1
Изобретение относится к области размерной электрохимической обработки материалов и может быть использовано при получении фасонных поверхностей.
Известны спосооы размерной электрохимической обработки со «свооодным электродом-инструментом, в которых межэлектродный зазор (iy.c)d) регулируется за счет сил, возникающих в электрохимической ячейке, например в результате изменения давления электролита в IJ.
Ь этом случае на- электрод-инструмент действуют две противоположно направленные силы, одна из которых создается давлением электролита и увеличивается при уменд шении , а вторая сила, создаваемая пружиной или другими устройствами, остается постоянной в процессе оОработки. МУЗ сохраняется постоянным при условии равенства сил, действующих на «свободный электрод-инструмент, а его значение регулируется за счет силы, создаваемой пружиной.
Электрохимическое растворение детали увеличивает МЭЗ, который вновь уменьшается за счет уменьшения силы давления электролита.
Но известный способ обработки не позволяет осуществлять процесс на МЭЗ менее 0,2 мм в связи с тем, что используемый параметр регулирования зазора носит интеграль2
ный характер, т. е. он lie чувствителен к локальным изменениям условий обработки (например, короткие замыкания), а реагирует лишь на общее изменение величины гидравлического сопротивления МЭЗ. Другим недостатком способа является ограниченность класса обрабатываемых деталей (в основном, типа отверстий).
Цель изобретения - создание способа обработки, позволяющего производить обработку щирокого класса деталей на МЭЗ менее 0,2 мм «свободным электродом-инструментом.
Это достигается тем, что для регулирования МЭЗ используют силы электромагнитного взаи.модействия токов, протекающих по электродам в процессе обработки.
Для повышения силы взаимодействия токов они должны иметь различное направлепне и быть квазипараллельны. Это достигается приложением напряжения на электроды в точках, лежащих на прямой, параллельной вектору площади рабочей поверхности электрода-инструмента.
Этот способ обработки позволяет исключить возникновение коротких замыканий, если напрял ение подавать в зонах, наиболее удаленных от области вероятного их возникновения. Использование сил электромагнитного воздействия токов, протекаюпщх по электродам, позволяет расширить класс обрабатываемых деталей.
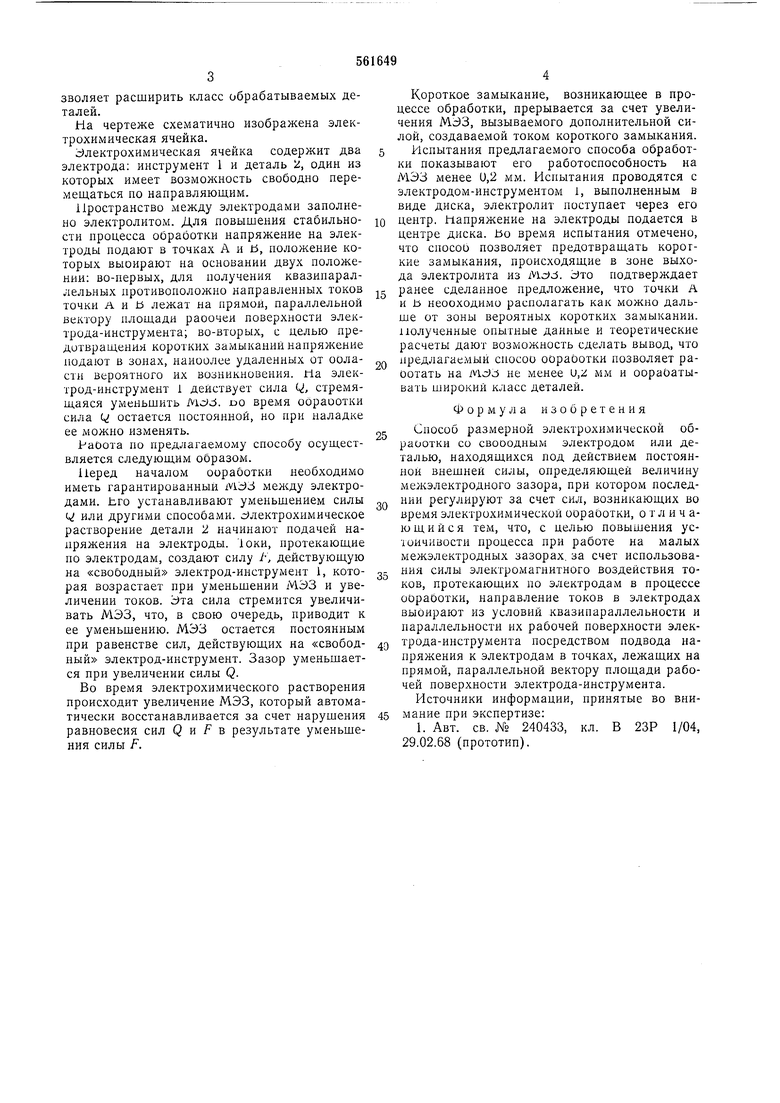
На чертеже схематично изображена электрохимическая ячейка.
Электрохимическая ячейка содержит два электрода: инструмент 1 и деталь ii, один из которых имеет возмолшость свободно перемещаться но нанравляюндим.
Пространство между электродами занолнено электролитом. Для повышения стабильности нроцесса обработки напряжение на электроды подают в точках А и Ъ, положение которых выоирают на основании двух положении: во-первых, для получения квазипараллельных противоположно направленных токов точки А и Ь лежат на прямой, параллельной вектору площади раоочеи поверхности электрода-инструмента; во-вторых, с целью предотвращения коротких замыкании напряжение подают в зонах, наиоолее удаленных от ооласти вероятного их возникновения. На электрод-инструмент 1 действует сила У, стремящаяся уменьшить . JDO время обраоотки сила ( остается постоянной, но при наладке ее можно изменять.
Раоота по предлагаемому способу осуществляется следующим образом.
Неред началом ооработки необходимо иметь гарантированный между электродами. Ьго устанавливают уменьшением силы 1 или другими способами, с лектрохимическое растворение детали 2 начинают подачей напряжения на электроды. 1оки, протекающие по электродам, создают силу , действующую на «свободный электрод-инструмент 1, которая возрастает при уменьшении МЭЗ и увеличении токов. Эта сила стремится увеличивать МЭЗ, что, в свою очередь, приводит к ее уменьшению. МЭЗ остается постоянным при равенстве сил, действующих на «свободный электрод-инструмент. Зазор уменьшается при увеличении силы Q.
Во время электрохимического растворения происходит увеличение МЭЗ, который автоматически восстанавливается за счет нарушения равновесия сил Q и f в результате уменьшения силы F.
Короткое замыкание, возникающее в процессе обработки, прерывается за счет увеличения МЭЗ, вызываемого дополнительной силой, создаваемой током короткого замыкания.
Испытания предлагаемого способа обработки показывают его работоспособность на МЭЗ менее 0,2 мм. Испытания проводятся с электродом-инструментом 1, выполненным в виде диска, электролит поступает через его
центр. Напряжение на электроды подается в центре диска. Ьо время испытания отмечено, что способ позволяет предотвращать корогкие замыкания, происходящие в зоне выхода электролита из Мэз. Это подтверждает
ранее сделанное предложение, что точки А и ъ неооходимо располагать как можно дальше от зоны вероятных коротких замыкании, полученные опытные данные и теоретические расчеты дают возможность сделать вывод, что
предлагаемый сносоо оораоотки позволяет раОотать на Мг)3 не менее и,2 мм и оорабатывать широкий класс деталей.
Формула изобретения
Способ размерной электрохимической обраоотки со свооодным электродом или деталью, находящихся под действием постоянной внешней силы, определяющей величину ме кэлектродного зазора, при котором последНИИ регулируют за счет сил, возникающих во время электрохимической ооработки, о т л и ч аю щ и и с я тем, что, с целью новышения устойчивости нроцесса при работе на малых межэлектродных зазорах, за счет использования силы электромагнитного воздействия токов, протекающих по электродам в процессе ооработки, направление токов в электродах выоирают из условий квазипараллельности и параллельиости их рабочей поверхности электрода-инструмента посредством подвода напряжения к электродам в точках, лежащих на прямой, параллельной вектору площади рабочей поверхности электрода-инструмента. Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 240433, кл. В 23Р 1/04, 29.02.68 (прототип).
Электролит /
F
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1979 |
|
SU831484A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| Способ импульсно-циклической электрохимической обработки | 2018 |
|
RU2701909C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |

