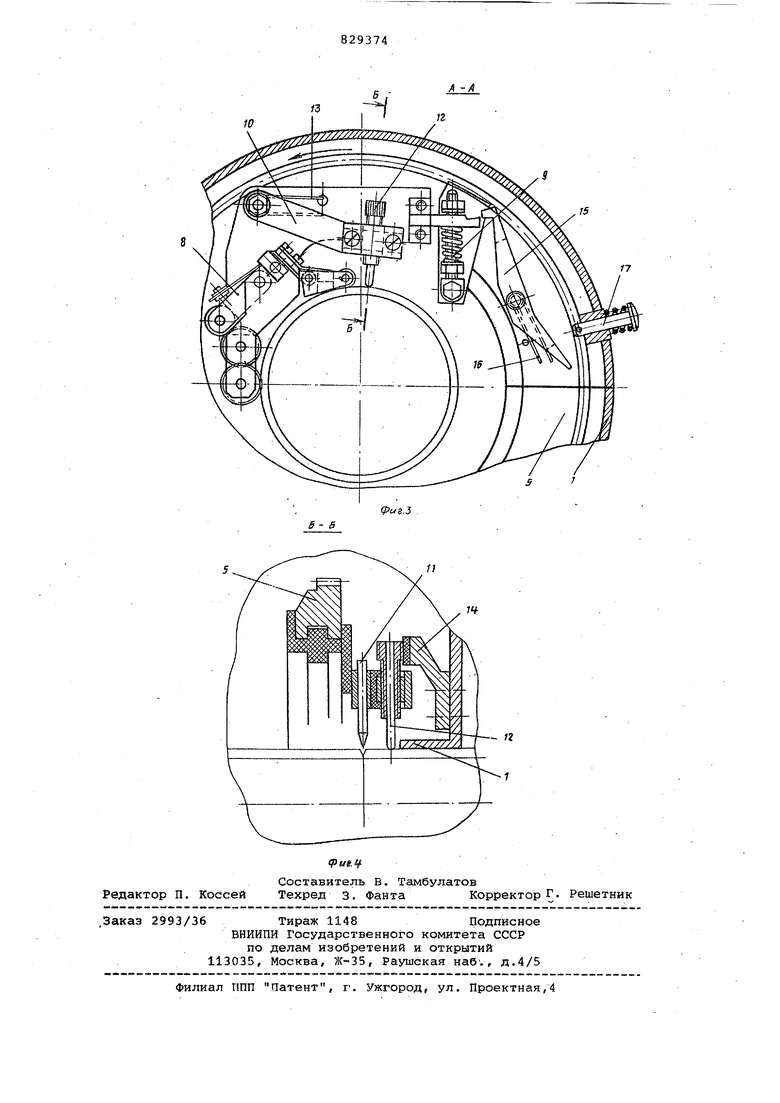
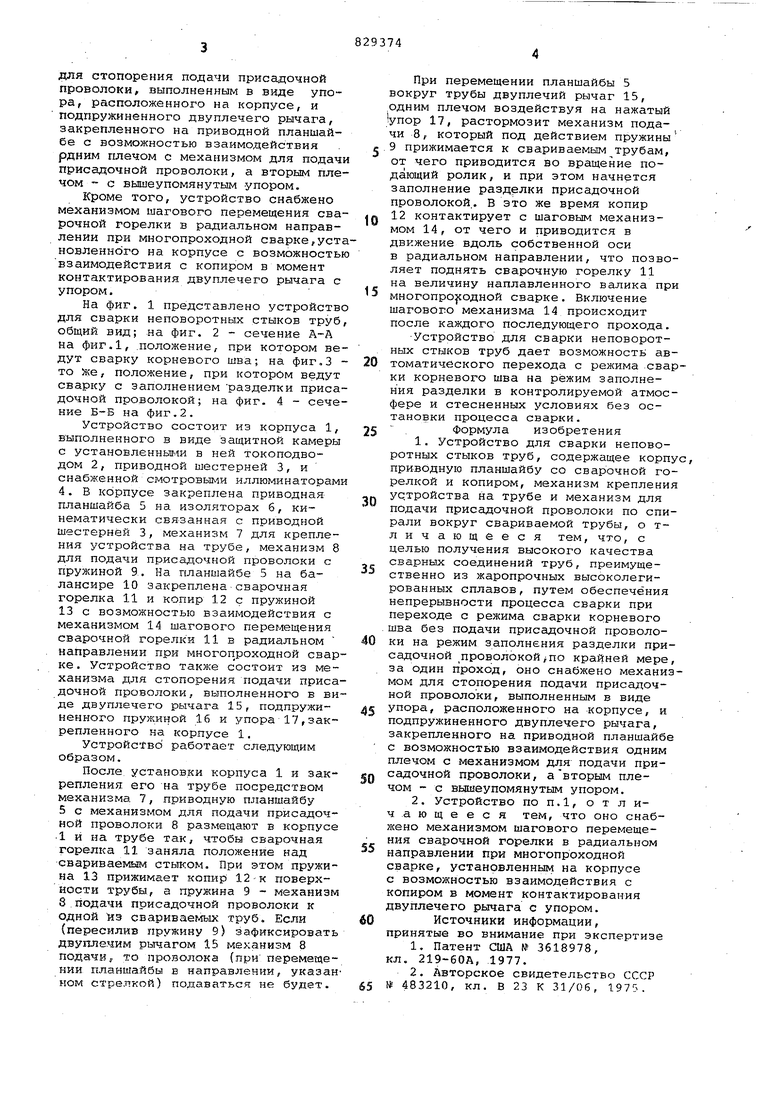
На фиг. 1 представлено устройство для сварки неповоротных стыков труб, общий вид; -на фиг. 2 - сечение А-Л на фиг.1, дюложение, при котором ведут сварку корневого шва; на фиг.З то Же, положение, при котором ведут сварку с заполнением разделки присадочной проволокой; на фиг. 4 - сечение Б-Б на фиг,2.
Устройство состоит из корпуса 1, выполненного в виде защитной камеры с установленными в ней токоподводом 2, приводной шестерней 3, и снабженной смотровыми иллюминаторами 4. В кбрпусе закреплена приводная планшайба 5 на изоляторах 6, кинематически связанная с приводной шестерней 3, механизм 7 для крепления устройства на трубе, механизм 8 для подачи присадочной проволоки с пружиной 9.. На планшайбе 5 на балансире 10 закреплена сварочная горелка 11 и копир 12 с пружиной 13 с возможностью взаимодействия с механизмом 14 шагового перемещения сварочной горелки 11 в радиальном направлении при многопроходной сварке. Устройство также состоит из механизма для стопорения подачи присадочной проволоки, выполненного в виде двуплечего рычага 15, подпружиненного пружиной 16 и упора 17,закрепленного на корпусе 1.
Устройство работает следующим образом.
После, установки корпуса 1 и закрепления его на трубе посредством механизма 7, приводную планшайбу 5 с механизмом для подачи присадочной проволоки 8 размещают в корпусе 1 и на трубе так, чтобы сварочная горелка 11 заняла положение над свариваемым стыком. При этом пружина 13 прижимает копир 12-к поверхности трубы, а пружина 9 - механизм 8.подачи присадочной проволоки к одной W3 свариваемых труб. Если (пересилив пружину 9) зафиксировать двунпе.чим рычагом 15 механизм 8 подачй, то проволока {при перемещении планшайбы в направлении, указан ном стрелкой) подаваться не будет.
При перемещении планшайбы 5 вокруг трубы двуплечий рычаг 15, рдним плечом воздействуя на нажатый iynop 17, растормозит механизм подачи 8, который под действием пружины 9 прижимается к свариваемым трубам, от чего приводится во вращение подающий ролик, и при этом начнется заполнение разделки присадочной проволокой.. В это же время копир 12 контактирует с шаговым механизмом 14, от чего и приводится в движение вдоль собственной оси в радиальном направлении, что позволяет поднять сварочную горелку 11 на величину наплавленного валика пр многопро:|содной сварке. Включение шагового механизма 14 происходит после каждого последующего прохода.
Устройство для сварки неповоротных стыков труб дает возможность автоматического перехода с режима сваки корневого шва на режим заполнения разделки в контролируемой атмосфере и стесненных условиях без остановки процесса сварки.
Формула изобретения
1.Устройство для сварки неповоротных стыков труб, содержащее корп приводную планшайбу со сварочной горелкой и копиром, механизм креплени ус,тройства на трубе и механизм для подачи присадочной проволоки по спирали вокруг свариваемой трубы, о тличающееся тем, что, с целью получения высокого качества сварных соединений труб, преимущественно из жаропрочных высоколегированных сплавов, путем обеспечения непрерывности процесса сварки при переходе с режима сварки корневого шва без подачи присадочной проволоки на режим заполнения разделки присадочной проволокой, по крайней мере за один проход, оно снабжено механимом для стопорения подачи присадочной проволоки, выполненным в виде упора, расположенного на корпусе, и подпружиненного двуплечего рычага, закрепленного на приводной планшайб
с возможностью взаимодействия одним плечом с механизмом для подачи присадочной проволоки, авторым плечом - с вышеупомянутым упором.
2.Устройство по П.1, отличающееся тем, что оно снабжено механизмом шагового перемещения сварочной горелки в радиальном направлении при многопроходной сварке, установленным на корпусе
с возможностью взаимодействия с копиром в момент контактирования двуплечего рычага с упором. Источники информации, принятые во внимание при экспертизе
1.Патент США № 3618978, кл. 219-бОА, 1977.
2.Авторское свидетельство СССР № 483210, кл. В 23 К 31/06, 1975.
F
(рыг 7
75
/7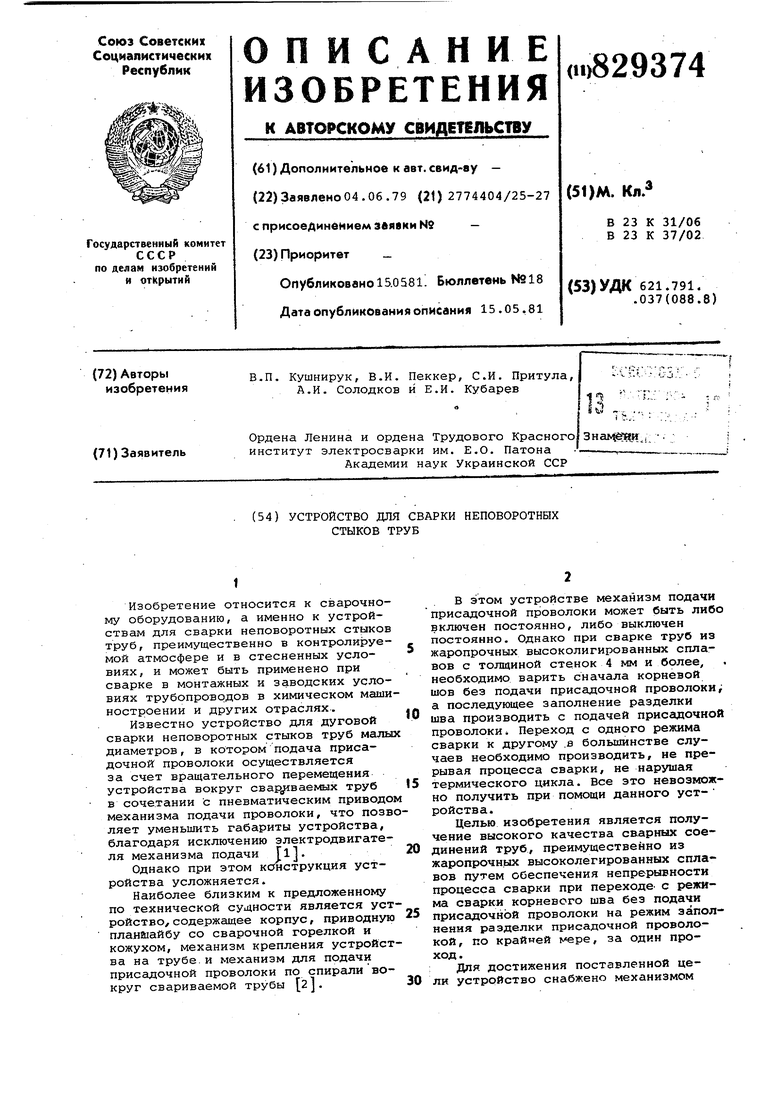
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для подачи присадочной проволоки | 1973 |
|
SU483210A1 |