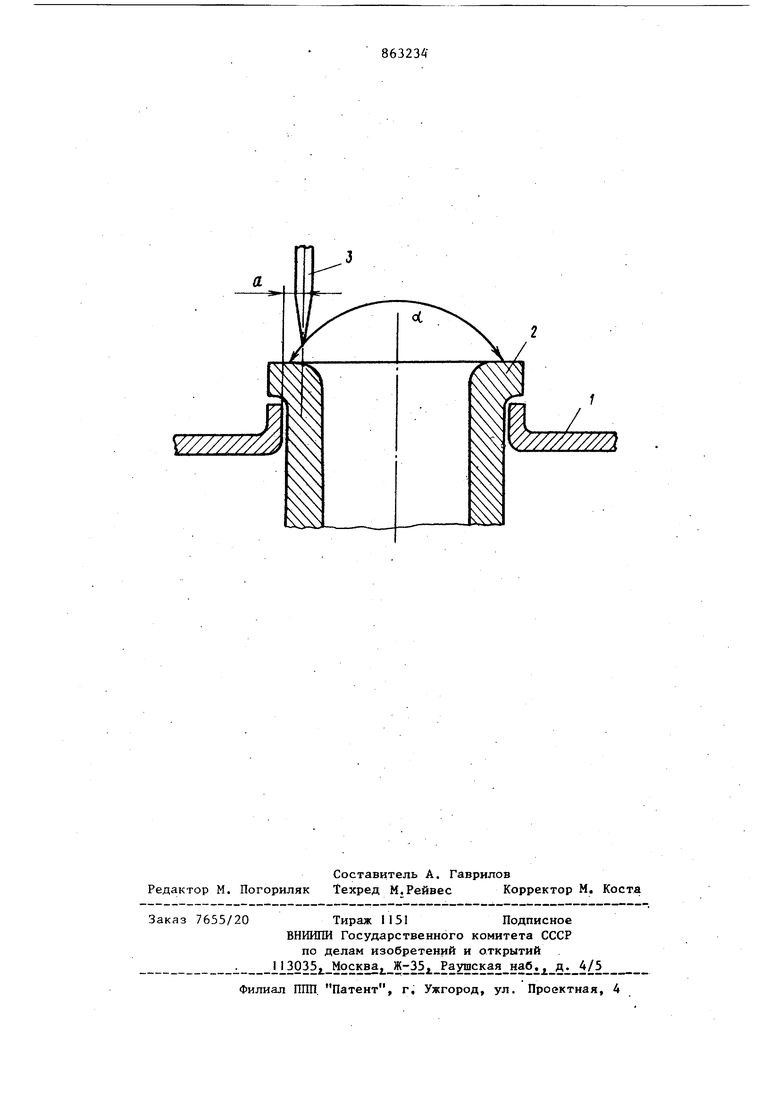
Изобретение относится к сварочному производству, в частности к сварке медной трубки с тонколистовым стальным днищем, например при изготовлении цельнометаллического термоса. Известен способ автоматической дуговой сварки меди со сталью плавящимся электродом тел вращения, при котором дугу смещают в сторону меди на расстояние, равное 1-2 диаметра электрода и с зенита на 1/40-1/60 длины окружности кольцевого шва l. Однако данный способ сварки применим для тел вращения только с горизон тально расположенной осью вращения. Его использование возможно при сварке плавящимся электродом деталей больших диаметров и значительных , но при сварке разнородных металлов малой толщины применение сварки плавящимся электродом затруднительно, а малый диаметр свариваемых деталей не позволяет установить и поддерживать в процессе сварки смещения электрода по стыку и с зенита, требуемые данным способом. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ дуговой сварки меди со сталью плавящимся электродом, при котором производят скос свариваемых кромок под углом , а стык собирают с перекрытием стальной заготовки медной со стороны воздействия дуги, после чего осуществляют сварку, смещая плавящийся электрод на величину, равную 0,5-1,5 толщины медной заготовки 2}. Однако данным способом возможна сварка встык со скосом кромок толстостенных заготовок, соизмеримых по толщине, а применение этого способа при сварке тонкостенных разнородных металлов, в 2-3 раза отличающихся по толщи не, весьма затруднительно. Так, сварка указанным способом стгшьной заготовки, толщина которой 0,5 мм с медлой трубкой, толщина стенки которой 386 равна 1,0-1,5 мм приводит к появлению постоянных дефектов в сварном шве в виде прожогов и несплавлений, ч.(го не удовлетворяет требованиям получения вакуумного плотного шва, необходимого при работе изделия. Целью изобретения является повышение качества соединения при сварке тонколистовой стали с толстостенной медной трубкой. Цель достигается тем, что согласно способу дуговой сварки разнородных металлов, при котором собирают стык с перекрытием стальной заготовки медной электрод смещают в сторону меди и производят сварку расплавляя медную заготовку, перед сваркой производят отбортовку стальной заготовки, а кром ку медной трубки развальцовывают в сторону отбортовки стальной заготовки под углом 90-180°. Способ поясняется чертежом. Перед сваркой производят отбортовку тонкостенной стальной заготовки а кромки медной трубки 2 развальцовывают под углом . Стык собирают с перекрытием торца отбортовки медью. Вольфрамовый электрод 3 при аргоно-дуговой сварке смещают на величи ну 0-0,5 в сторону медной заготовки. Первоначально дуга расплавляет кромку развальцованной медной заготовки. Расплавленная медь защищает сталь от непосредственного воздействия дуги и, взаимодействуя со стальной заготов кой, образует сварной шов типа паяного. При этом в металл шва переходит минимальное количество элементов, составляю(цих сталь, что позволяет получить высокую пластичность и вакуумную ПЛОТНОСТЬ сварного соединения. Угол, применяемый при развальцовке, может изменяться от 90° до IBO, при изменении толщины стенки медной трубки от 1 ,5 До 1,0 мм. Пример. Производят автоматическую аргоно-дуговую сварку вольфрамовьм электродом в импульсном режиме меди со сталью. Медную трубку диаметром .10 мм и ТОЛПД1НОЙ стенки 1,0 мм сваривают кольцевым швом с вертикально расположенной осью вращения со стальной заготовкой толщиной 0,5 мм. Перед сваркой производят отбортовку стальной заготовки и развальцовку мед ной трубки под углом 180°. Стык собирают с перекрытием торЦа отбортовки стальной заготовки медной развальцованной трубкой, после чего производят сварку на режимах ICB 15-20 А, VCB 12 м/ч, 3-5 А, t,wn 0.03 с, , 0,03 с. Смещение электрода от стыка до 0,5 мм в сторону медной трубки на качество сварного шва не отражается . С целью проверки надежности сварного шва в процессе эксплуатации производят циклические теплосмены по следующему режиму: нагрев до 200 С с резким охлаждением до в жидкой смеси фреона с твердой углекислотой. После ста циклов образцы проверяют на вакуумную плотность гелиевым течеискателем и подвергают металлографическим исследованиям. Результаты исследований свидетельствуют, что многократные циклические теплосмены не влияют на вакуумную плотность шва, а металлографические исследования показали отсутствие микротрещин как непосредственно после сварки, так и после проведения циклических теплосмен. Применение развальцовки позволяет расширить допуск по диаметру отбортовки стальной заготовки, облегчает сборку под сварку и оЪеспечивает получение качественных вакуумно-плотных швов в указанном диапазоне смещения электрода. Формула изобретения Способ автоматической дуговой разнородных металлов, при котором собирают стык с перекрытием стальной заготовки медной, смещают электрод в сторону меди и производят сварку, расплавляя медную заготовку, отличающийся тем, что, с целью повышения качества соединения при сварке тонколистовой стали с толстостенной медиой трубкой, перед сваркой производят отбортовку стальной заготовки, а кромку медной трубки развальцовывают в сторону отбортовки стальной заготовки под уБлом 90 -180. Источники информации, принятые йо внимание при экспертизе 1,Авторское свидетельство СССР i № 522010, кл. В 23 К 31/06, 1975. 2.Авторское свидетельство СССР 450942, кл. В 23 К 9/16, 1972 (прототип).
У/////////
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки меди со сталью | 1972 |
|
SU450942A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО БАКА АВТОМОБИЛЯ | 1997 |
|
RU2144452C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |