(54) СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ обработки изделий | 1980 |
|
SU891378A2 |
| Способ обработки изделий | 1979 |
|
SU814683A1 |
| Способ обработки изделий | 1975 |
|
SU541655A2 |
| Способ обработки изделий | 1980 |
|
SU897483A2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ обработки деталей | 1981 |
|
SU1020215A1 |
| Способ обработки изделий | 1972 |
|
SU468769A2 |

1
Изобретение относится к обработке металлов резанием и может быть использовано при шлифовании внутренних поверхностей деталей, преимущественно типа колец сложного профиля.
По основному авт. св. № 468769 известен способ обработки изделий, при котором абразивную смесь секционно формируют внутри обрабатываемой поверхности до образования плотных брусков 1.
Однако известный способ не обеспечивает высокой производительности и качества отделки поверхности, так как для увеличения скорости перемещения абразивных брусков требуется увеличение чисел оборотов формирующей бруски крыльчатки, что с одной стороны сопряжено с техническими трудностями, а с другой - с увеличением удельного давления брусков на обрабатываемую поверхность, что неблагоприятно сказывается на качестве ее отделки.
Цель изобретения - интенсификация процесса обработки и улучщение качества отделки поверхности путем увеличения скорости относительно перемещения плотного абразивного бруска и обрабатываемой поверхности.
Поставленная цель достигается тем, что обрабатываемым изделиям сообщают вращение вокруг собственной оси в направлении, противоположном вращению секционно уплотненных брусков абразивной смеси.
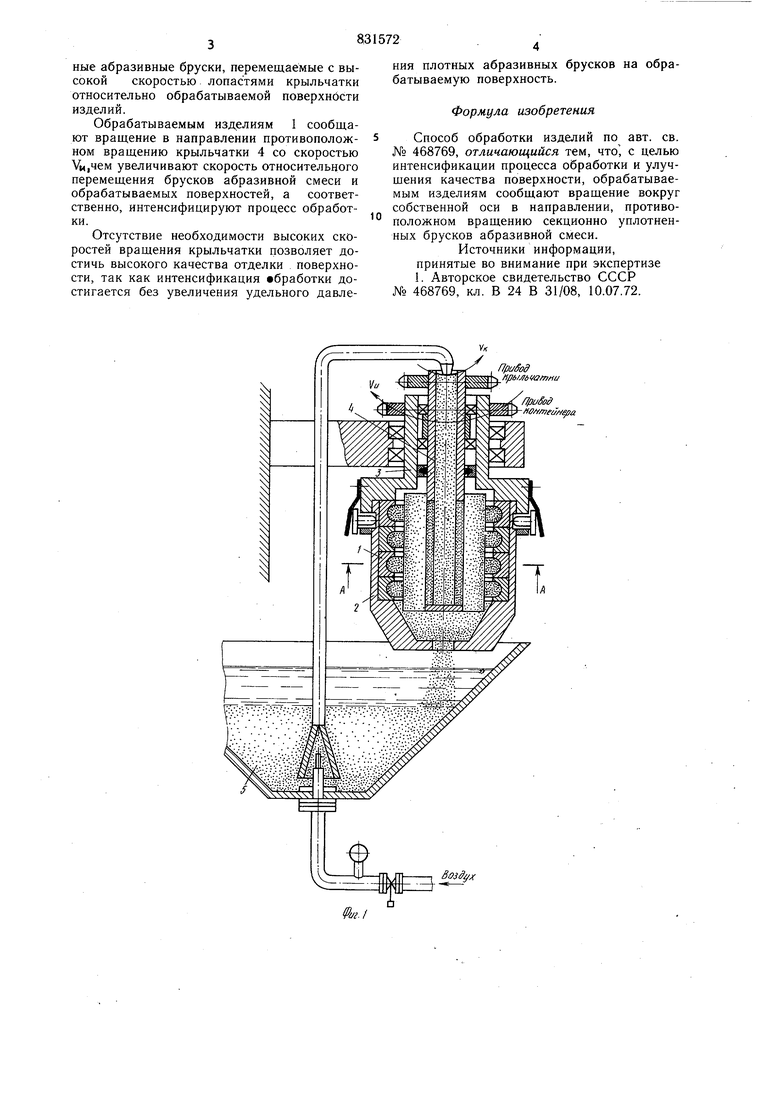
На фиг. 1 представлено устройство для реализации способа обработки изделия, поперечный разрез, на фиг. 2 - разрез А-А на фиг. 1.
При обработке по предлагаемому способу деталь 1, например кольцо с профильной внутренней поверхностью, загружают в цилиндрический контейнер 2, который соединяют с полым щпинделем 3 устройства. Бруски абразивной смеси на обрабатываемой поверхности детали 1 образуют вращением в полости шпинделя 3 крыльчатки 4 и подачей через ее полый вал абразивной суспензии из вйнны 5 в контейнеры 2 с обрабатываемыми деталями 1, Крыльчатке 4 сообщают вращение вокруг собственной оси со скоростью VK.
Абразивная суспензия, поступающая во внутреннюю полость крыльчатки 4, под действием центробежных сил через пазы 6 (фиг. 2) отбрасывается к обрабатываемым поверхностям и уплотняется, образуя плотные абразивные бруски, перемещаемые с высокой скоростью лопастями крыльчатки относительно обрабатываемой поверхности изделий.
Обрабатываемым изделиям 1 сообщают вращение в направлении противоположном вращению крыльчатки 4 со скоростью Ум,чем увеличивают скорость относительного перемещения брусков абразивной смеси и обрабатываемых поверхностей, а соответственно, интенсифицируют процесс обработки.
Отсутствие необходимости высоких скоростей вращения крыльчатки позволяет достичь высокого качества отделки поверхности, так как интенсификация обработки достигается без увеличения удельного давления плотных абразивных брусков на обрабатываемую поверхность.
Формула изобретения
Способ обработки изделий по авт. св. № 468769, отличающийся тем, что , с целью интенсификации процесса обработки и улучшения качества поверхности, обрабатываемым изделиям сообщают вращение вокруг собственной оси в направлении, противоположном вращению секционно уплотненных брусков абразивной смеси.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 468769, кл. В 24 В 31/08, 10.07.72.
npijSod Hpi /j dvafnfiu
HOf//nea/je/ a
Воздух
