Изобретение относится к сварке и может быть использовано в различных отраслях народнох о хозяйства при автоматической дуговой сварке в среде защитных газов неплавящимся электродом стыковых.тонколистовых соединений без подачи присадочного материала,
Целью изобретения является расширение технологических возможностей способа путем увеличения номенклатуры свариваемых материалов и повышение качества сварных тонколистовых соединений при дуговой однопроходной сварке стыковых швов без подачи присадочного материала,
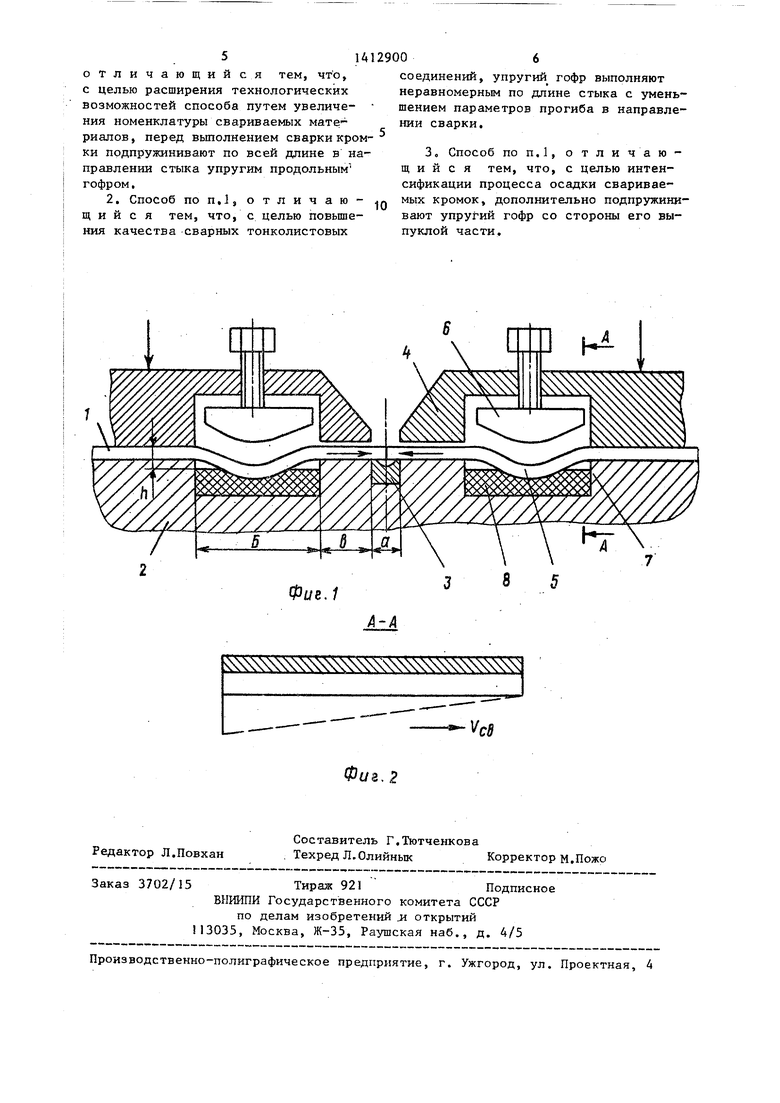
Иа фиг.З представлена схема реализации способа; на фиг.2 - разрез А-А на фиг,1 (продольное сечение свариваемых листов в месте формирования упругого гофра),
Способ включает в себя сборку свариваемых листов встык; формирование упругого гофра, параллельного стыку путем локального изгиба под воздействием усилия , перпендикулярного к их поверхности; фиксацию свариваемых кромок, исключающую перемещений из плоскости листов, а также прижатие и фиксацию свариваемых листов, исключающую перемещение в плоскости, на противоположной свариваемым кромкам относительно упругого гофра части; снятие усилия, создающего локальный изгиб свариваемых листов; сварку.
Свариваемые элементы 1 (фигЛ) собирают встык без зазора, ..например,
при помощи струбцин и прижимают их к
основанию 2 с подкладкой 3 для формирования сварного шва,, уплотненной .заподлицо с основанием, снабженным механизмами прижатия прижимами 4, вы
0
Q
0
5
0
5
Уровень поверхности поджима со стороны скошенной кромки прижимов А выполнен несколько превышающим соответствующий уровень той части прижимов, которые pacnoj-южены с противоположной стороны силовых элементов 6, формирующих гофр. Это обеспечивает при пер едаче усилия от механизмов прижатия фиксацию кромок, противоположных свариваемьш, исключающую перемещения в плоскости листов, и возможность указанного перемещения свариваемых кромок. В то же время свари- . ваемые листы по всей поверхности поджима зафиксированы от перемещений из плоскости (.вспучивание кромок, изгиб из плоскости).
После формирования упругого гофра и фиксации свариваемых кромок их подпружинивают в направлении стыка, снимая усилие, создающее локальный изгиб листов. Стремление гофра реализовать потенциальную энергию упругой деформации приводит к образованию сжимающих напряжений в области стыка.
Упругий гофр 5 на участках Б листов (фиг,1), собранных встык, до на- Чсша процесса сварки удерживается силами трения на участках прижатия, противоположных свариваемым кромкам и контактам кромок в стыке. На участках а двухсторонняя фиксация поверхностей свариваемых кромок исключает возможность перемещения и деформации металла по толщине, но допускает возможность упругого перемещения подпружиненных кромок в направлении стыка,
При выполнении сварки предваритель-.f ное сжатие состыкованных подпружиненных свариваемых кромок обеспечивает инициацию направленной объемной термо- пластической деформации в зоне шва и реализуется в опрессовку металла
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1984 |
|
SU1201083A1 |
| Способ сборки под сварку встык тонколистовых элементов и устройство для его осуществления | 1986 |
|
SU1388246A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ дуговой односторонней сварки | 1985 |
|
SU1274888A1 |
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ изготовления сварных конструк-ций | 1979 |
|
SU835678A1 |
Изобретение относится к сварке и может быть использовано в различ; ных отраслях народного хозяйства при автоматической дуговой сварке в среде защитных газов неплавящнмся электродом стыковых тонколистовых coejDtH- нений без подачи присадочного материала. Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры свариваемых.. материалов и повьшение качества сварных соединений. Свариваемые элементы собирают встык без зазора и формируют на них упругий гофр, параллельный стыку, путем локального изгиба листов под воздействием силового усилия, перпендикулярного к их поверхности. После формирования упругого гофра и фиксации свариваемых кромок их подпружинивают в направлении стыка, снимая усилие, создающее локальный изгиб листов. Стремление гофра реализовать потенциальную энергию упругой деформации приводит к образованию сжимающих напряжений в области стыка, т.е. происходит осадка свариваемых кромок. Для получения сварных швов с постоянной величиной выпуклости упругий гофр выполняют неравномер-, ным по длине стыка с уменьшением параметров прогиба в направлении сварки. Дополнительное подпружинивание гофра позволяет интенсифицировать процесс осадки свариваемых кромок. Способ позволяет также снизить до минимума остаточные деформации тонколистовых конструкций. 2 з.п. ф-лы,2 ил. с « (О l{ib to о
полненными в виде бруса и располагае- . стыка и в его перемещение по толщине
мыми симметрично относительно стыка на расстоянии друг от друга, равном ширине шва а. На свариваемых листах формируют упругий гофр 5, параллельный стыку, путем локгшьного изгиба листов под воздействием силового усилия, перпендикулярного к их поверхности, например, перемещением призм 6 (силовых элементов), расположенных в прижимах 4, симметрично выборкам 7 в основании, В выборках 7 основания помещены упругие элементы 8, выполненные, например, в виде резиновых прокладок.
листов в зоне а шва, свободной от поверхностной фиксации. Вместе с тем упругий гофр, подпружинивающий и увеличивающий податливость свариваемых кромок, обеспечивает их локальную подвижность в месте разведения сваг рочной ванны. Поэтому при расплавлении кромок энергия упругой деформации от предварительного местного изгиба листов из их плоскости реализу- ,ется для подачи дополнительных объемов металла в зону щва за счет упругого перемещения кромок в направлении стыка при уменьщении прогиба h
листов в зоне а шва, свободной от поверхностной фиксации. Вместе с тем упругий гофр, подпружинивающий и увеличивающий податливость свариваемых кромок, обеспечивает их локальную подвижность в месте разведения сваг рочной ванны. Поэтому при расплавлении кромок энергия упругой деформации от предварительного местного изгиба листов из их плоскости реализу- ,ется для подачи дополнительных объемов металла в зону щва за счет упругого перемещения кромок в направлении стыка при уменьщении прогиба h
3lA
гофра (приисходит осадка свариваемых кромок) Направление перемещения свариваемых кромок показо на фиг.1 стрелками. Наличие упругих элементов 8, дополнительно подпружинивающих гофр 5, позволяет значительно интенсифицировать описанный выше процесс, который в сочетании с протеканием направленной объемной термопластичес - кой деформации в зоне а - зоне сварного шва - позволяет формировать сварные швы с требуемой величиной выпуклости, равнопрочные с основным металлом.
Размеры упругого изгиба листов из их плоскости, создаваемого при сборке под сварку и реализуемого в процессе сварки в упругое перемещение свариваемых кромок в направлении стыка для подачи дополнительных объемов металла в зону сварного шва, определяются из. условий отсутствия пластических деформаций в точках перегиба и получения требуемой величины выпуклости сварного шва по соотношению
п ). БМ;
J80 (Б/Ь)-4 ,Б .2.,
-).4
1,1 в ( 1
у
.flil.
а
где Б, h - соответственно ширина и
величина прогиба упругого изгиба,
а - ширина шва; S толщина свариваемых листов;
т - относительная деформация, соответствующая пределу текучести свариваемого металла.
Поскольку для инициации процесса термопластической деформации в зоне шва на на-чальном по длине стыка учаске сварного соединения необходима несколько большая величина предварительного сжатия подпружиненных свариваемых кромок, а величина поперечного укорочения свариваемых листов по их длине является неравномерной и минимум ее соответствует концевым поперечным сечениям, то для создания стабильного перемещения свариваемых кромок в направлении стыка и получения сварных швов с постоянной величиной выпуклости упругий гофр выполняют клинообразным, т.е. неравномерным
0
по длине, имеющим переменные параметры прогиба, уменьшающиеся в направлении сварки, что показано на фиг,2 пунктирной линией.
Пример. Производили автоматическую дуговую сварку негшавящимся электродом в среде аргона листов из тианового сплава ОТ-А- и стали
Х18Н10Т толщиной 0,8-1,0 мм (сварочный ток АО-60 А, скорость сварки 20 м/ч).
В процессе сборки листов под сварку встык производили формирование упругого гофра на амортизаторе, выполненном из резиновых прокладок, поме--. щенных в выборки основания. Упругий гофр выполняли клинообразной формы несколько сужаю1цимся в направлении
сварки с максимальными шириной, равной 20 мм, и высотой прогиба, равной 5 мм, соответствующими начальному участку стыка.
Полученные при использовании способа сварные соединения имели неослабленные швы с постоянной по длине образцов величиной выпуклости, равной О, -О, 2 толщины свариваемого металла, обеспечивающей равнопрочность
сварного шва и основного металла Механические испытания на растяжение показали, что разрушение образцов происходило вне пределов сварного шва| предел прочности металла шва составляет 0,8-0,95 предела прочности основного металла.
Изобретение расширяет технологические возможности способа, позволяет осуществлять однопроходную автоматическую сварку без присадочной провог локи и получать качественные сварные соединения тонколистовых элементов из различных металлов - алюминиевых и титановых сплавов, сталей и других
материалов, равнопрочных с основным- металлом. Исключение из технологического процесса сварки дополнительного подогрева позволяет снизить до минимума остаточные деформации тонколистовых конструкций, отказавшись от дорогостоящих операций, последующей их правки и калибровки.
Формула изобретения
1, Способ дуговой однопроходной сварки стыковых тонколистовых соединений без подачи присадочного материала с фиксацией свариваемых кромок.
отличающийся тем, чт о, с целью расширения технологических возможностей способа путем увеличения номенклатуры свариваемых мате- риалов, перед вьшолнением сварки кром ки подпружинивают по всей длине в направлении стыка упругим продольным гофром.
2, Способ non.lj отличающийся тем, что, с целью повышения качества сварных тонколистовых
,Фие.1
5
0
соединений, упругий гофр выполняют неравномерным по длине стыка с уменьшением параметров прогиба в направлении сварки.
Зо Способ ПОП.1, отличающийся тем, что, с целью интенсификации процесса осадки свариваемых кромок, дополнительно подпружинивают упругий гофр со стороны его выпуклой части.
В 5
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1984 |
|
SU1201083A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
