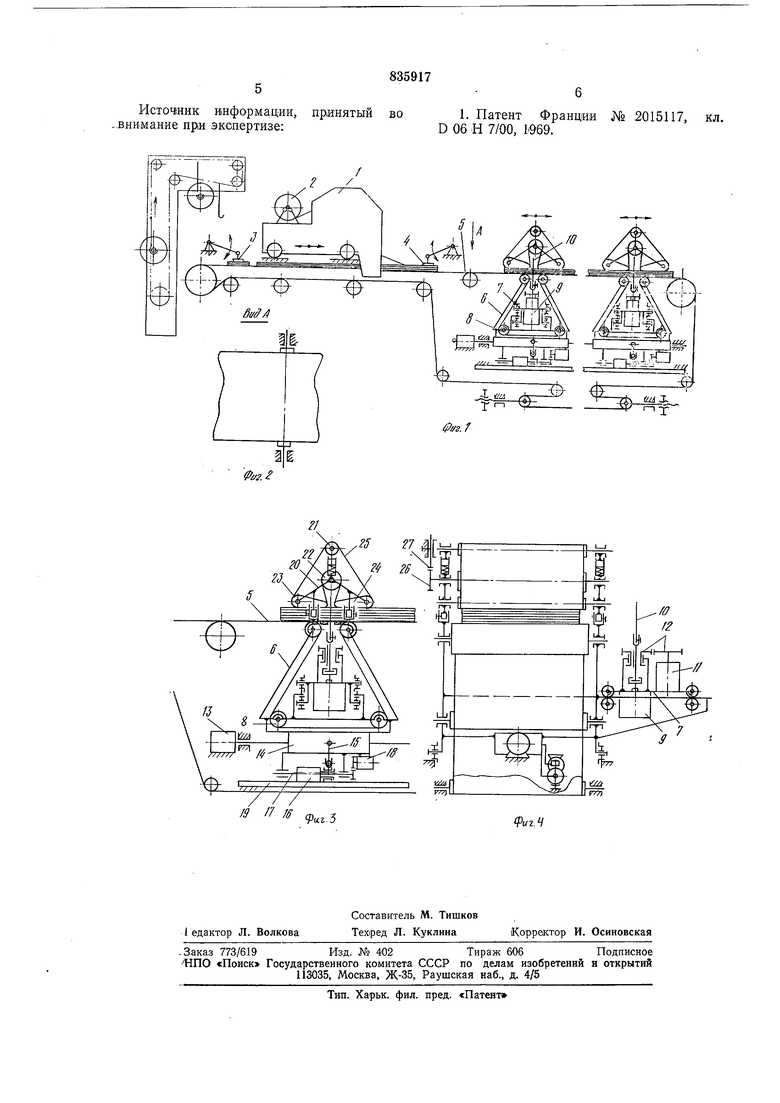
Агрегат включает каретку / для настилания полотен, имеющую устройства для ,размотки рулона 2 и обрезки иолотна, коицевые прижимные линейки 3 и 4. При настилании тележка 1 совершает -возвратно-поступательные перемещения лад ленточным транспортером 5. Раскройное устройство, Несущее рабочий инструмент, включает каретку 6, перемещающуюся по неподвиж:ным направляющим вдоль настила, ,и каретку 7, перемещающуюся поперек настила ло «адравляющим каретки 6. Каретка 6 имеет четыре направляющих барабана 8 для ленточного транспортера 5. Каретка 7 .имеет вибратор 9 для сообщения ножу 10 вибродвижен.ия. Поворот ножа вокруг оси происходит от исполнительного двигателя М программного устройства, который также установлен на каретке 7, и зубчатой пары i/2.
Меха1нический позиционный привод каретки 6 состоит из силового двигателя 13 и мехаяическото усилителя 14. Управляющее звено |У5 усилителя кинематически связано с червяком 16, имеющим для этого круговой паз. Червяк установлен на шпоночном валу 17 с возможностью перемещения вдоль его оси. Вал 17 смонтироваи в опорах корпуса усилителя и кинематически связан с управляющим двигателем 18, закрепленным на корпусе усилителя. Червяк 16 находится в зацеплении с неподвиж1ной зубчатой рейкой 19. Такой же привод имеет каретка 7.
,т „
Устройство для прижима настила состоит из каркаса 20 с натяжным барабаном 2Л, приводным барабаном 22 и прил имными планками 23 и 24. На барабаны и планки натянута лента 25. На валу приводного барабана закреплена щестерня 26, которая входит в зацепление с ненодвижной зубчатой рейкой 27. Каркас 20 установлен в .направляющих каретки 6 и перемещается вместе с ней вдоль настила и устанавливается по 1высоте настила путем смещения ло направляющим (по высоте). Для регулирования усилия прижима в направляющих имеются пружины (не показаны) . i
Агрегат работает следующим образом.
После изготовления настила в позиции настилания включается ленточный транспортер 5 и настил перемещается к раскройным устройствам. В этот период каретки 7 выдвинуты или ножи опущены «иже верхней плоскости ленточного транспортера, а прижимы подняты. Предварительно устанавливается необходимое расстояние между ножами лутем смещения раскройных устройств одно относительно другого. После установки и закрепления настила над раскройными устройствами прижимы опускаются.
Далее осуществляется одновременный раскрой настила по всей длине. При перемещении кареток 6 и прижимов вдоль настила относительная скорость между лентами транспортера и прижима настила равн.а нулю.
Одновременно с раскроем первого «астила осуществляется изготовление второго Б позиции настилания.
После раскроя настила снова включается ленточный транспортер и раскроенный настил перемещается на позицию комплектования кроя (не показано) и одновременно во вторую позицию переходит новый настил из первой. Процесс повторяется.
При раскрое механический позиционный привод кареток работает следующим образом.
В результате поворота вала 17 от управляющего двигателя 18 червяк 16 перемещается в осевом направлении вдоль рейки 19. При этом управляющее звено 15 усилителя поворачивается на некоторый угол. В резул-ьтате этого происходит перемещение корпуса усилителя вместе с кареткой. Питание усилителя осуществляется при этом от силового двигателя 13.
Формула изобретения
Агрегат для раскроя настила полотен материала цреимущественно в швейном производстве, содержащий ленточный транспортер, каретку для настилания полотен материала, установленную на направляющих, средство для прижима полотен в зоне резания и приспособление для разрезания полотен материала, связанное с программным блоком управления .и имеющее вертикальный нож и привод, отличающийся тем, что, с целью повышения надежности, приспособление для разрезания полотен расположено под ленточным транспортером и состоит из двух кареток, установленных на направляющих, расположенных во взаимно перпендикулярных плоскостях, причем одна из кареток смонтирована iC возможностью перемещения вдоль настила полотен, и имеет натяжные барабаны для ленточного транспортера, два барабана установлены на уровне рабочей ветви ленточного транспортера с зазором, при этом вертикальный нож расположен в зазоре между этими барабанами и смонтирован на другой каретке, а средство для прижима полотен состоит из смонтированных в корпусе приводного барабана и прИЖИМНых планок, расположенных под ленточным транспортером симметрично относительно вертикального ножа, причем корпус установлен на направляющих каретки, смонтированной с возможностью перемещения вдоль настила полотен. 5 Источник информации, принятый -внимание при экспертизе:
Фаг. / . 835917 -6 во1. Патент Франции № 2015117, кл. D 06 Н 7/00, 1969. g
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя настила текстильных полотен | 1978 |
|
SU711212A1 |
| Устройство для разрезания настила полотен на закройном столе | 1981 |
|
SU953042A1 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ НАСТИЛОВ ПОЛОТЕН МАТЕРИАЛА | 1997 |
|
RU2127340C1 |
| Устройство для настилания и раскроя полотен ткани на закройном столе | 1980 |
|
SU880933A1 |
| Агрегат для раскроя настилов волокнистых материалов | 1982 |
|
SU1151618A1 |
| Устройство для поперечного складывания текстильных полотен на раскройном столе | 1977 |
|
SU767001A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Устройство для настилания полотен на раскройный стол | 1978 |
|
SU745835A1 |
| Настилочно-раскройная машина | 1991 |
|
SU1802837A3 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
// / 3 S ф,,.з
