Изобретение относится к трехфазной дуговой сварке, способ может быть использован для соединения деталей малых толщин в различных областях машиностроения.
Цель изобретения - повышение качества соединения алюминиевых сплавов малых толщин от 0,4 до 0,8 мм путем улучшения стабильности проплавления по всей длине шва.
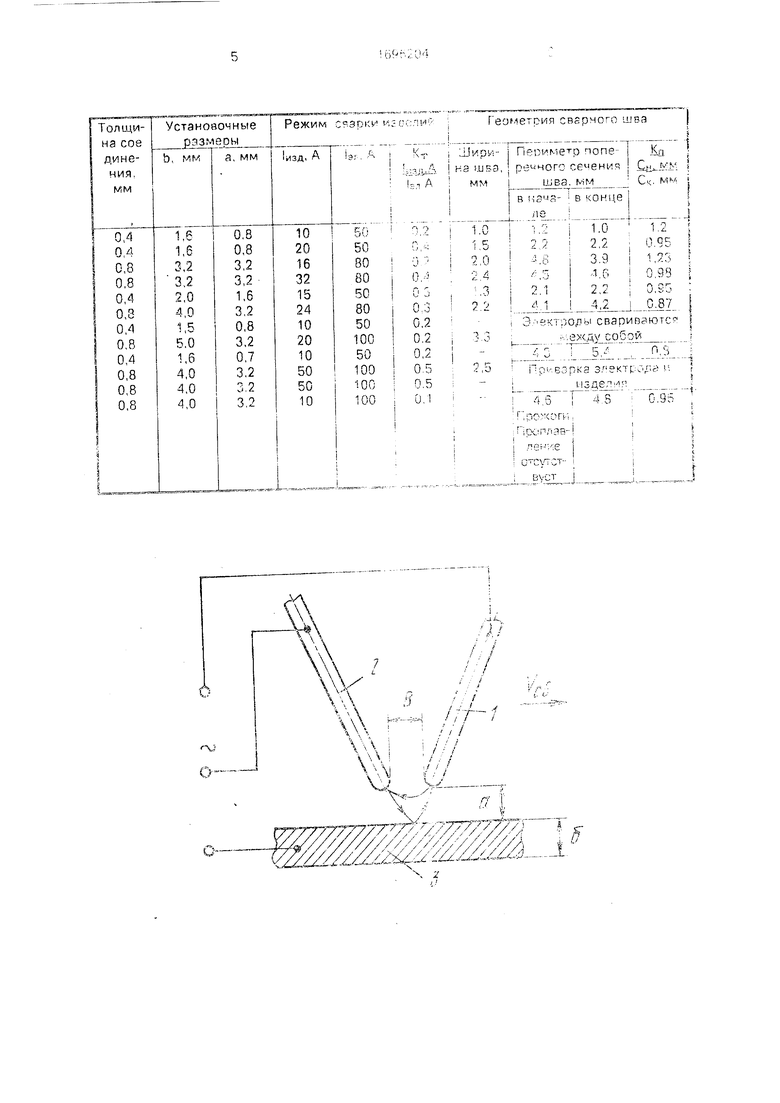
На чертеже изображена схема расположения электродов.
При осуществлении способа устанавливают свариваемое изделие в приспособлении и жестко его закрепляют. Подводят
горелку к стыку Устанавливают расстояние между электродами 1 и 2 от 4 до 5(3 , где д -толщина свариваемых листов, расстояние а между торцами электродов 1, 2 и изделием 3 от 2 до Ад Затем задают минимальное значение тока изделия, при котором обеспечивается проплавление, напряжение сварка и скорость сварки Ток в электродах задают одинаковым, а величину тока определяют исходя из значения коэффициента токов от 0,2 до 0,4. После этого возбуждают дугу между двумя наклонными неплавящимися электродами 1 и 2 и поверхностью изделия 3, начинают перемещение изделия и осуществляют сварку.
ho
В предложенном способе возможно расположение электродов как в плоскости стыка один за другим, так и перпендикулярно стыку. Источник питания может быть подключен как при прямом, так и при обратном чередовании фаз. При прямой последо- вательности отдельные дуги горят поочередно, соответственно направлению движения часовой стрелки: 3-2, 2-1, 1-3. Обратная последовательность чередования фаз характеризуется возбуждением дуг в следующей очередности: 1-2,2-3,3-1 (соответствует движению против часовой стрелки).
Глубина проплавления регулируется величиной тока в электродах при минимальном значении тока изделия. При больших значениях тока изделия стабильность формирования шва нарушается, образуются прожоги. При коэффициенте токов Кт 0,2 проплавление отсутствует, При Кт 0,4 образуются прожоги из-за больших токов в электродах. При отношении токов в электродах больше или меньше единицы нарушается симметричность сварочной ванны, при расположении электродов поперек стыка и неравномерно изнашиваются электроды,
При сварке трехфазной дугой важными параметрами режима также являются расстояния а между горцами электродов и свариваемой поверхностью и b между электродами, При сварке тонколистовых алюминиевых сплавов оптимальные значения этих расстояний изменяются пропорционально толщине соединения д. Экспериментально установлено, что расстояние b между электродами должно быть в пределах от 4 до 5(5. При b Ад может произойти сваризание концов электродов, а при b 5(5 глубина проплавления резко уменьшается, устойчивость горения дуги снижается.
Расстояние а между электродами и изделием должно быть в пределах от 2 до . При а 2(5 возможна приварка электрода к изделию, а при а Ад снижается проплавляющая способность дуги и увеличивается ширина шва.
Пример осуществления способа.
Выполняли трехфазную дуговую сварку сплавов АМгб и 1201 толщиной 0,4 и 0,8 мм. Диаметр неплавящегося электрода составлял 2,0 мм, Горелку устанавливали при расположении электродов в плоскости стыка.
Напряжение, подаваемое на дугу, 16В. Скорость сварки /Св 20 м/ч. Параметры режима и геометрия проплавления при обратной последовательности чередования фаз приведены в таблице.
При отношении коэффициента токов от 0,2 до 0,4 и выборе от 4 до 55 и а от 2...Ад проплавление по периметру шва стабильно на протяжении всей длины стыка. Отклонения параметров режима вызывает дефекты формирования шва.
При уменьшении расстояния между электродами менее Ад произошли сварка электродов между собой, а при расстоянии между торцами электродов и изделием менее 2(5 произошла сварка электрода с изделнем,
При коэффициенте тока Кт 0,4 образовались прожоги свариваемых листов, а при Кт 0,2 отсутствует проплавление по стыку. Предложенный способ позволяет сваривать алюминиевые сплавы толщиной от 0,4 до 0,8 мм со сквозным проплавлением и равномерным формированием по всей длине шва.
Одновременно с этим способ позволяет
снизить деформации ванны расплавленного металла под действием источника нагрева и предотвращает прожоги. Применение предлагаемого способа позволяет снизить брак при дуговой сварке тонколистовых конструкций ответственное назначения. Формула изобретения Способ сварки трехфазной дугой, при котором возбуждают дугу между изделием и двумя неплавящимися электродами, а параметры режима сварки изменяют при одинаковых значениях токов в электродах, о т- личающийся тем, что, с целью повышения качества сварных соединений алюминиевых сплавов толщиной от 0,4 до
0,8 мм путем улучшения стабильности проплавления на всей длине шва, перед свар- кой определяют минимальное значение тока изделия, при котором обеспечивается проплавление, а сварку ведут при отношении тока в изделии к току в электродах от 0,2 до 0,4, при этом расстояние между электродами выбирают равным от 4 до 5 толщин свариваемого металла, а расстояние между торцами электродов и поверхностью изделия
- от 2 до 4 толщин свариваемого металла.
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
Изобретение относится к трехфазной дуговой сварке и может быть использовано для соединения деталей малых толщин в раличных областях машиностроения Способ обеспечивает повышение качества соединения алюминиевых сплавов малых толщин от 0,4 до 0,8 мм путем улучшения стабильности проплавления по всей длине шва. При осуществлении способа сварку производят трехфазной дугой, возбуждаемой между двумя наклонными неплавящимися электродами 1 и 2 и поверхностью изделия 3 Токи в электродах выбирают равными и обеспечивают минимальное значение тока в изделии, при котором происходит проплавление Сварку проводят при отношении тока s изделии к току в электроде от 0,2 до 0,4 Расстояние между электродами выбирают от 4 до 5 толщин свариваемого металла. Расстояние между торцами электродов и поверхностью изделия выбирают от 2 fto 4 толщин свариваемого металла Применение изобретения позволяет снизить брак при дуговой сварке тонколистовых конструкций ответственного назначения за счет снижения деформации ванны расплавленного метапла под действием источника нагрева 1 ил 1/5 Г
| Вавуло И.В., Новиков О М , Родионов О.И | |||
| О параметрах режима сварки трехфазной дугой неплавящимися электродами Сварочное производство № | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
