Изобретение относится к области электрохимической размерной обработки металлов и сплавов на станках с вибрирующим электродом и импульсным током и может быть использовано для получения сложнофасонных поверхностей деталей машин, в частности ручьев штампов, пресс-форм и литейных форм с высокой производительностью, точностью и качеством обработки.
Известен способ регулирования межэлектродного зазора при электрохимической обработке в проточном электролите в условиях периодических колебаний электрода-инструмента (или детали), синхронизированных с импульсом технологического тока, по значениям электрических параметров, вызванным кавитацией электролита при колебании электродов, при осуществлении которого в качестве сигнала для регулирования зазора используют значение второй производной электрического сопротивления межэлектродного промежутка при отводе вибрирующего электрода.
Недостатком известного способа является то, что он не позволяет получить полную информацию об опасной с точки зрения возникновения короткого замыкания величине минимального межэлектродного зазора (МЭЗ), что не позволяет вести процесс на наименьших значениях МЭЗ и, следовательно, достичь максимальной производительности, точности и качества обработки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с крутопадающей вольтамперной характеристикой обработку выполняет при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, при котором контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, значения которых регулируют, изменяя давление электролита на входе межэлектродного зазора.
Основным недостатком данного способа является то, что не учитываются специфические особенности критической ситуации, возникающие при реализации процесса на (< 0,02 мм) малых МЭЗ при ЭХО относительно больших площадей (особенно > 15см2) обработки, которые проявляются внешне в виде искажения осциллограммы импульса напряжения, сопротивления или тока. Эти специфические особенности протекания процесса отражают проявление конкретных динамических характеристик и податливости механической системы станка при ЭХО на малых МЭЗ, в частности в виде существенного искажения синусоидального закона колебаний электрода и соответственно закона изменения МЭЗ на участке траектории электрода, прилегающей к фазе его нижнего положения. Причем эти особенности протекания процесса (которые внешне проявляются, например, в виде искажения правильной формы осциллограммы определенных параметров) являются предвестниками короткого замыкания в МЭП.
Однако известный способ не позволяет учитывать при ведении процесса на малых МЭЗ аварийную ситуацию в МЭП из-за отсутствия характерного показателя (сигнала), информирующего о наступлении критической ситуации в МЭП. Отсутствие такой информации не позволяет обеспечить стабильность технологического результата по основным выходным показателям, вынуждает вести обработку на повышенных МЭЗ, что также снижает абсолютные значения показателей процесса по производительности, точности и качеству обработки и повышает энергоемкость процесса ЭХО. В связи с этим целью предлагаемого способа является повышение производительности, точности процесса и качества обрабатываемой поверхности при проведении процесса на предельно малых зазорах.
Поставленная цель достигается тем, что при осуществлении способа электрохимической размерной обработки с использованием импульсного источника питания с крутопадающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, контролируя текущее значение напряжения импульса, особо выделяя выбросы напряжения по переднему фронту на участке сближения и по заднему фронту импульса на участке разведения электродов, и регулируют момент подачи импульса относительно момента максимального сближения электродов, соблюдая при этом равенство выбросов по переднему и заднему фронтам, причем задерживают подачу импульса при преобладании выбросов напряжения на участке сближения и подают импульсное напряжение с опережением при преобладании выброса на участке разведения, при этом скорость подачи электрода-инструмента или заготовки увеличивают до образования третьего локального экстремума напряжения в середине импульса и поддерживают эту скорость при соблюдении соотношения
0 <  ≅ 0,2 где Uл.э > Umin амплитуда напряжения третьего локального экстремума;
≅ 0,2 где Uл.э > Umin амплитуда напряжения третьего локального экстремума;
Umin минимальное значение напряжения.
Предлагаемый способ электрохимической обработки позволяет выполнить различные копировально-прошивочные операции с высокой производительностью, точностью и качеством обработки как при изготовлении сложнофасонных поверхностей, так и при обработке партии деталей с одинаковыми размерами.
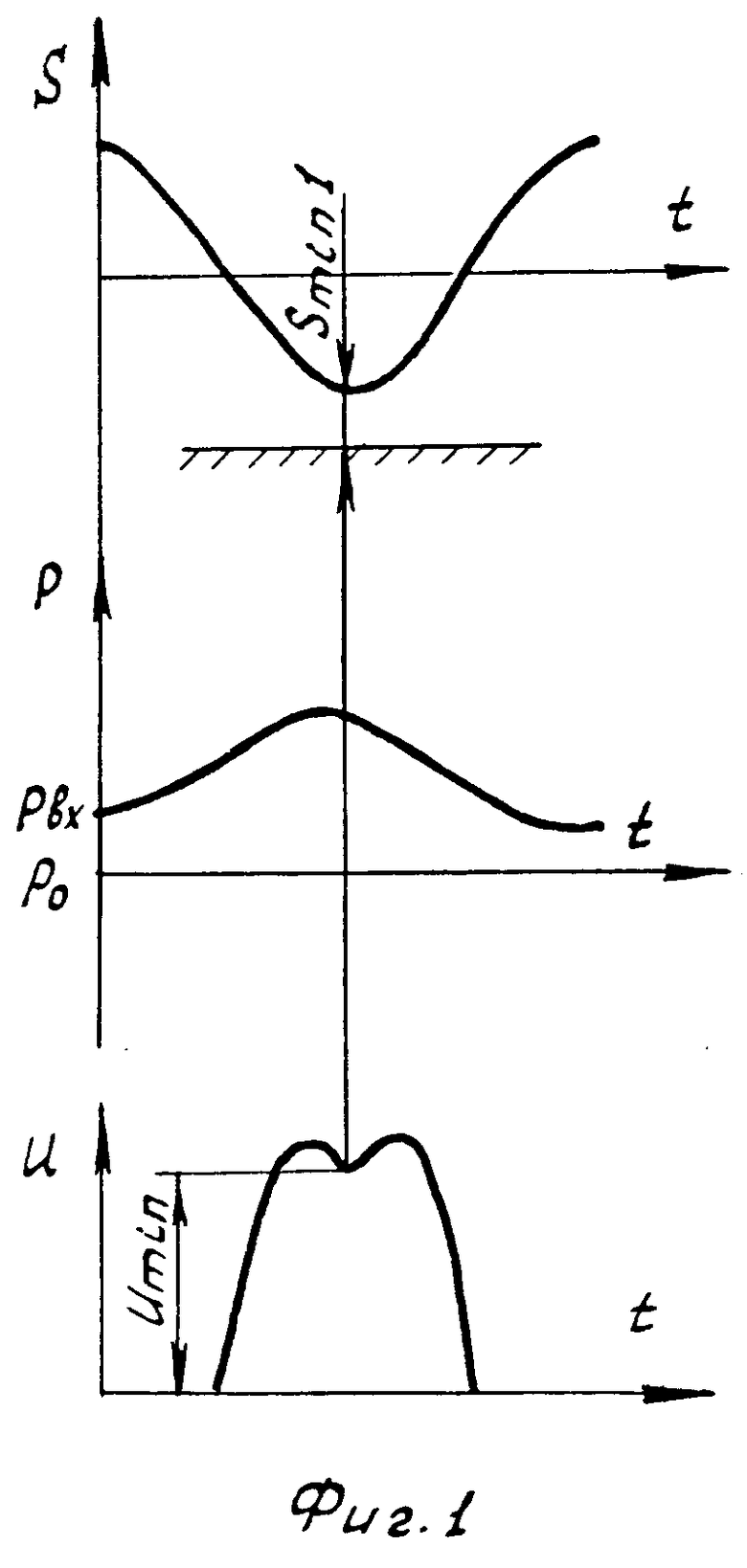
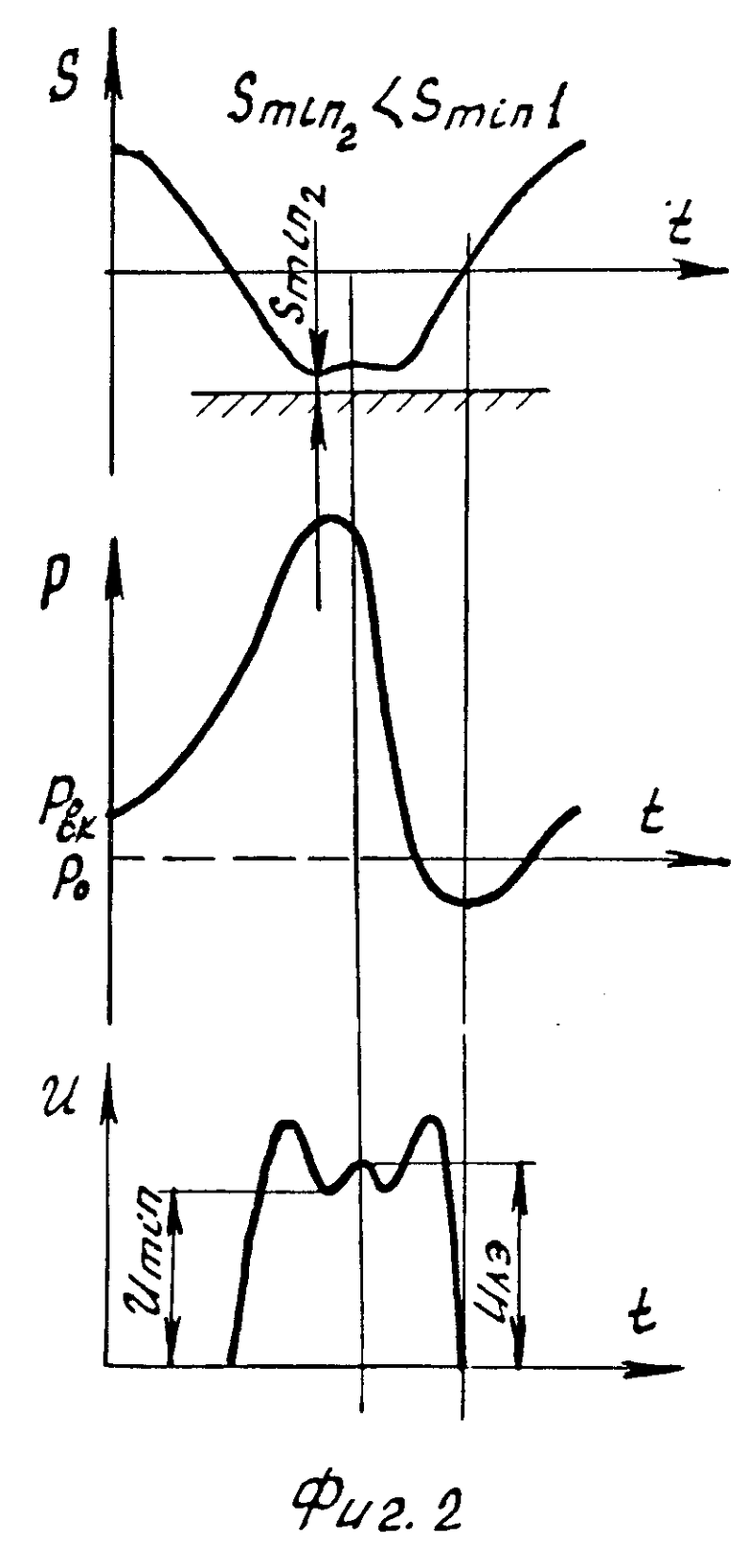
На фиг. 1 показана форма изменения импульса напряжения и давления электролита в МЭП на повышенных значениях межэлектродного зазора без опасности возникновения короткого замыкания; на фиг. 2 временная диаграмма изменения траектории движения электрода-инструмента, импульса напряжения и давления электролита при малых межэлектродных зазорах и возникновении усилий согласно изобретению.
Проведенные исследования показали, что наиболее высокие значения производительности, точности и качества обработки достигаются тогда, когда импульс напряжения U (см. фиг. 1) располагается приблизительно симметрично относительно момента достижения минимального межэлектродного зазора Smin1. При быстром приближении электрода-инструмента в процессе его колебательного движения к поверхности обрабатываемой заготовки в межэлектродном промежутке S начинает повышаться гидродинамическое давление Рвх электролита. При этом парогазовые пузырьки, содержащиеся в электролите и выделяющиеся при электрохимическом процессе, сжимаются и растворяются в электролите. Это приводит к тому, что процесс анодного растворения заготовки протекает в условиях значительного снижения вероятности пробоя межэлектродного промежутка. При этом на осциллограмме напряжения наблюдается его некоторое падение в середине импульса. Это позволяет существенно повысить точность, производительность и качество обработки вследствие обеспечения возможности работы на достаточно малых межэлектродных зазорах.
Однако скорость подачи при электрохимической обработке невозможно увеличить безгранично из-за возникновения короткого замыкания (вследствие уменьшения межэлектродного зазора меньше критического значения). Критерий, характеризующий критическое значение межэлектродного зазора, меньше которого возникает короткое замыкание при ЭХО вибрирующим электродом, отсутствует. С точки зрения достижения максимальных технологических параметров (производительности, точности, качества обработки, низкой энергоемкости) необходимо вести процесс на допустимо малых значениях межэлектродного зазора.
По предлагаемому способу для повышения производительности, точности и качества обработки путем повышения надежности ведения процесса на малых межэлектродных зазорах при обработке поверхностей с увеличенной площадью обработки особенно 15 см2 и более, не опасаясь возникновения короткого замыкания между электродами, минимальное расстояние Smin2 (см. фиг. 2) между электродами ограничивают таким значением, при котором между выбросами по переднему и заднему фронтам импульса напряжения U образуется третий локальный экстремум Uл.э. Это объясняется тем, что при электрохимической обработке таких площадей амплитуда импульса давления Рвх в межэлектродном промежутке достигает до 2000 Н/см2. При таких условиях возникает внешняя импульсная сила, приложенная к электродам, способная изменить естественный закон взаимного перемещения подвижных масс механической системы станка соответственно этому, происходит искажение гармонического колебания электрода-инструмента и изменение минимальной величины межэлектродного зазора Smin2. Так, в момент времени (либо близкий к нему), при котором амплитуда Рвх импульса давления максимальная, межэлектродный зазор S на некоторое время возрастает, а при падении давления Рвх, вследствие отвода электрода-инструмента от поверхности заготовки, зазор S уменьшается (из-за действия упругих сил), а затем продолжает изменяться в соответствии с кинематической системой станка. Учитывая, что в момент достижения максимального значения амплитуды Рвх давление межэлектродной среды в межэлектродном промежутке достаточно велико, она может рассматриваться как гомогенная среда пузырьки газа и пара растворены в ней, либо занимают минимальный объем. Поэтому можно считать, что при прохождении тока изменения падения напряжения на межэлектродном промежутке в этот момент пропорционально изменению величины межэлектродного зазора.
Проведенные исследования показали, что при уменьшении величины межэлектродного зазора S наступает такой момент, когда в средней части импульса напряжения образуется третий локальный экстремум Uл.э (особенно это характерно при обработке поверхностей с увеличенной площадью 1,0-15 см2 и более). Причем, если амплитуда выброса третьего локального экстремума Uл.э превышает амплитуды выбросов напряжения по переднему и заднему фронтам импульса, то возникает опасность короткого замыкания между электродами в результате нарушения стабильности процесса. На поверхности заготовки и электрода-инструмента возникают следы микропробоев, приводящие к снижению точности и качества обработки. С другой стороны, увеличение межэлектродного зазора S до величин, при которых вообще не появляется третий локальный экстремум Uл.э в середине импульса, может привести к снижению производительности, локализации анодного растворения и соответственно снижению точности копирования профиля электрода-инструмента на обрабатываемой поверхности заготовки. Поэтому при осуществлении способа электрохимической размерной обработки согласно изобретению скорость подачи электрода-инструмента увеличивают до образования третьего локального экстремума (выброса) напряжения в середине импульса и поддерживают эту скорость при соблюдении соотношения
0 <  ≅ 0,2 где Uл.э > Umin амплитуда напряжения третьего локального экстремума;
≅ 0,2 где Uл.э > Umin амплитуда напряжения третьего локального экстремума;
Umin минимальное значение рабочего напряжения.
Границы соотношения "0" и "0,2" по формуле  выбраны из следующих соображений. Появление или наличие третьего экстремума (выброса) Uл.э на осциллограмме напряжения свидетельствуют о достижении предельного минимального для данной технологической системы (механика станка, система подачи электролита, источник технологического тока) межэлектродного зазора. Именно при наличии относительно небольшой (не более 20% от минимального напряжения Umin импульса) абсолютной величины локального выброса Uл.э напряжения достигают наибольшую производительность, точность, качество обработки и минимальную энергоемкость процесса. А стремление еще в большей степени увеличить скорость подачи (при этом возрастает Uл.э) приводит к еще большим и неуправляемым колебаниям величины межэлектродного зазора и, как следствие, нарушению стабильности протекания физико-химических процессов в межэлектродном промежутке, либо к КЗ электродов (как правило, это происходит после фазы нижнего положения электрода-инструмента).
выбраны из следующих соображений. Появление или наличие третьего экстремума (выброса) Uл.э на осциллограмме напряжения свидетельствуют о достижении предельного минимального для данной технологической системы (механика станка, система подачи электролита, источник технологического тока) межэлектродного зазора. Именно при наличии относительно небольшой (не более 20% от минимального напряжения Umin импульса) абсолютной величины локального выброса Uл.э напряжения достигают наибольшую производительность, точность, качество обработки и минимальную энергоемкость процесса. А стремление еще в большей степени увеличить скорость подачи (при этом возрастает Uл.э) приводит к еще большим и неуправляемым колебаниям величины межэлектродного зазора и, как следствие, нарушению стабильности протекания физико-химических процессов в межэлектродном промежутке, либо к КЗ электродов (как правило, это происходит после фазы нижнего положения электрода-инструмента).
П р и м е р. Производилась электрохимическая размерная обработка заготовки из высоколегированной хромистой стали 40Х13 в 10%-ном водном растворе азотнокислого натрия с использованием электрода-инструмента площадью 200 мм2. Перед началом обработки колеблющийся электрод-инструмент и обрабатываемую заготовку сближают до взаимного касания при отсутствии на них напряжения и отводят на заданную величину минимального межэлектродного зазора Smin (см. фиг. 1). Затем устанавливают следующий режим обработки: частота импульсов напряжения и колебаний электрода-инструмента 50 Гц; длительность импульса напряжения 7 мс; амплитуда колебаний электрода-инструмента 0,2 мм; амплитуда импульса напряжения в момент наименьшего расстояния между электродами 10 В; давление электролита на входе межэлектродного промежутка 0,25 МПа; температура электролита на входе межэлектродного промежутка 18оС.
В начале обработки, в процессе врезания электрода-инструмента в заготовку до глубины 0,3-0,5 мм, амплитуду напряжения синусоидальной формы синхронизировали с моментом максимального сближения электродов. Затем, по мере дальнейшего углубления электрода-инструмента в заготовку и образования выбросов импульса напряжения по переднему и заднему фронтам в периоды сближения и удаления электродов поддерживалось приблизительное равенство амплитуд этих выбросов (см. фиг. 1) путем опережения или запаздывания момента подачи импульсов напряжения относительно момента максимального сближения Smin1 электродов. В дальнейшем скорость подачи увеличивали до тех пор, пока не образовался локальный (выброс) экстремум напряжения Uл.э между выбросами напряжения по переднему и заднему фронтам импульса. После возникновения (образования) локального выброса напряжения в середине импульса ограничили подачу электрода так, чтобы этот выброс не превышал 20% от минимального напряжения выброса напряжения по переднему и заднему фронтам импульса. Процесс образования этого выброса напряжения наблюдали и фиксировали по осциллографу. При этом значения выбросов напряжения по переднем и заднему фронтам импульсов равнялись 12 В. Максимальное значение выброса напряжения Uл.э в середине импульса равнялось 11 В, а минимальное значение напряжения Umin равнялось 10 В.
При осуществлении данного примера коэффициент, характеризующий оптимальность поддержания скорости подачи электрода (минимальной величины межэлектродного зазора), равняется 0,1, т.е.

 0,1 Проведенные замеры размеров обработанных полостей показали следующие значения выгодных параметров технологического процесса; точность копирования 0,01-0,025 мм повысилась на 8% стабильность размеров 5-ти обработанных полостей на глубину 6 мм находилась в пределах 0,015 мм; шероховатость торцовой поверхности улучшилась до R а 0,25 мкм, т. е. на ≈ 8% при этом максимальная скорость подачи достигла 0,6 мм/мин, т.е. увеличилась на 12%
0,1 Проведенные замеры размеров обработанных полостей показали следующие значения выгодных параметров технологического процесса; точность копирования 0,01-0,025 мм повысилась на 8% стабильность размеров 5-ти обработанных полостей на глубину 6 мм находилась в пределах 0,015 мм; шероховатость торцовой поверхности улучшилась до R а 0,25 мкм, т. е. на ≈ 8% при этом максимальная скорость подачи достигла 0,6 мм/мин, т.е. увеличилась на 12%
Оптимальное сочетание параметров импульса напряжения и колебательного движения электрода-инструмента при осуществлении предлагаемого способа электрохимической обработки гарантирует ведение процесса с минимальным значением Smin зазора в пределах 0,01-0,03 мм без повреждения поверхности электрода-инструмента и обрабатываемой заготовки, причем предлагаемый способ электрохимической обработки легко осуществляется с использованием известных в современной технике управляющих устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
Использование: обработка сложнофасонных поверхностей деталей машин. Сущность изобретения: при обработке контролируют текущее значение напряжения импульса, особо выделяя выбросы напряжения на участках сближения и разведения электродов, и выдерживают равенство выбросов путем задерживания или опережения подачи импульса относительно наступления момента минимального МЭЗ. Причем скорость подачи увеличивают до тех пор, пока не образуется третий локальный экстремум напряжения в середине импульса и в дальнейшем поддерживают такую скорость подачи, чтобы соблюдалось отношение, приведенное в формуле изобретения. 2 ил.
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ, в котором при использовании импульсного источника питания с крутопадающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, при котором контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и разведения электродов, отличающийся тем, что, с целью повышения производительности, точности процесса и качества обрабатываемой поверхности при проведении процесса на предельно малых зазорах, регулируют подачу импульсов относительно момента максимального сближения электродов, задерживают подачу импульсов при наличии выброса напряжений на участке сближения электродов и подают импульсное напряжение с опережением при наличии выброса напряжения на участке разведения электродов, при этом скорость подачи электрода-инструмента увеличивают до образования третьего локального экстремума напряжения в середине импульса и поддерживают эту скорость при соблюдении соотношения
где Uл.э > Umin амплитуда напряжения третьего локального экстремума;
Umin минимальное значение напряжения.
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
