Фие.2
1143
Изобретение относится к металлургии, конкретно к конструкции сводов из огнеупорных изделий.
Цель изобретения - увеличение срока службы.
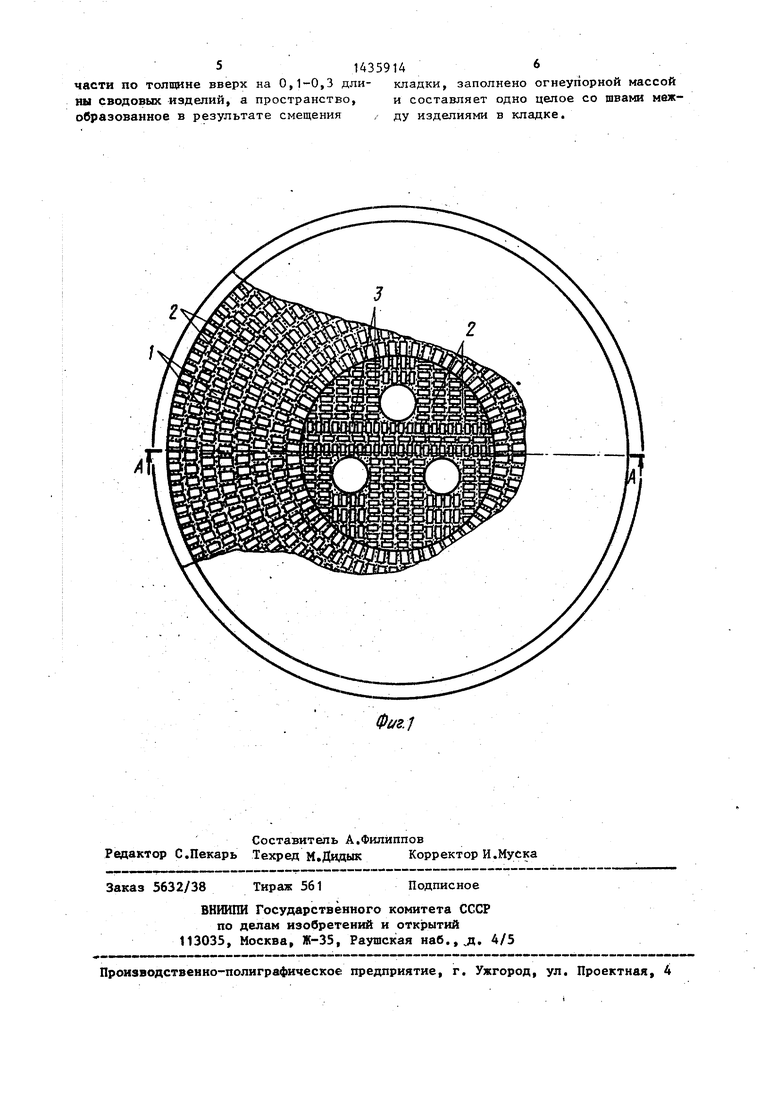
На фиг. 1 изображен предлагаемый свод, вид сверху; на фиг. 2 - разрез А-А на фиг.1.
Свод содержит огнеупорную кладку 1 из сводовых изделий периферийной части, швы 2, заполненные огнеупорным раствором толщиной 0,15-0,25 толщины сводовых изделий, огнеупорную )кладку 3 из сводовых изделий централь ной части диаметром d, равным 0,25- 0,45 диаметра свода D, смещенную относительно кладки периферийной части по толщине футеровки вверх на величину 1, , равную 0,1-0,3 длины сводовых изделий 1, пространство 4, заполненное огнеупорной массой и составляющее одно целое со щвами 2 между изделиями в кладке центральной части .
Экспериментально установлено, что для существенного снижения термических напряжений в центральной части футеровки свода при обеспечении необходимой строительной прочности ее кладка на участке диаметром, равным 0,25-0,45 диаметра свода, должна быть .смещена относительно кладки периферии по толщине футеровки вверх на величину, равную 0,1-0,3 длины сводовых изделий, и защищена при этом со стороны поверхности нагрева слоем огнеупорной массы, равным величине смещения изделий. Причем удержание указанного слоя огнеупорной массы на рабо-, чей поверхности смещенного участка кладки возможно лишь при наличии тол стого слоя огнеупорного раствора меж ду изделиями в кладке, с которым долйна прочно контактировать огнеупорная масса, и при ограничении смещенного участка кладки в предлагаемых преде-; лах.
Уменьшение величины нижнего предела смещения кладки (менее 0,1 длины . изделия) недопустимо, так как тонкий защитный слой огнеупорной массы уже на первой плавке при резком высокотемпературном нагреве центральной части футеровки подвержен интенсивному спеканию, что приводит к его растрес киванию, отслаиванию от поверхности кирпичной кладки и последующему обрушению в печное пространство, а еле-
142
довательно, при этом практически исчезает эффект от применения данной конструкции футеровки.
Превышение величины верхнего предела кладки (более 0,3 длины изделия) нецелесообразно в связи со снижением строительной прочности кладки при расклинивании замковыми кирпичами, а также ввиду того, что толстый слой защитной массы в процессе изготовления футеровки ок-азывается недостаточно уплотненным (рыхлым, особенно со стороны поверхности нагрева), а следовательно, обильно насьш1аясь реагентами печного пространства в процессе эксплуатации, быстро разрушается (осыпается).
При этом эффект от применения предлагаемой величины смещения кладки центральной части свода достигается, когда размеры этого участка кладки ограничены диаметром, равньт 0,25- 0,45 от диаметра свода. Превьшение . .верхнего предела приводит к интенсивному Растрескиванию и отслаиванию массы в связи с наличием большой ее поверхности, а уменьшение нижнего предела - к существенному снижению положительного эффекта от использования защитного слоя массы в центральной части футеровки свода. В последнем случае участок, ограниченный диаметром менее 0,25 от диаметра свода, приближается либо становится равным по площади участку, ограниченному диаметром распада электродов, и, соответственно, часть огнеупорной кладки, формирующей отверстия, будет выходить за пределы границ данного участка и должна будет выполняться без смещения изделий по толщине футеровки (т.е. по прототипу), что заметно ускорит разгар незащищенной кладки электродных отверстий и снизит стойкость центральной части футеровки свода.
Пример. Раствор для наборки свода приготавливают на месте кладки в растворомешалке любого типа. При этом порошок (отощитель), близкий по химическому составу к сводовым изделиям либо нейтрального состава (например, корундовый) должен содержат 55-65% крупной фракции (3-0,5 мм) и 35-45% фракции 0,5 мм.
Загруженный в растворомешалку порошок по мере перемешивания увлажняют жидким натриевым стеклом плот-
ностью 1,28-1,35 г/см до получения массы (раствора) густой консистенции (влажностью 24-27%), Кладку футе ровки периферии свода наминают выполнять от пяты водоохлаждаемого кольца, используя общепринятые приемы кладки с применением раствора. При этом слой раствора, наносимый на , плашку и боковую грань каждого кирпича, должен обеспечивать тол1цину швов в кладке 0, от толщины применяемых для кладки изделий. После завершения кладки периферии на стевд центральной части свода, во избежание схватывания (прилипания) с ним огнеупорной маЬсы, предварительно укладьшают листы асбеста или
плотной бумаги.
I.
Огнеупорную массу приготавливают так же на месте наборки свода в растворо- либо бетономешалках любого типа. Наиболее предпочтительным и целесообразным составом массы является состав применяемого для кладки огнеупорного раствора с той лишь разницей, что масса в процессе перемешивания увлажняется жидким стеклом до получения влажности 4-6% и, соответственно, имеет полупластичную,
близкую к полусухой. консистенцию, , Приготовленную массу засыпают на пре варительно уложенный листовой асбест в центральной части свода и разрав- нивают по всей площади центральной части свода. При этом толщина слоя нанесённой на стенд массы должна обеспечивать величину смещения кладки центральной части. свода вверх на 0,1-0,3 АПИНЫ.применяемых сводовых изделий с учетом уплотнения ее собственным весом укладываемьк изделий и дополнительным прижатием их усилием рук. Кладку центральной части свода начинают, как обычно, с пе
свода на 50-70 После окончания ; наборки их забивают пневмомолотком.с утолщенным наконечником или молотом, предварительно подложив резиновую прокладку толщиной 15-20 мм.
Наличие комбинированной футеровки в центральной части свода огнеупорных изделий и массы со стороны рабочей
поверхности кладки.позволяет реализовать в одной конструкции положительные свойства изделий, как более прочного, и огнеупорной массы, как более термостойкого материала. При этом
строительную и эксплуатационную прочность футеровки центральной части свода обеспечивают огнеупорные изделия, а термические напряжения, возни- какяциё в рабочем слое футеровки при
высокотемпературном одностороннем ее нагреве, разряжаются (гасятся, снижаются) защитным слоем огнеупорной массы, которая удерживается на рабочей поверхности изделий утолщенными
материальными швами (раствором), расположенным между изделиями в кладке, а также за счет адгезии массы к рабочей поверхности изделий на границе непосредственного их контакта. Наибольший эффект от применения указанной комбинации из изделий и, массы сообща-, ется футеровке на первых двух-трех плавках, когда футеровка еще не полностью прогрета и испытывает максимальные термические напряжения, а также в последующую 1/3 кампании печи, когда футеровка подвержена наиболее интенсивному износу сколами. Снижение термических напряжений в
рабочем слое футеровки центральной
части свода и уменьшение интенсивности, ее скалывания в указанные периоды кам- пании печи позволяет существенно увеличить срок службы свода в целом.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| Свод промышленной печи | 1981 |
|
SU991123A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Свод промышленной печи | 1981 |
|
SU996832A1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| Свод промышленной печи | 1980 |
|
SU896972A1 |
| Подвесной свод дуговой печи | 1979 |
|
SU860567A1 |
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
Изобретение относится к конструкции сводов плавильных электродуговых -печей. Цель изобретения - увеличение ..срока службы свода за счет цовышения стойкости Футеровки его центральной части. Свод содержит периферийную и центральную части футеровки, выполненные в виде огнеупорной кладки из 3 2 сводовьк изделий, и швы 2 между ними толщиной 0,15-0,25 от толщины сводовых изделий, заполненные огнеупорным раствором (массой). Центральная часть футеровки свода на участке диаметром 0,25-0,45 от диаметра свода смещена вверх относительно периферийной части на 0,1-0,3 длины сводовых изделий и на эту же величину со стороны поверхности нагрева дополнительно защищена слоем огнеупорной массы. При пуске в эксплуатацию такогр свода возникающие термические напряжения в рабочем слое футеровки центральной части снижаются до ми1шмума (разряжаются, гасятся) защитным слоем огнеупорной массы, которая, прочно удерживается на рабочей поверхности кладки утолщенными материальными швами (раствором) между изделиями. Это позво-: ляет значительно снизить интенсив- ность износа кладки центральной части сколами в первую 1/3 кампании печи . и увеличить срок службы свода в це- ; лом. 2 ил. А-А i Л С 00 СП ф
рикндной и упорной арок, после чего
выкладывают сектора. Слой раствора.Свод плавильной печи, содержащий
наносимый на плашку и боковую гранькладку периферийной и центральной каждого кирпича так же, как и при gQ частей из огнеупорных сводовых изде- ,
кпадЛе периферии, должен обеспечиватьлий, швы между которыми заполнены огтолщину швов 0,15-0,25 толщины приме-неупорным раствором толщиной 0,15няемых изделий. При этом каждый кир-:0,25 тол1цины сводовых изделий, о т пич (кроме замковых), укладываемый по;Личающийся тем, что, с це- слою огнеупорной массы, тщательно при-gg лью увеличения срока службы, кладка
жимают вниз, уплотняя массу. По хоЙУ -Футеровки центральной его части на
кладки центральной части свода ос-участке диаметром, равным 0,25-0,45
тавляют 4-7 замковых кирпичей, кото-диаметра свода, выполнена со смещени-.
рые выступать над поверхностью м относительно кладки периферийной
514359146
части по толщине вверх на 0,1-0,3 дли- кладки, заполнено огнеупорной массой ИЫ сводовых изделий, а пространство, и составляет одно целое со швами меж- образованное в результате смещения / ду изделиями в кладке.
Составитель А.Филиппов Редактор С.Пекарь Техред М.ДидыкКорректор И.Муска
Заказ 5632/38
Тираж 561
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,л. 4/5
Подписное
| Кайбичева М.Н.Футеровка электропечей | |||
| - М.: Металлургия, 1975, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
