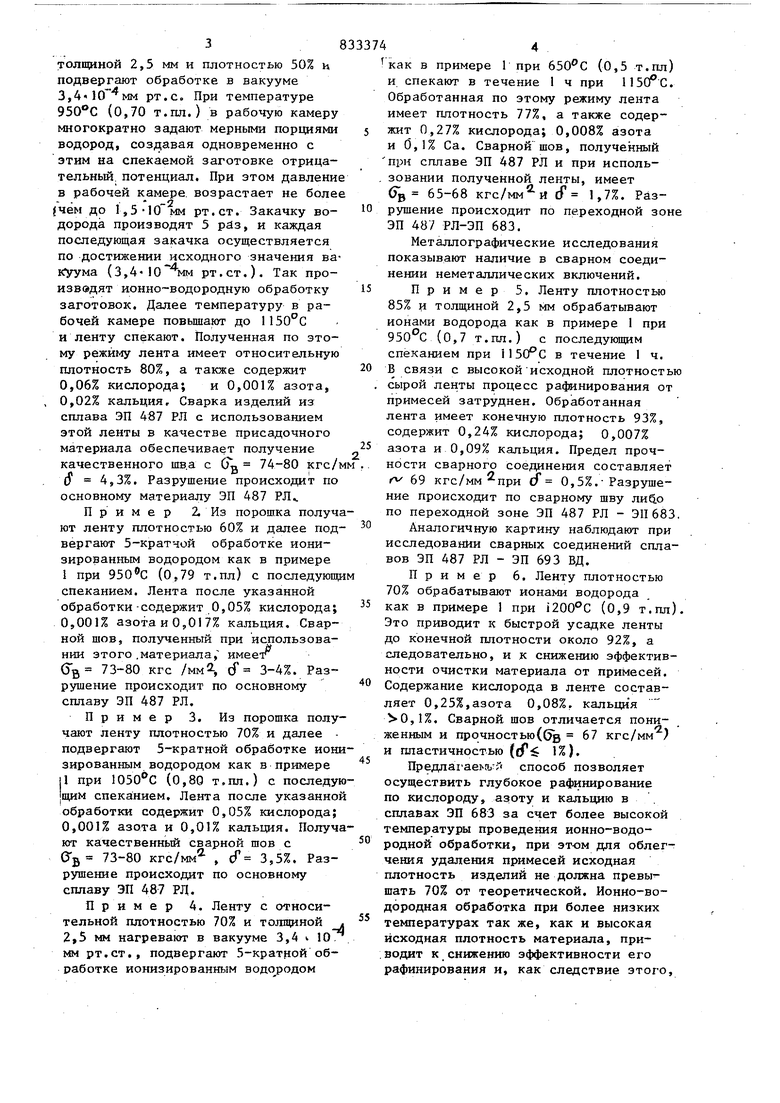
Изобретение относится к порошковой металлургии, в частности к спосо бам получения изделий из тугоплавких металлов в виде прокатанных лент, иcпoльзye aJX в качестве электродного материала. Известен способ получения листа, по которому из порошков формуют пористый лист с последующим его cneKaнием в вакууме при температуре до 1200с l. Недостаток указанного способа СОС.ТОИТ в том, что ленту сразу нагревают до максимальной температуры и подвергают обработке вакуумом в. плотном состоянии, не учитывая изменения химического состава.. Наиболее близким предлагаемо 4у по технической сущности и достигаемо му эффекту является способ, по которому пористые заготовки при температуре, составляющей 25-60% от темпера туры плавления, подвергают ионно-водородной обработке и затем спекают в вакууме 2. Однако известный способ не позволяет получать высокие механические свойства на изделиях, содержащих в своем составе компоненты с высоким сродством к. кислороду. Цель изобретения - повышение механических свойств материала за счет снижения содержания газовых примесей. Указанная цель достигается тем, что в способе получения спеченного материала, включающем формование пористой заготовки и ионно-водороднуюобработку с последующим спеканием, формование заготовки осуществляют в ленту с пористостью 50-70%, а ион-, но-водородную обработку проводят при температуре, равной 0,7-0,85 температуры плавления материала. Пример 1. Порошок сплава ЭП 683 (основа Ni, 15% Сг, .20% Мо, 0,5% в),содержащий 0,45%, 02,0,08% азота и 0,13% Са, прокатывают в лист 38 толщиной 2,5 мм и плотностью 50% и, подвергают обработке в вакууме 3, рт.с. При температуре (о,70 т.пл.) в рабочую камеру многократно задают мерными порциями водород, создавая одновременно с этим на спекаемой заготовке отрицательный, потенциал. При этом давление в рабочей камере, возрастает не более (чём до 1, рт.ст. Закачку водорода производят 5 раз, и каждая последующая закачка осуществляется по достижении исходного значения (3,4-10 мм рт.ст.). Так произведят ионно-водородную обработку заготовок. Далее температуру в рабочей камере повьшают до и ленту спекают. Полученная по этому режЙ1.1у лента имеет относительную плотность 80%, а также содержит 0,06% кислорода; и 0,001% азота, 0,02% кальция. Сварка изделий из сплава ЭП 487 РЛ с использованием этой ленты в качестве присадочного материала обеспечивает получение качественного шв.а с (j 74-80 кгс/ в - 4,3%. Разрушение происходит по основному материалу ЭП 487 РЛ Пример Z Из порошка получ ют ленту плотностью 60% и далее под вергают 5-кратчой обработке ионизированным водородом как в примере 1 при 950®С (0,79 т.пл) с последующ спеканием. Лента после указанной обработки-содержит 0,05% кислорода; 0,001% азотаиО,017% кальция. Сварной шов, полученный при использовании этого .материала, имее-г (5в 73-80 кгс /мм2-, d 3-4%. Разрушение происходит по основному сплаву ЭП 487 РЛ. Пример 3, Из порошка полу чают ленту плотностью 70% и далее подвергают 5-кратной обработке ион зированным водородом как в примере 1 при 1050 С (0,80 т.пл.) с последу щим спеканием. Лента после указанно обработки содержит 0,05% кислорода; 0,001% азота и 0,01% кальция. Получ ют качественньш сварной шов с 73-80 кгс/мм , сГ 3,5%. Разрушение происходит по основному сплаву ЭП 487 Д. Пример 4. Ленту с относительной плотностью 70% и толщиной 2,5 мм нагревают в вакууме 3,4 10 мм рт.ст., подвергают 5-кратной обработке ионизированным водо родом как в примере Г при (0,5 т.пл) и спекают в течение 1 ч при 1150°С. Обработанная по этому режиму лента имеет плотность 77%, а также содержит 0,27% кислорода; 0,008% азота и 0,1% Са. Сварной шов, полученный при сплаве ЭП 487 РЛ и при использовании полученной ленты, имеет (Гр 65-68 кгс/мм й сГ 1,7%. Разрушение происходит по переходной зоне ЭП 487 РЛ-ЭП 683. Металлографические исследования показывают наличие в сварном соединении неметаллических включений. Пример 5. Ленту плотностью 85% и толщиной 2,5 мм обрабатывают ионами водорода как в примере 1 при 950 С(0,7 т.пл.) с последующим спеканием при 1150С в течение 1 ч. В связи с высокойисходной плотностью сырой ленты процесс рафинирования от примесей затруднен. Обработанная лента имеет конечную плотность 93%, содержит 0,24% кислорода; 0,007% азота и 0,09% кальция. Предел прочности сварного соединения составляет л 69 кгс/мм при сГ 0,5%.-Разрушение происходит по сварному шву лийо по переходной зоне ЭП 487 РЛ - ЭП683. Аналогичную картину наблюдают при исследовании сварных соединений сплавов ЭП 487 РЛ - ЭП 693 БД. Пример 6. Ленту плотностью 70% обрабатывают ионами водорода как в примере 1 при i200°C (0,9 т.пл). Это приводит к быстрой усадке ленты до конечной плотности около 92%, а следовательно, и к снижению эффективности очистки материала от примесей. Содержание кислорода в ленте составляет 0,25%,азота 0,08%. кальция 0,1%. Сварной шов отличается пониженным и прочностью(бв 67 кгс/мм ) и пластичностью (( 1%). Пpeдлaгae ь й способ позволяет осуществить глубокое рафинирование по кислороду, азоту и кальцию в . сплавах ЭП 683 за счет более высокой температуры проведения ионно-водородной обработки, при этом для облегчения удаления примесей исходная плотность изделий не должна превы шать 70% от теоретической. Ионно-водородная обработка при более низких температурах так же, как и высокая исходная плотность материала, приводит к снижению эффективности его рафинирования и, как следствие этого. получению более низкого качества сварных соединений. Использование лент плотностью менее 50% от теоретической недопустимо из-за разрушения вследствие их низкой прочности. Экономический эффект от использования электродного материала в виде пористой ленты, получаемого предлагаемым способом, составляет 12 тыс.р на одну тонну готового материала. Формула изобретения Способ получения спеченного материала, преимущественно электродного материала из тугоплавких металлов для сварных соединений, включающий формование пористой заготовки и ион6но-водородную обработку с последукщим спеканием, отличающийся тем, что, с целью повышения механических свойств материала путем снижения содержания газовых примесей, формование заготовки осуществляют в лент ту с пористостью 50-70%, а ионно-водородную, обработку ПРОВОДЯТ при температуре, равной 0,7-0,85 температуры плавления материала. Источники информации, принятые во внимание при экспертизе 1.Аксенов Г. И. и др. Получение высокопластичного титана прокаткой порошка, - Сб. Порошковая металлургия. Труды Всесоюзной межвузовской конференции. Куйбышев, 1963, с. 74-76. 2.Авторское свидетельство СССР № 449778, кл. В 22 F 3/26, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлокерамических изделий | 1969 |
|
SU449778A1 |
| ПРИМЕНЕНИЕ СЕРОСОДЕРЖАЩИХ ТОПЛИВ ДЛЯ ПРЯМООКИСЛИТЕЛЬНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2001 |
|
RU2280297C2 |
| ТОПЛИВНЫЙ ФИЛЬТР И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2177073C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1984 |
|
SU1220227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2011 |
|
RU2507033C2 |
| Способ получения керамики | 1981 |
|
SU996389A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2010 |
|
RU2433108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОАКТИВНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1987 |
|
RU2042236C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NbAl (Варианты) | 2017 |
|
RU2647424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2252459C2 |
