1
Изобретение относится к отделке поверхности свободным абразивом и может быть использовано при отделке внутренних поверхностей изделий, преимущественно тел вращения сложного профиля.
По основному авт.св. № 541655 известен способ обработки изделий, по которому плотному абразивному бруску сообщают осциллирующие движения относительно обрабатываемой поверхности 1.
Однако в этом способе обработки изделий не используются в полной мере возможности повышения производительности, так как абразивные зерна, из которых формируют плотный брусок, не имеют возможиости интенсивного обновления режущих граней.
Цель изобретения - повышение производительности обработки путем созд ния переменного разрежения и уплотнения абразивного бруска на обрабатываемой прверхности изделий.
Поставленная цель достигается там что обрабатываемым изделиям сообщают колебания в ргщигшьном направлении.
Сообщение колебаний в радиальном направлении позволяет изделиям совершать трехкомпонентные вибрационные перемещения, в результате которых прбисходит попеременное разрежение и уплотнение абразивного бруска в зоне контакта с обрабатываемой поверхностью. При разрежении абразивного бруска происходит уменьшение давления бруска на обрабатываемую поверхность и интенсивное пере0мешивание абразивных зерен, которое приводит к их переориентированию в зоне контакта, а при уплотнении бруска происходит повышение давления в зоне обработки. В результате сообщения обрабатываемым изделиям радиальных колебаний призводительность процесса повышается в 1,2-1,5 раза.
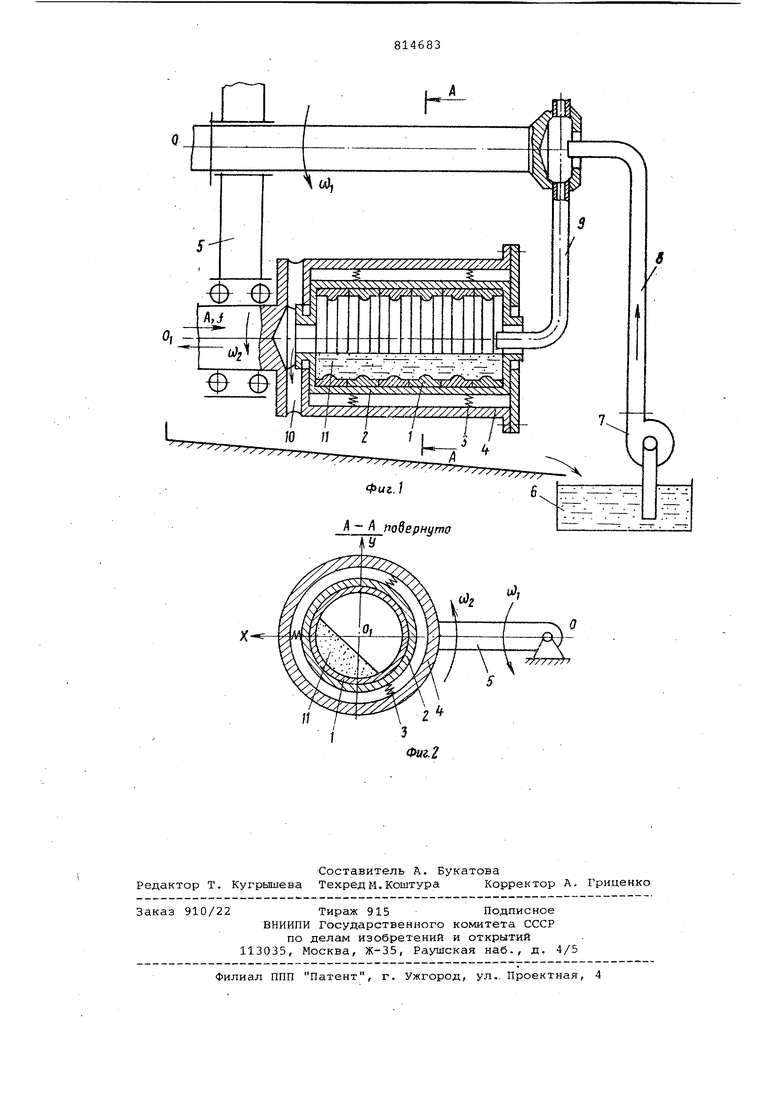
На фиг. 1 изображена схема осуществления процесса; на фиг. 2 - 0обойма для установки контейнеров с обрабатываемыми изделиями, поперечный разрез.
Обрабатываемые изделия 1, имеющие форму колец, закрепляют в контейне5ре 2, установленном на упругих элементах 3 в цилиндрической обойме 4. Обоймы с контейнерами установлены в подшипниковых узлах на водила 5 с возможностью вращения вокруг собственной оси О и с возможностью совершения осевых колебаний. Подачу абразив ной суспензии в контейнеры осуществляют из бака 6 с помощью подающего устройства 7, по трубопроводу 8 и че рез распределительное устройство 9 подают непосредственно в контейнеЕ. Водил у 5 сообщают вокруг центральной оси О со скоростью Ш| , контейнерам 2 сообщают враицение во круг собственной оси со скоростью u)2 и осевые колебания с амплитудой А и частотой f,npn этом в контейнеры подают абразивную суспензию, излишки которой через окна 10 сбрасываются Обратно в бак б. При вращении водила со скоростью О) из абарзивной суспензии, находящейся в .контейнере с обрабать1ваемыми изделиями, формируется плотный абразивный брусок 11, прижимающийся к обрабатываемой поверхности изделий. Вращение контейнера с установленными в нем изделиями вокруг собственной оси со скоростью Wi создает перемещение обрабатываемой поверхности изделий относительно плотного абразивного бруска, при этом происходит обработка изделий. Производительность процесса обработки увеличивается при сообщении обрабатываемым изделиям осевых колебаний с частотой f и амплитудой А. За счет центробежных сил от плане тарного вращения обоймы 4 контейнер 2 смещается, растягивая один и сжимая другие упругие.элементы 3. В результате вращения и смещения контейнера 2 создается неуравновешенная масса, которая приводит к колебаниям контейнера в плоскости . При совершении контейнером вибрационных перемещений в радиальном направлении в зоне контакта плотного абразивного бруска с обрабатываемой поверхностью чередуются разрежения абразивного бруска (при смещении контейнера за счет центробежных сил) и уплотнения (при смещении контейнера за счёт упругих свойств элементов 3), в результате чего происходит замена и переориентация абразивных зереь в зоне обработки. Увеличение мгновенных значений давления за счет колебаний контейнера интенсифицирует съем металла с обрабатываемых поверхностей. Кроме того, колебательные движения способствуют более равномерной обработке внутренних поверхностей, в особенности изделий сложной конфигурации. Формула изобретения Способ обработки изделий по авт.св. №541655, отличающийся тем, что, с целью повышения производительности обработки путем создания переменного давления абразивного бруска «а обрабатываемую поверхность изделия, последнему сообщают колебания в радиальном направлении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 541655, кл. в 24 В 31/08, 01.07.75.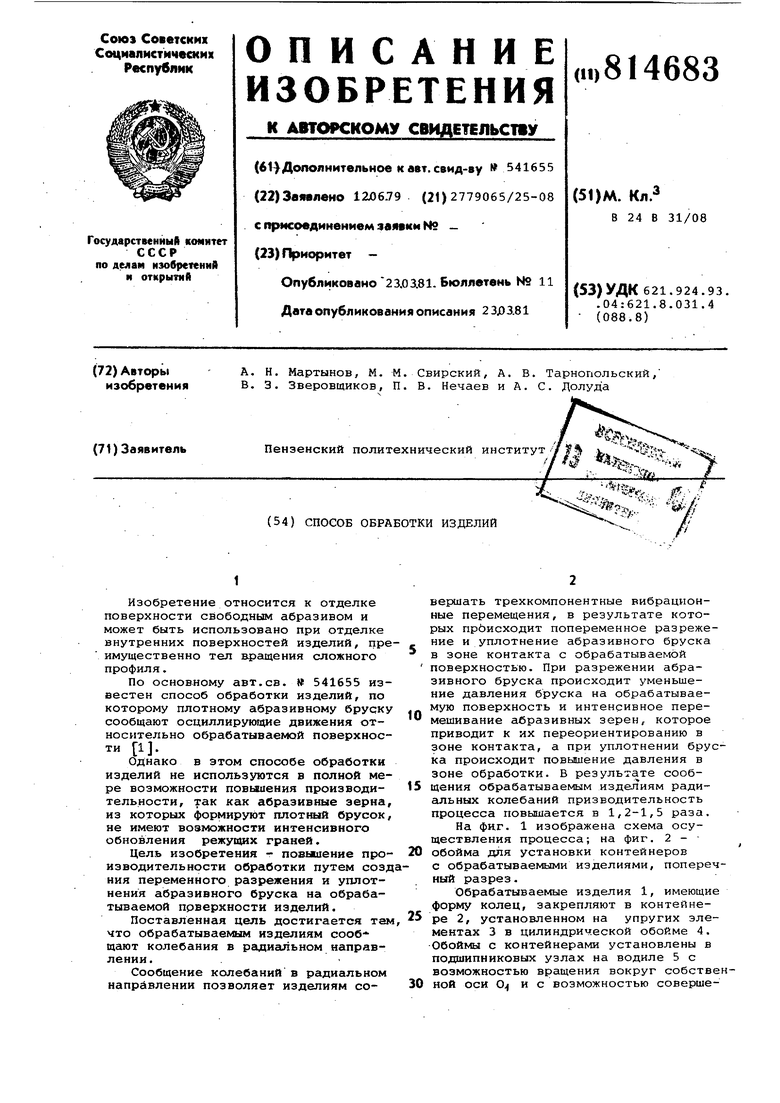
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий | 1980 |
|
SU891378A2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ обработки изделий | 1979 |
|
SU831572A2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ обработки изделий | 1976 |
|
SU642140A2 |
| Способ обработки изделий | 1980 |
|
SU897483A2 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2177868C2 |