1 .
Изобретение относится к технологии сварочного производства и может быть использовано при сварке плавящимся электродом в узкую разделку,. толстостенных конструкций, применяемых в энергомашиностроении, тяжелом машиностроении и т.д.
Известен способ многослойной сваки кольцевых швов плавящимся электродом в разделку, при котором для устранения непровара корня шва горелку устанавливают под углом 7,515 к вертикальной оси в направлени сварки (против хода вращения) 1.
Недостаток известного способа образование впереди дуги жидкого металла, препятствующего надежному сплавлению металла шва со стенками разделки, что является недопустимьм дефектом при сварке ответственных конструкций.
Цель изобретения-повышение качества при сварке плавящимся электродом на погонной энергии 58 ккал/см.
Поставленная цель достигается те что смещение электрода производят по ходу вращения детали на расстояние, равное 0,01-0,1 свариваемого диаметра.
Способ многослойной сварки кольцевых швов плавящимся электродом .состоит в следующем.
Собранный под сварку узел с узкой разделкой устанавливают на сварочный стенд. При сварке высокопрочных сталей осуществляют предварительный подогрев. Сварку производят в смеси газов OJL проволокой,
0 ссответствукнцей марке свариваемого материала, диаметром 2,0-3,0 мм. Сварочную горелку устанавливают таким образом, чтобы смещение электрода с зенита было по ходу вращения
5 на расстояние Е см. величина ния БСДЛ зависит от свариваемого ди- . аметра и угла и расчитывается по формуле
что опЭксперименты показывают,
ДК.;11еИ - : л- ;,„игИТ
тимальная величина угла Г .. от ширины разделки в стыке и опреде ляется по графику. Так, пример, сварку, сосудов из сталей типа 20хЗМФ толщиной 70-120 мм и диаметром 700 мм производят сварочной проволокой СвОВХГСМА диаметром 3 мм в Р зделку шириной 15-18 мм в следующем режиме,.
Л 27-29 В; Jei 550-570 А, Vcg ; 2 м/ч;В{у 18-25 мм; Ерц 35-40 мм
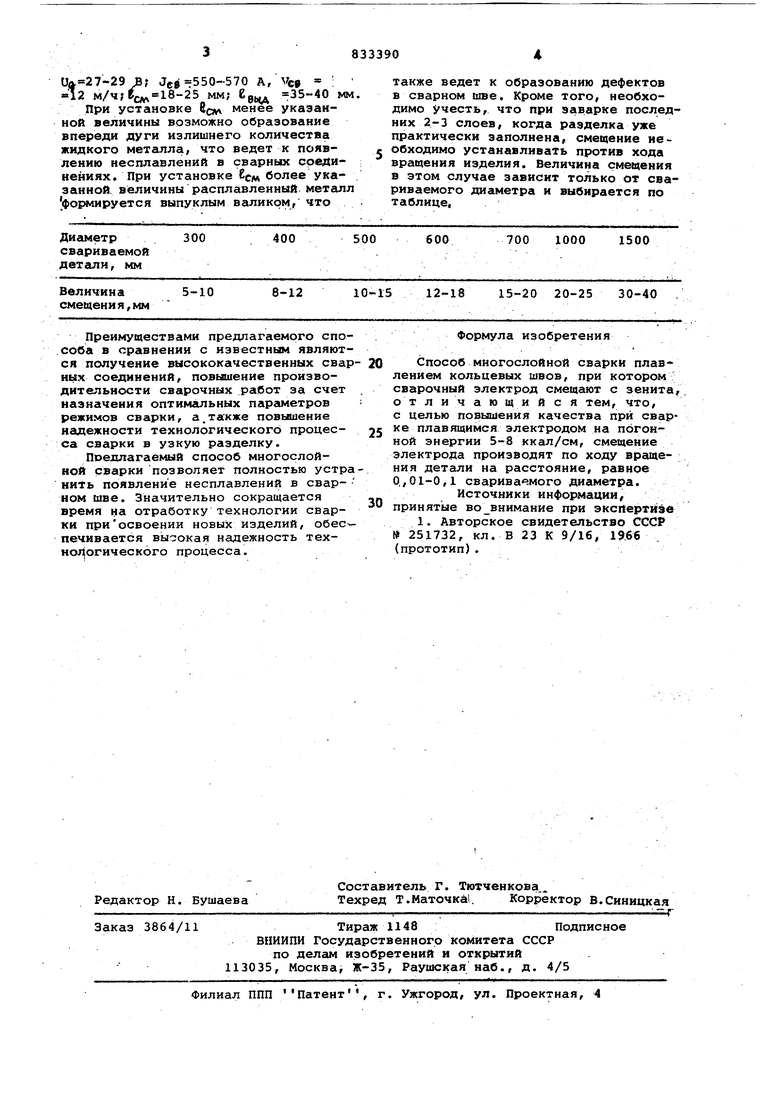
При установке ЕСМ менее указанной величины возможно образование впереди дуги излишнего количества жидкого металла, что ведет к появлению несплавлений в сварных соединениях. При установке ЕСМ более указанной, величины расплавленный металл формируется выпуклым валиком, что
также ведет к образованию дефектов в сварнсял шве. Кроме того, необходимо учесть, что при заварке последних 2-3 слоев, когда разделка уже практически заполнена, смещение необходимо устанавливать против хода вращения изделия. Величина смещения в этом случае зависит только от свариваемого диаметра и выбирается по таблице,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки кольцевых стыков многослойных обечаек | 1991 |
|
SU1838066A3 |
| Способ многослойной сварки плавящимся электродом | 1980 |
|
SU870033A1 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
Преимуществами предлагаемого способа в сравнении с известным являются получение высококачественных свар ных соединений, повышение производительности сварочных работ за счет назначения оптимгшьных параметров режимов сварки, а.также повышение нгшежности технологического процесса сварки в узкую разделку.
Поедлагаемый способ многослойной сварки позволяет полностью устранить появление несплавленнй в сварном шве. Значительно сокращается время на отработку технологии сварки приосвоении новых изделий, обес печивается высокая надежность технoJ oгичecк6гo процесса.
Формула изобретения
Способ многослойной сварки плавлением кольцевых швов, при котором сварочный электрод смещают с зенита отличающийся тем, что, с целью повышения качества при сварке плавящимся электродом на погонной энергии 5-8 ккал/см, смещение электрода производят по ходу вргицения детали на расстояние, равное О,,01-0,1 сварива.мого диаметра.
Источники информации, принятые во внимание при экспертизе
