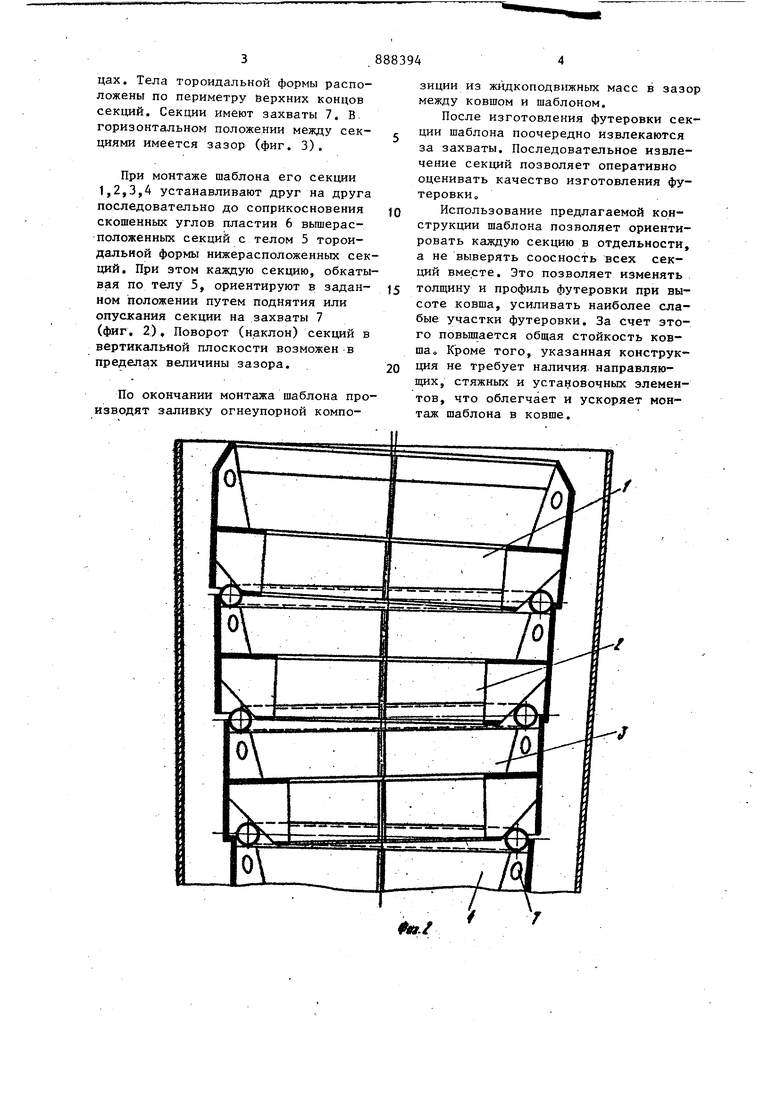
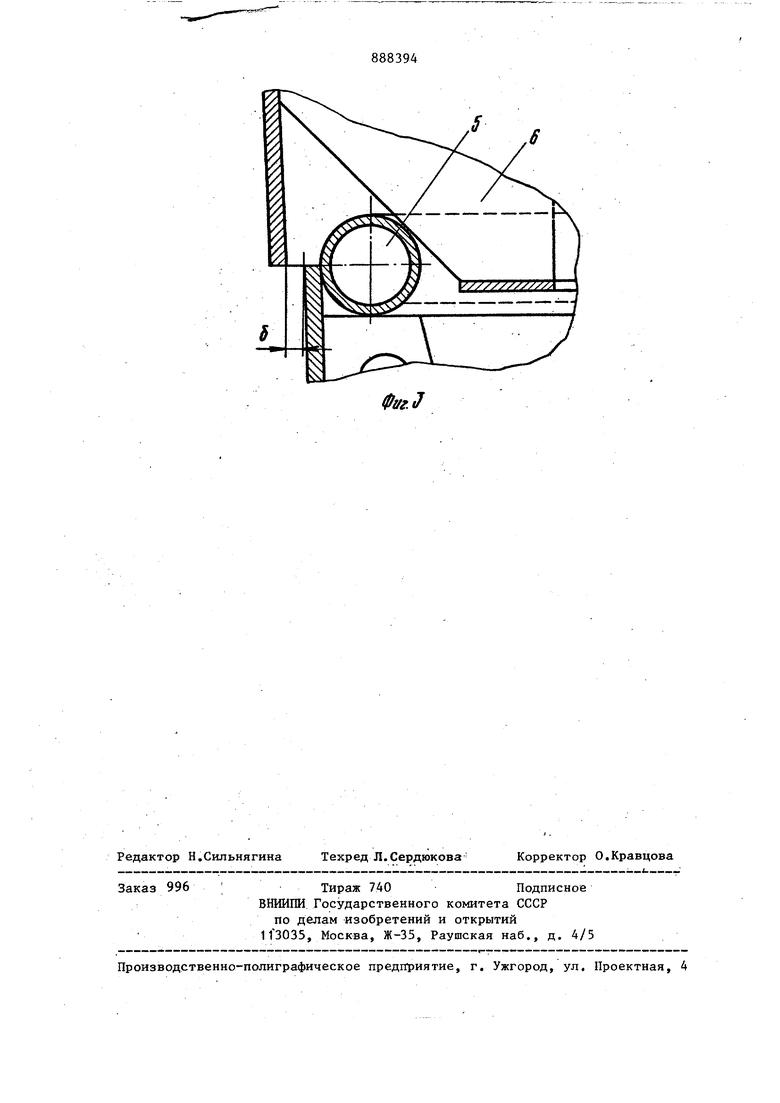
Изобретение относится к металлур гии и может быть использовано для изготовления монолитных футеровок, преимущественно из жидкоподвижных масс, тепловых агрегатов, имеющих форму тел вращения, с помощью шаблонов, например сталеразливочных ийи чугуновозных ковшей. Известен шаблон для изготовления монолитной футеровки металлургических ковшей, который содержит основание, установленные друг на друга конусообразные секции, элементы соч ленения соседних секций между собой, а также выдвижные горизонтальные и вертикальные установочные упоры. Элементы сочленения секций включают направляющие, шаровую опору, болтовые соединения о Наличие шаровой опоры позволяет уменьшить влияние неровностей днища на точность установки шаблона о В процессе монтажа шаблона в теп ловой агрегат опускают и центрируют основание, на которое устанавливают конусообразные секции, выверяют их относительно ковша и основания шаблона, вьщерживая соосность всех конусообразных секций за счет шаровой опоры и направлянщих. Один из недостатков указанной ко струкции заключается в том, что в ней стремятся выдержать соосность между всеми секциями шаблона, что, во-первых, в таких металлургических агрегатах, как ковш, труднодостижим а во-вторых, не позвол.яет регулировать относительное положение секций между собой, т.е. не позволяет гибк устанавливать секции, что на практи ке бывает необходимо. Так, например для повьш1ёния общей стойкости футеровки ковша толщин-а футеровки в мес те падения струи расплавленного металла должна быть больше толщины других участков футеровки. Такое местное (локальное) изменение толщи ны и профиля футеровки ковша не может быть достигнуто при использовании известного шаблона с жесткой ус тановкой секций между собой. Другим недостатком известного шаблона является сложность монтажа ввиду трудоемкости установки секции на шаровую опору (необходимо попаст в эту точку), установки секций в направляющие, установки болтовых соединений и т.д., Целью предлагаемого технического решения является обеспечение возможности регулирования относительного положения секций между собой, что позволит дифференцированно изменить толщину и профиль футеровки. Кроме того, целью предложения является облегчение и ускорение монтажа шаблона. Поставленная цель достигается тем, что в шаблоне для монолитной футеровки сталеразливочных ковшей, содержащем установленные друг на друга конусообразные секции и злементы сочленения соседних секций между собой, элементы сочленения соседних секций выполнены в виде тел тороидальной формы и контактирующих с ними вертикальных пластин со скошенными углами. При таком выполнении шаблона его секции образуют сферический подшипник трения скольжения, что обеспечивает возможность регулирования положения соседних секций между собой таким образом, что вертикальная ось каждой секции может быть наклонена относительно соседней секции. Этим достигается возможность независимой ориентации каждой секций, что позволяет при изготовлении футеровки изменять ее толщину и профиль в заданных участках. Исключение направляющих, шаровой опоры и болтовых соединений упрощает монтаж шаблона. Этому также способствует расположение тел тороидальной формы по периметру секций, поскольку при таком расположении .сочленение происходит по наибольшей поверхности. На фиг. 1 изображен общий вид предлагаемого шаблонаi на фиг. 2 то же при изготовлении футеровки заданной толщины и профиля; на фиг. 3узеп сочленения секций шаблона. Шаблон для изготовления монолитной футеровки ковша содержит установленные друг на друга конусообразные секции 1,2,3,4 и элементы их сочленения между собой, выполненные в виде горизонтально расположенных тел тороидальной формы 5 и вертикальных пластин 6, имеющих скошенные углы. Тела 5 закреплены на верхних концах секций, а пластины 6 - на нижних концах. Тела тороидальной формы расположены по периметру йерхних концов секций. Секции имеют захваты 7. В. горизонтальном положении между секциями имеется зазор (фиг. 3).
При монтаже шаблона его секции 1,2,3,4 устанавливают друг на друга последовательно до соприкосновения скошенных углов пластин 6 вьшерасположенных секций с телом 5 тороидальной формы нижерасположенных секций. При этом каждую секцию, обкатывая по телу 5, ориентируют в заданном положении путем поднятия или спускания секции на захваты 7 (фиг, 2), Поворот (наклон) секций в вертикальной плоскости возможен в пределах величины зазора.
По окончании монтажа шаблона производят заливку огнеупорной композиции из жидкоподвижных масс в зазор между ковшом и шаблоном.
После изготовления футеровки секции шаблона поочередно извлекаются за захваты. Последовательное извлечение секций позволяет оперативно оценивать качество изготовления футеровки
Использование предлагаемой конструкции шаблона позволяет ориентировать калсдую секцию в отдельности, а не выверять соосность всех секций вместе. Это позволяет изменять
толщину и профиль футеровки при высоте ковша, усиливать наиболее слабые участки футеровки. За счет этого повьштается общая стойкость ковша. Кроме того, указанная конструкция не требует наличия направляющих, стяжных и установочных элементов, что облегчает и ускоряет монтаж шаблона в ковше.
te/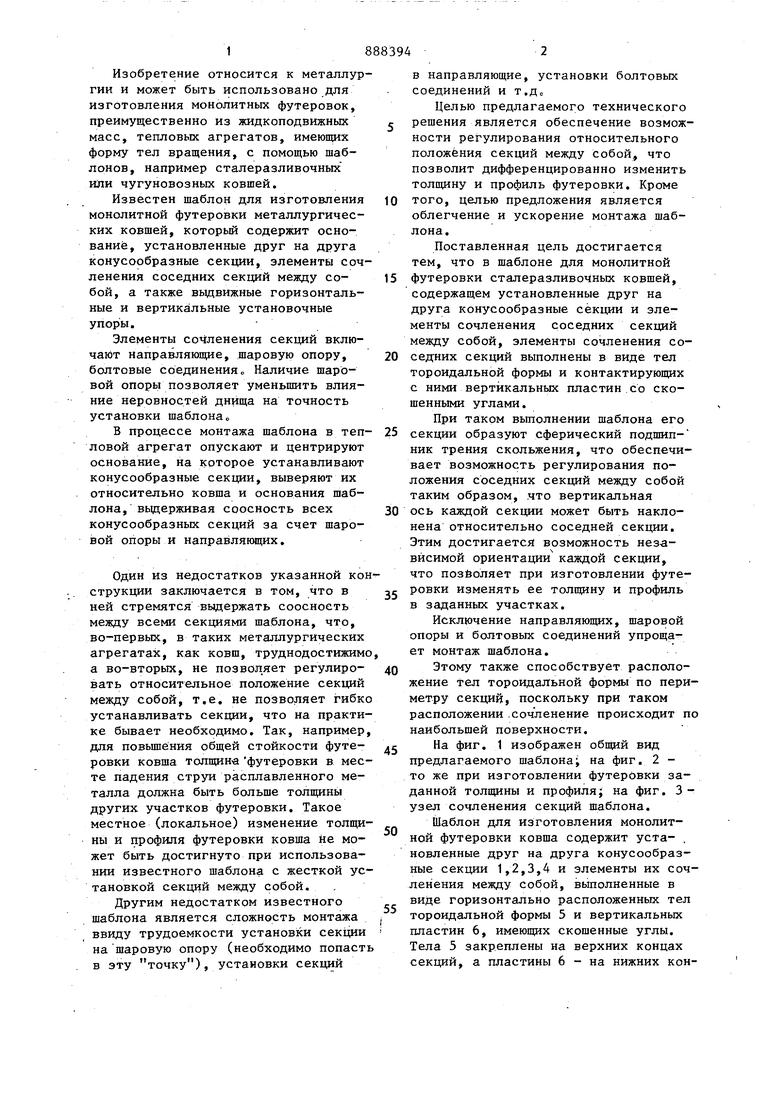
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU1021080A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU847589A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| Шаблон для изготовления монолитной футеровки | 1977 |
|
SU737128A1 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Шаблон для футеровки металлургическихЕМКОСТЕй | 1979 |
|
SU835636A1 |
| Шаблон для изготовления футеровки металлургических ковшей | 1974 |
|
SU505519A1 |
ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ МОНОЛИТНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ, содержащий установленные друг на друга конусообразные секции и элементы сочленения соседних секций между собой, отличающийся тем, что, с целью возможности регулирования относительного положения секций между собой, облегчения и ускорения монтажа шаблона, элементы сочленения соседних секций вьтолнены в виде тел тороидальной формы и контактирующих с ними вертикальных пластин со скошенными углами. 00 00 00 со ;о 
| Шаблон для изготовления футеровки металлургических ковшей | 1974 |
|
SU505519A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
