Изобретение относится к абразивной обработке металлов резанием и м жет быть использовано при отделочно зачистной обработке деталей со слож ной конфигурацией профиля, например втулок и патронов топливно-смазочно аппаратуры, в машиностроении и приборостроении „ Известенспособ обработки детале свободным абразивом, уплотненным инерционными силами, в планетарнсвращающихся контейнерах, при которо детали, 11апример кольца с профильно внутренней поверхностью,, загружают цилиндрические ко.нтейнеры, которым сообщсцот посредством водила вращени вокруг центральной оси. Одновременно через планетарный механизм контейне рам сообщают вращение вокруг собственной оси. Гидроабразивная суспейз подаваемая в контейнеры, под деиствием инерционных сил}преобразуется в плотный брусок, который прижимается внутренней поверхности деталей. Вращая контейнеры вокруг собственной ос принудительно перемещают абразивный брусок относительно обрабатываемой поверхности деталей, что приводит к их обработке TilОднако известный способ обработки не позволяет обеспечить одновременно всестороннюю обработку деталей сложной конс игурацииJ, а обеспечивает лиг обработку их внутренних поверхностей При этом периферийные и торцовые участки профиля остаются непрошлифованными. Цель изобретения - повышение качестна обработки одновременно торцовых и периферийных поверхностей дета лей , I Для достижения поставленной цели согласно способу обработки деталей путем соприкосновения поверхности детали с уплотненной под действием центробежньлх сил абразивной смесью, находящихся в планетарно-вращающихся контейнерах, деталям сообщают незави симое вращение относительно стенок контейнера, при этом разницу скоростей деталей и собственного вращения контейнера выбирают в интервале 25 рад/Со На фиг,1 представлено устройство осуществляющее предлагаемый способ, общий вид; на фиг.2 - разрез А-А на фиг.1. Детали обрабатывают следующим образом. Обрабатываемые детали 1 устанавли вают и закрепляют на оправках 2, рас положенных в гнездах многошпиндельной зарядной головки 3. В момент загрузки деталей головка 3 н.аходится в крайнем правом положении фиг.1). Механизм подачи обеспечивает перемещение зарядной головки 3 влево на величину рабочего хода. При этом оправки 2 с обрабатываемыми деталями 1 вводятся в полости рабочих контейнеров 4. Передние кольца шпинделей 5 с оправками 2 центрируются в корпусах контейнеров по коническому переходу, обеспечивающему при этом жесткую связь в системе контейнер-шпиндель и герметизирующе.му место их стыка. Контейнеры 4 расположены в гнездах стационарно расположенного водила б с возможностью вращения относительно собственных осей. Оправки 2 с обрабатываемыми деталями 1 расположены в гнездах шпинделей 5 также с возможностью вращения относительно, собственных осей. В свою очередь шпиндели 5 установлены в гнездах зарядной головки 3 на опорах качения. Устройство снабжено механизмом подачи гидроабразивнсй суспензии, содержащим распределитель 7, трубопровод 8 и форсунки 9, Для сбрасывания излишков суспензии в контейнерах 4 предусмотрены окна. После закрепления деталей 1 на оправках 2 и подачи их в полости рабочих контейнеров 4 включаются приводы вращения водила б у. головки 3, Рабочие контейнеры 4, вращаясь с водилом 6 вокруг центральной оси со скоростью %, одновременно через планетарный механизм 10 получак1т вращение вокруг собственной оси со скоростью U. Зарядная головкг. 3 вращается вокруг центральной оси синхронно с водилом 6 со скорость.ю W , синхронность вращения обеспечивс;ется жесткой связью между рабочими контейнерами 4 и шпинделями 5, расположенными в головке 3. Оправки 2 с обрабатываемыми деталями 1, вращаяс;ь вокруг центральной оси со скорость.ю uJ-t , через планетарный механизм 11, установленный на зарядной головке; 3, получают вра1 ние вокруг собственной оси со скорЬстью (фиг.2). Таким образом, при включении приводов вращения рабочие контейнеры 4 с размещенными в них обрабатЕлваемыми деталями 1 получают планетарное вращение, при этом деталям одновременно сообщают независ;имое вращение относительно осей onjjaBOK со скоростью utj. При включении приводов начинает работать механизм подачи гидроабразивной суспензии. Смесь водной эмульсии и абразива подают через распределитель 7, трубопровод 8 и форсунки 9 в полости рабочих контейнеров 4. Под действием инерционных сил абразивная суспензия трансформируется в уплотненный сегментообразный брусок. Вращая систем контейнер-шпиндель вокруг их собственной оси со
скоростью I перемешают обрабатываемые летали относительно уплотненного бруска, что приводит к их обработке, Кроме этого,детали.вращаются вокруг собственных осей оправок 2 со скоростью СУ находясь при этом в уплотненном абразивном бруске что значительно интенсифицирует процесс абразивного резания.
Загрузка гидроабразивной суспензии дозирования, в установившемся режиме обработки (т.е. по истечении времени формирования уплотненного абразивного бруска), происходит лишь циркуляiwn водной эмульсии, обеспечивающая
низкотемпературный режим абразивной обработки.
По завершении цикла обработки приводы вращения отключаются и махакизмом подачи зарядная головка 3 отводиТ ся в крайнее правое положение - загрузка устройств. Обработанные детали снимаются с оправок, цикл обработки повторяется
Таким образом, предлагаемый способ может быть использован при отделочной обработке широкого круга деталей,применяемых в машиностроении и приборостроении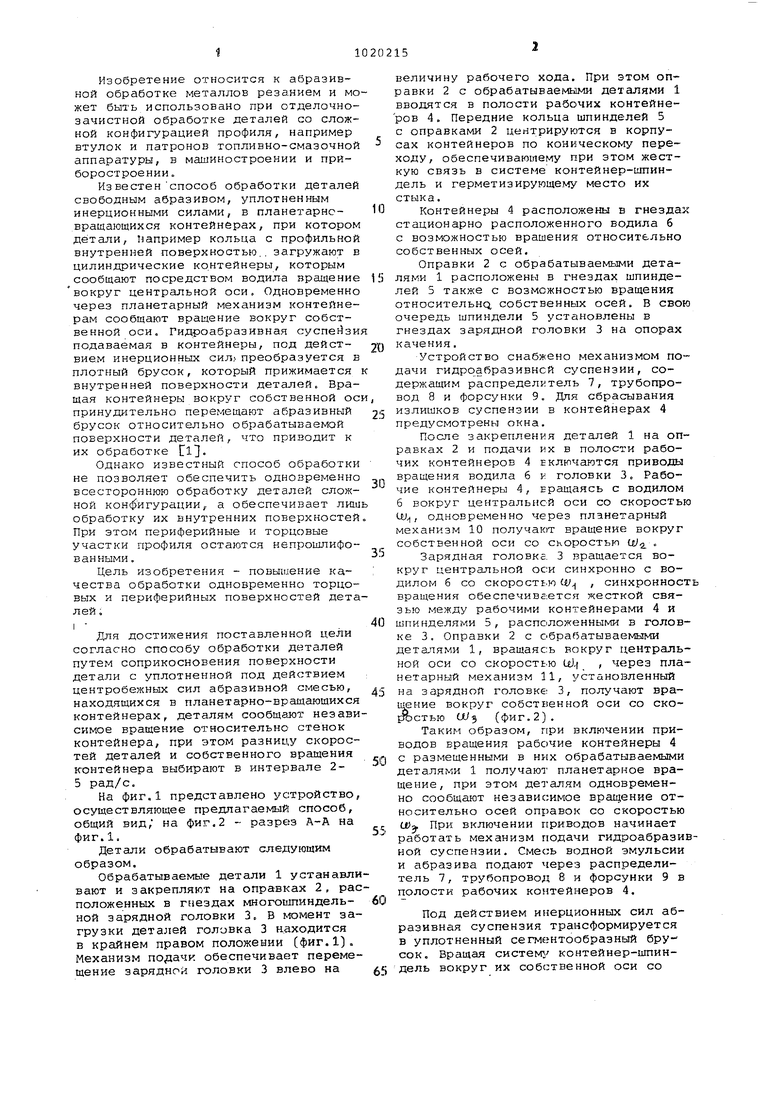
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
СПОСОБ: OBPABOTK№ даТАЛЕЙ сложного профиля путем соприкосновения поверхности детали с уплотненной под действием центробежных сил абразивной смесью, находящихся в планетарно-вращающихся контейнерах, о т л и ч а ю щ и и с я тем, что, с целью повышения качества обработки одновременно торцовых и периферийных поверхностей деталей, последним сообщают независимое вращение относительно стенок контейнера, при этом разницу скоростей деталей «f собственного вращения контейнера выбирают в интервале 2-5 рад/с. Рс/5очии ход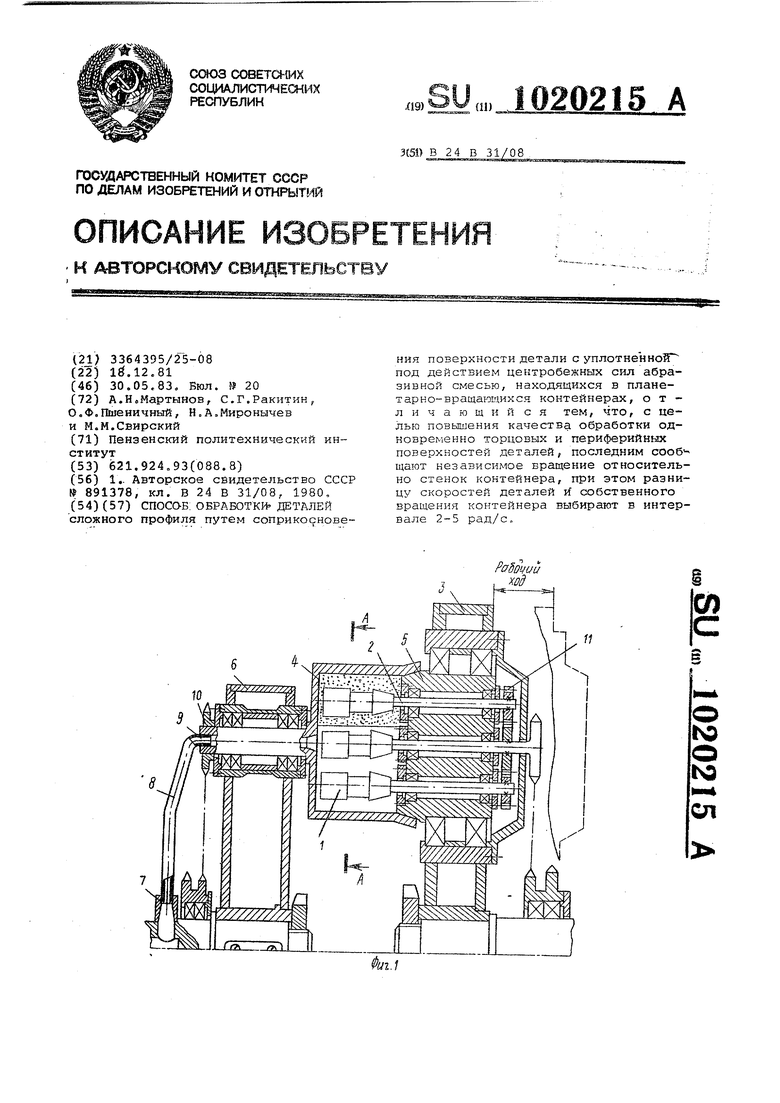
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки изделий | 1980 |
|
SU891378A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
