(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
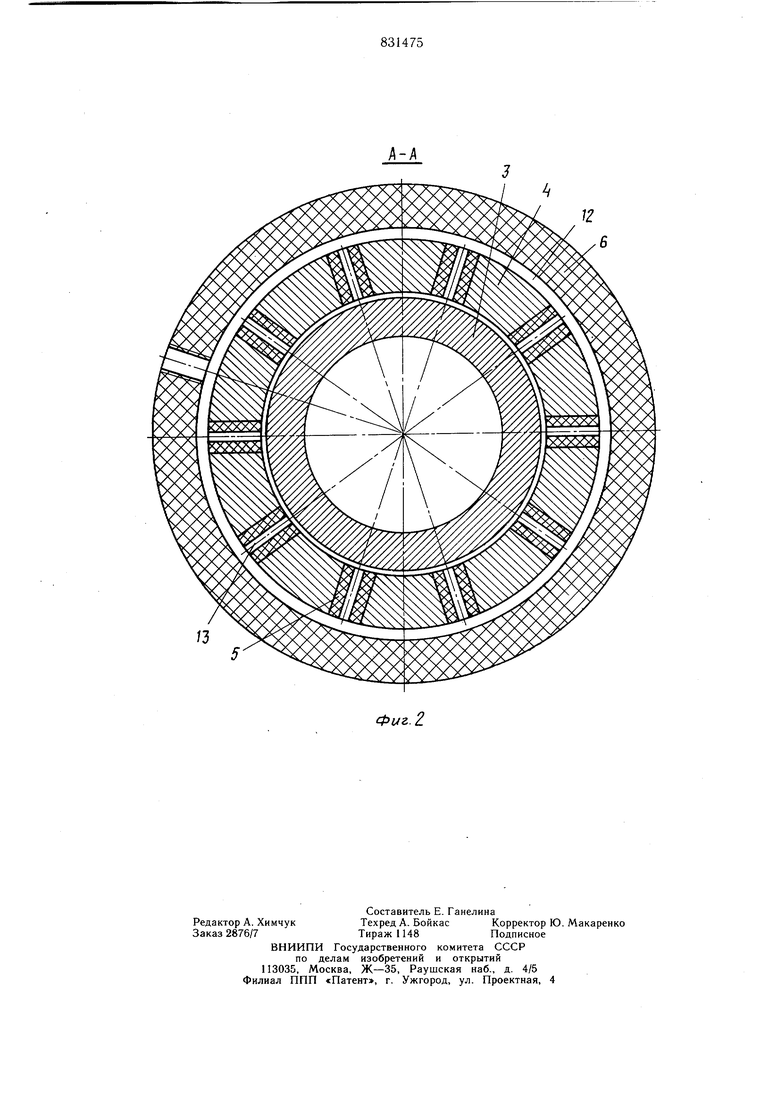
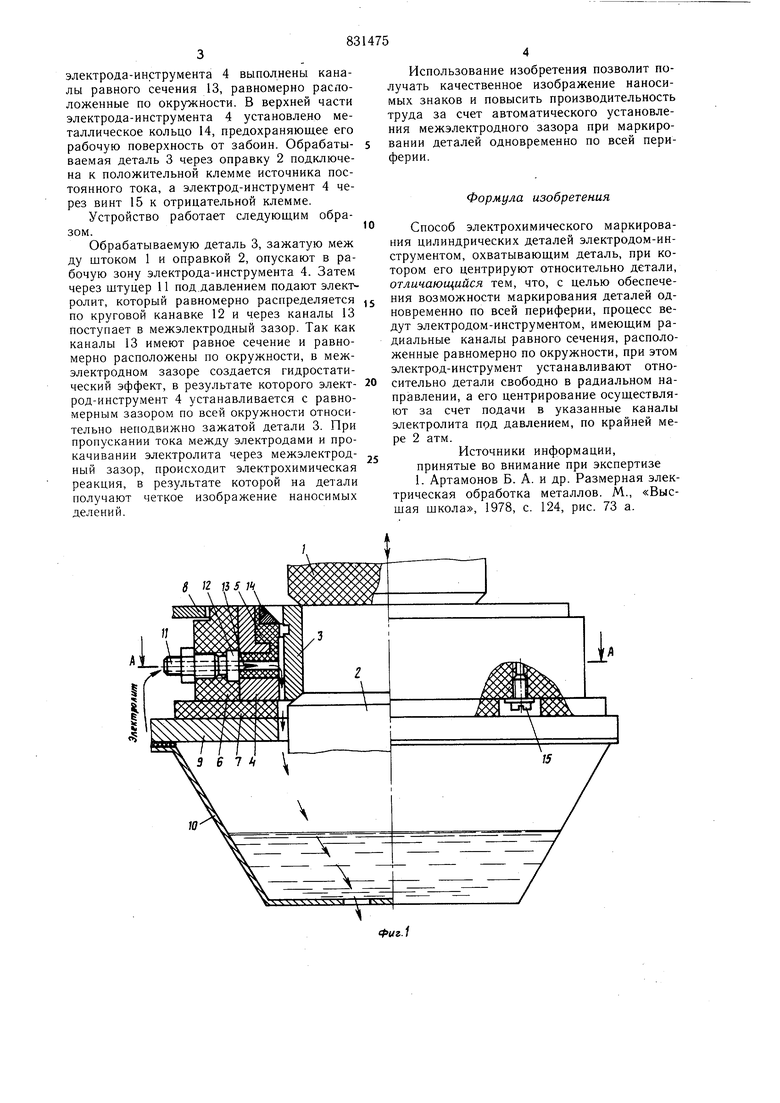
Изобретение относится к электрохимической обработке, в частности к электрохимическому маркированию цилиндрических деталей. Известен способ электрохимической обработки цилиндрических деталей электродом-инструментом, охватывающим деталь и с подачей электролита в межэлектродный зазор 1. Недостатком известного способа электрохимической обработки является невозможность обеспечения равномерного межэлектродного зазора при обработке цилиндрической детали по всей периферии. Цель изобретения - обеспечение возможности маркирования деталей одновременно по всей периферии, поддерживая при этом равномерный межэлектродный зазор по всей периферии. Поставленная цель достигается тем, что процесс ведут электродом-инструментом, имеющим радиальные каналы равного сечения, расположеннь1е равномерно по окружности, при этом электрод-инструмент устанавливают относительно детали свободно в радиальном направлении, а его центрирование осуществляют за счет подачи в указанные каналы электролита под давлением, по крайней мере 2 атм. На фиг. 1 изображено устройство реализующее способ, поперечный разрез; на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит щток 1 и оправку 2, между которыми зажата обрабатываемая деталь 3, например, кольцо с круговой щкалой для отсчета перемещений. Электрод-инструмент 4 представляет собой латунное кольцо, на рабочей поверхности которого нанесена шкала в зеркальном отображении, а остальная часть заполнена изолятором 5. Электрод-инструмент 4 заключен во фторопластовую рубащку 6 и установлен на тексто литовой планке 7, по которой может перемещаться на величину, равную зазору между рубащкой 6 и жестко закрепленной планкой 8, предохраняющей электрод-инструмент 4 от осевых перемещений. Текстолитовая планка 7 жестко соединена с диском 9, к которому прикреплен сливной бак 10. Во фторопластовую рубашку 6 ввернут штуцер 11, обеспечивающий подвод электролита в круговую канавку 12. В латунном кольце электрода-инструмента 4 выполнены каналы равного сечения 13, равномерно расположенные по окружности. В верхней части электрода-инструмента 4 установлено металлическое кольцо 14, предохраняющее его рабочую поверхность от забоин. Обрабатываемая деталь 3 через оправку 2 подключена к положительной клемме источника постоянного тока, а электрод-инструмент 4 через винт 15 к отрицательной клемме. Устройство работает следующим образом. Обрабатываемую деталь 3, зажатую меж ду штоком 1 и оправкой 2, опускают в рабочую зону электрода-инструмента 4. Затем через штуцер 11 под.давлением подают элект ролит, который равномерно распределяется по круговой канавке 12 и через каналы 13 поступает в межэлектродный зазор. Так как каналы 13 имеют равное сечение и равномерно расположены по окружности, в межэлектродном зазоре создается гидростатический эффект, в результате которого электрод-инструмент 4 устанавливается с равномерным зазором по всей окружности относительно неподвижно зажатой детали 3. При пропускании тока между электродами и прокачивании электролита через межэлектродный зазор, происходит электрохимическая реакция, в результате которой на детали получают четкое изображение наносимых делений.
VUi Использование изобретения позволит получать качественное изображение наносимых знаков и повысить производительность труда за счет автоматического установления межэлектродного зазора при маркировании деталей одновременно по всей периферии. Формула изобретения Способ электрохимического маркирования цилиндрических деталей электродом-инструментом, охватывающим деталь, при котором его центрируют относительно детали, отличающийся тем, что, с целью обеспече возможности маркирования деталей одновременно по всей периферии, процесс ведут электродом-инструментом, имеющим радиальные каналы равного сечения, расположенные равномерно по окружности, при этом электрод-инструмент устанавливают относительно детали свободно в радиальном направлении, а его центрирование осуществляют за счет подачи в указанные каналы электролита прд давлением, по крайней мере 2 атм. Источники информации, принятые во внимание при экспертизе 1. Артамонов Б. А. и др. Размерная электрическая обработка металлов. М., «Высшая школа, 1978, с. 124, рис. 73 а.
Фиг. 2
