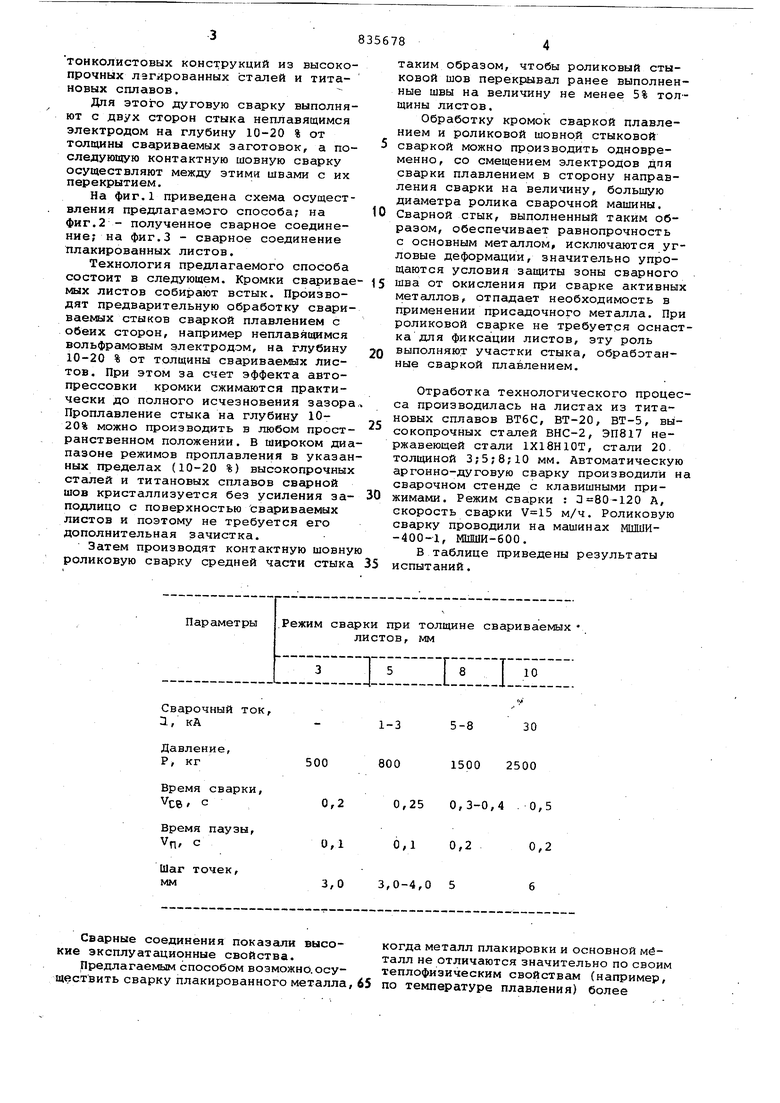
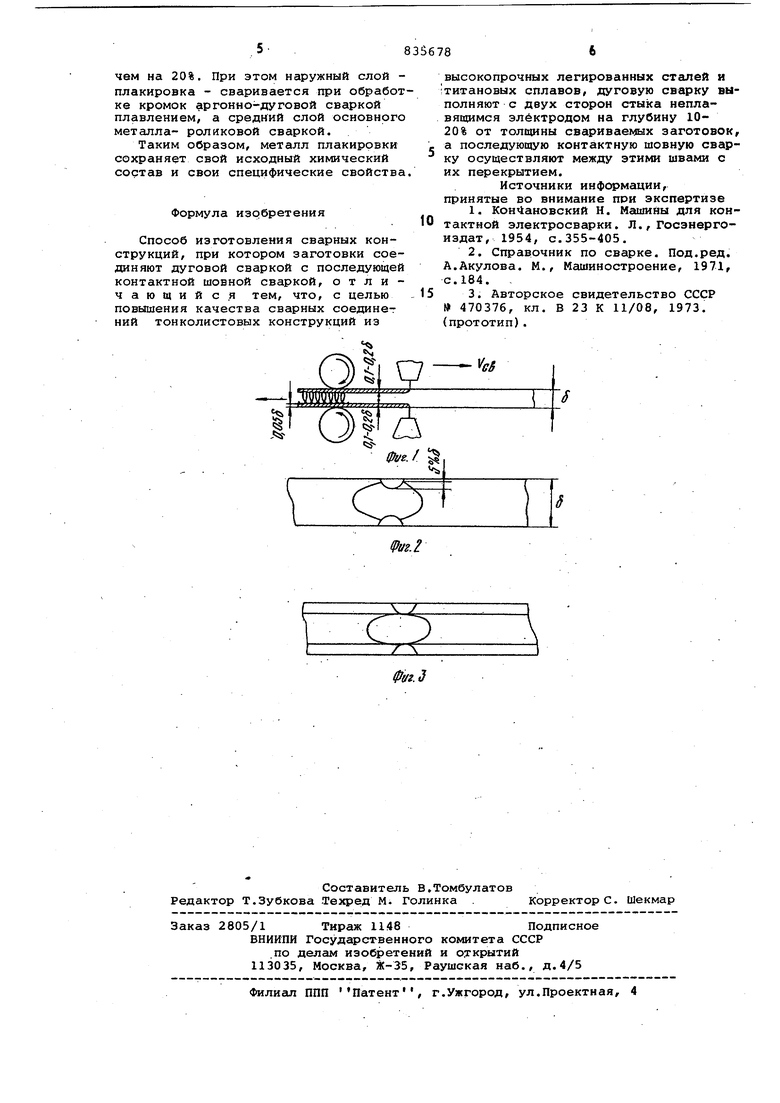
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ тонколистовых конструкций из высокопрочных лэгированных сталей и титановых сплавов. Для этого дуговую сварку выполняют с двух сторон стыка неплавящимся электродом на глубину 10-20 % от толщины свариваемых заготовок, а последующую контактную шовную сварку осуществляют между этими швами с их перекрытием. На фиг.1 приведена схема осуществления предлагаемого способа; на фиг.2 - полученное сварное соединение; на фиг.З - сварное соединение плакированных листов. Технология предлагаемого способа состоит в следующем. Кромки сваривае мых листов собирают встык. Производят предварительную обработку свариваемых стыков сваркой плавлением с обеих сторон, например неплавя1аимся вольфрамовым электродом, на глубину 10-20 % от толщины свариваемых листов. При этом за счет эффекта автопрессовки кромки сжимаются практически до полного исчезновения зазора Проплавление стыка на глубину 1020% можно производить в любом прост ранственном положении, В широком ди пазоне режимов проплавления в указан ных пределах (10-20 %) высокопрочных сталей и титановых сплавов сварной шов кристаллизуется без усиления за подлицо с поверхностью свариваемых листов и поэтому не требуется его дополнительная зачистка. Затем производят контактную шовну роликовую сварку средней части стык таким образом, чтобы роликовый стыковой шов перекрывал ранее выполненные швы на величину не менее 5% толщины листов. Обработку кромок сваркой плавлением и роликовой шовно.й стыковой сваркой можно производить одновременно, со смещением электродов дпя сварки плавлением в сторону направления сварки на величину, большую диаметра ролика сварочной машины. Сварной сгык, выполненный таким образом, обеспечивает равнопрочность с основным металлом, исключаются угловые деформации, значительно упрощаются условия защиты зоны сварного шва от окисления при сварке активных металлов, отпадает необходимость в применении присадочного металла. При роликовой сварке не требуется оснастка для фикса ции листов, эту роль выполняют участки стыка, обработанные сваркой плавлением. Отработка технологического процесса производилась на листах из титановых сплавов ВТ6С, ВТ-20, ВТ-5, высокопрочных сталей ВНС-2, ЭП817 нержавеющей стали 1Х18Н10Т, стали 20толщиной 3;5;8;10 мм. Автоматическую аргонно-дуговую сварку производили на сварочном стенде с клавишными прижимами. Режим сварки : 3 80-120 А, скорость сварки м/ч. Роликовую сварку проводили на машинах МШШИ-400-1, МШШИ-600, В таблице приведены результаты испытаний.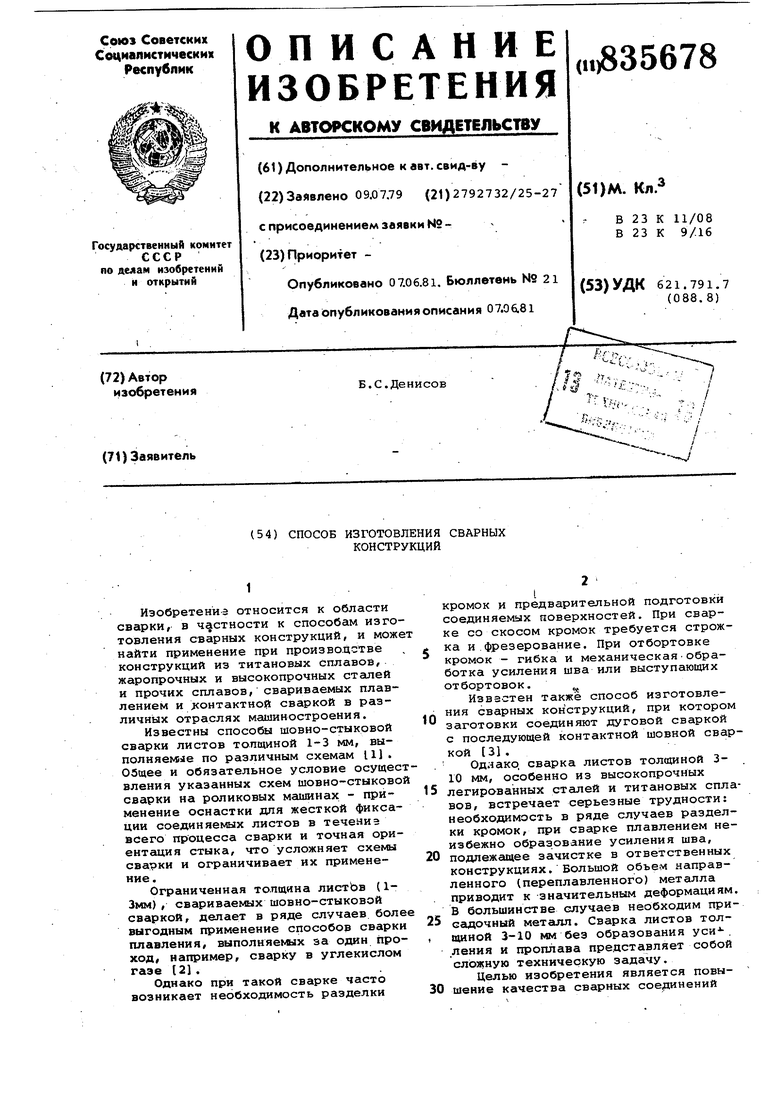
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ сварки трехфазной дугой | 1989 |
|
SU1696204A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
ток,
500
ки,
0,2
ы,
0,1
3,0 3,0-4,0 5
Сварные соединения показали высо-когда металл плакировки и основной мёкие эксплуатационные свойства,талл не отличаются значительно по своим
предлагаемым способом возможно.осу-теплофизическим свойствам (например,
ществить сварку плакированного металла, 65по температуре плавления) более
5-8
1-3
30
1500 2500
800
0,25 0,3-0,4 .0,5
0,1 0,2
0,2
чем на 20%. При этом наружный слой плакировка - сваривается при обработке кромок артонно-дуговой сваркой плавлением, а средний слой основного металла- роликовой сваркой.
Таким образом, металл плакировки сохраняет свой исходный химический состав и свои специфические свойства,
Формула изобретения
Способ изготовления сварных конструкций, при котором заготовки соединяют дуговой сваркой с последующей контактной шовной сваркой, отличающийся тем, что, с целью повышения качества сварных соединет НИИ тонколистовых конструкций из
высокопрочных легированных стгшей и ;титановых сплавов, дуговую сварку выполняют с двух сторон стыка неплавящимся электродом на глубину 1020% от толщины свариваемых заготовок, а последующую контактную шовную сварку осуществляют между этими швами с их перекрытием.
Источники информации, принятые во внимание ПРИ экспертизе
5
