2. Агрегат по п.1, о т л и ч а ющ и и с я тем, что устройство для транспортировки раскроенного настила имеет конвейер, размещенный на раме над транспортером, и средство для перегрузки пачки кроя с транспортера на конвейер, вьтолненное в-виде размещенного под уровнем несущей поверхности транспортера
1516t8
, подпружиненного выталкивателя и монтированного на раме конвейера над выталкивателем подпружиненного прижима, при этом конвейер имеет ряд шарнирно установленных на его несущей поверхности поддонов с вырезами , форма которых соответствует рабочему профилю выталкивателя .

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКРОЯ НАСТИЛОВ ПОЛОТЕН МАТЕРИАЛА | 1997 |
|
RU2127340C1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ ИЗДЕЛИЙ ИЗ НАСТИЛА | 1969 |
|
SU246425A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Устройство для раскроя настила текстильных полотен | 1978 |
|
SU711212A1 |
| Диагонально-резательная машина для раскроя металлокордного полотна | 1976 |
|
SU583928A1 |
| Устройство для разрезания настила полотен на закройном столе | 1981 |
|
SU953042A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Агрегат для раскроя настила полотен ма-ТЕРиАлА | 1979 |
|
SU835917A1 |
| Устройство для получения деталей одежды, выкраиваемых из полотна материала | 1990 |
|
SU1837818A3 |
1. АГРЕГАТ ДЛЯ РАСКРОЯ НАСТИЛОВ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, содержащий смонтированную на каретке ножевую головку, устройство для удержания настила, имеющее пару смонтированных на двухкоординатной 27 каретке и размещенных на стойках по обе стороны от ножевой головки , подпружиненных прижимных элементов :с силовым цилиндром привода, и устройство для транспортировки раскроенного настлла, отличающийся тем, что, с целью повышения точности кроя, он снабжен средством для ориентации прижимных элементов относительно y iacTKOB вырезаемого контура, имеющие смонтированные на корпусе двухкоординатной каретки шаговые двигатели, один из которых связан с корпусом силового цилиндра для обеспечения поворота корпуса относительно оси цилиндра, а другие - с соответствую(Л щей стойкой прижимного элемента. сл Ot) 00 « 
Изобретение относится к оборудов нию для легкой промьнпленности и пре назначено для автоматизированного раскроя настилов волокнистых (в том числе, текстильных) материалов преимущественно в швейном производстве. Наиболее близким к изобретению по технической сущности и достигаемому результату является агрегат для раскроя настилов волокнистых материалов, содержащий смонтированную на каретке ножевую головку, уст ройство для удержания настила, имеющее пару смонтиррванньгх на Двух координатной каретке и размещенных на стойках по обе стороны от ножевой головки подпружиненных прижимных элементов с силовьлм цилиндром привода, и устройство для транспортировки раскроенного настила ij Недостатком известного агрегата является то, что в нем размещенные по обе стороны от ножевой головки подпружиненные прижимные элементы не имеют устройства для их ориентации относительно участков вырезаемого контура и, следовательно, не могут изменять свое положение относит льно раскраиваемого настила в горизонтальной плоскости, что приводит к снижению точности раскроя из-за увеличения деформаций настила и из-за неодинакового давления раскраиваемого материала на боковые грани ножа, обуславливающего поперечный изгиб ножа. Устройство для транспортировки раскроенного насТил в известном агрегате представляет собой транспортерную ленту, перемещающую раскроенный настил с раскройного стола на разборочный для последзчощей его ручной разборки и транспортировки из раскройного цеха. Целью изобретения является повышение точности раскроя производительности агрегатов и степени их автоматизации. Указанная цель достигается тем, что агрегат для раскроя настилов волокнистых материалов, содержащий смонтированного на каретке ножевую головку устройство для удержания настила, имеющее пару смонтированных на двухкоординатной каретке и размещенных на стойках по обе стороны от ножевой головки подпружиненных прижимных элементов с силовым цилиндрой привода, и устройство для транспортировки раскроенного настила, снабжен средством для ориентации прижимных элементов относительно участков вырезаемого контура, нменщим смонтированные на корпусе двухкоординатной каретки шаговые двигатели, один из которых связан с корпусом силового цилиндра для обеспечения поворота корпуса относительно оси цилиндра, а другие - с соответствзпеяцей стойкой прижимного элемента. При этом устройство для транспортировки раскроенного настила имеет конвейер, размещенный на раме над транспортером, и средство для перегрузки пачки кроя с транспортера на конвейер, выполненное в виде размещенного под уровнем несущей поверхности транспортера подпрзгжиненного выталкивателя и монтированного на раме конвейера над выталкивателем подпружиненного прижима, прц
этом конвейер имеет ряд шарнирно установленных на его н есущей поверхности поддонов с вьфезами, форма которых соответствует рабочему профилю выталкивателя.
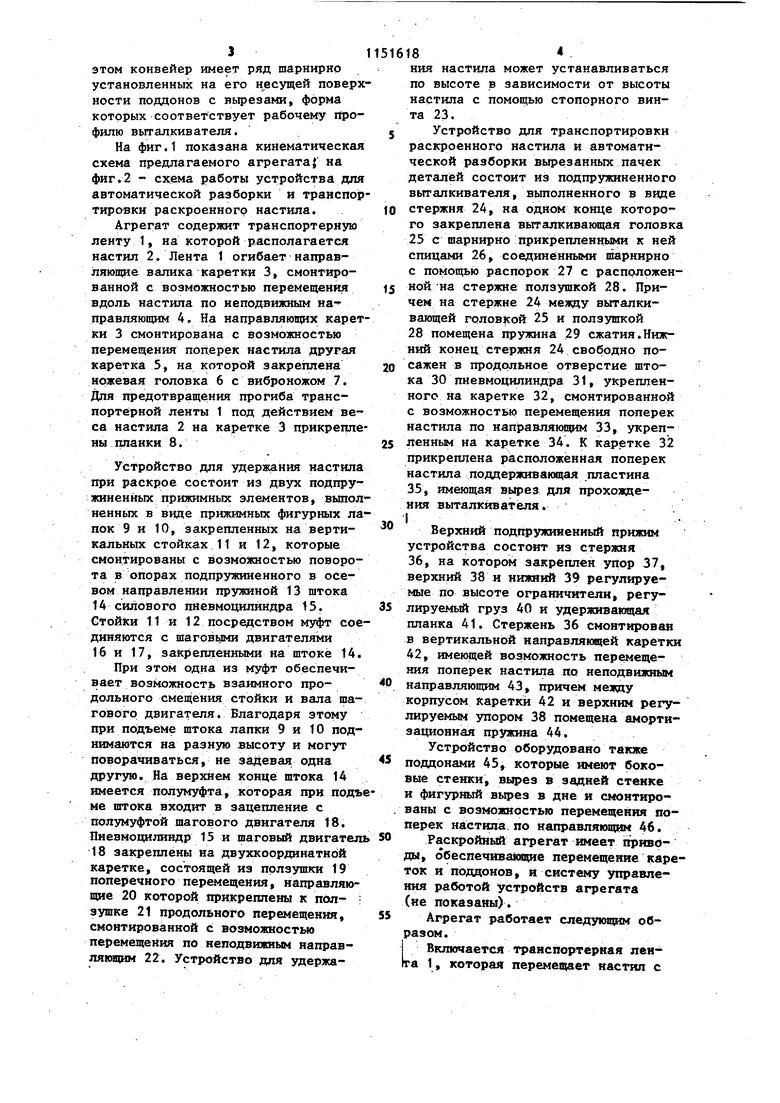
На фиг.1 показана кинематическая схема предлагаемого агрегата} на фиг.2 - схема работы устройства для автоматической разборки и транспо тировки раскроенного настила.
Агрегат содержит транспортерную ленту 1, на которой располагается настил 2. Лента 1 огибает направляющие валика каретки 3, смонтированной с возможностью перемещения вдоль настила по неподвижным на правляющим 4. На направляющих каретки 3 смонтирована с возможностью перемещения поперек настила другая каретка 5, на которой закреплена ножевая головка 6 с виброножом 7. Для предотвращения прогиба транспортерной ленты 1 под действием веса настила 2 на каретке 3 прикреплены гшанки 8.
Устройство для удержания настила при раскрое состоит из двух подпружиненных прижимных элементов, выполненных в виде прижимных фигурных лапок 9 и 10, закрепленных на вертикальных стойках 11 и 12, которые смонтированы с возможностью поворота в опорах подпружиненного в осевом направлении пружиной 13 штока 14 силового пневмоцйлйндра 15. Стойки 11 и 12 посредством мзгфт соединяются с шаговыми двигателями 16 и 17, закрепленными на штоке 14.
При этом одна из нуфт обеспечивает возможность взаимного продольного смещения стойки и вала шаroiBoro двигателя. Благодаря этому при подъеме штока лапки 9 и 10 поднимаются на разную высоту и могут поворачиваться, не задевая одна другую. На верхнем коице: штока 14 имеется полумуфта, которая при подъме штока входит в зацепление с полумуфтой шагового двигателя 18. Пневмоцилиндр 15 и шаговый двигател 18 закреплены на двухкоординатной каретке, состоящей из прлзушки 19 поперечно го перемещения, иаправляющие 20 которой прикреплены к пол- зушке 21 продольного перемещения, смонтированной с возможностью перемещения по неподвижным направляющим 22. Устройство для удержания настила может устанавливаться по высоте в зависимости от высоты настила с помощью стопорного винта 23.
Устройство для транспортировки раскроенного настила и автоматической разборки вырезанных пачек деталей состоит из подпружиненного выталкивателя, выполненного в виде стержня 24, на одном конце которого закреплена выталкивающая головк 25 с шарнирко прикрепленными к ней спицами 26, соединёнными о арнирно с помощью распорок 27 с расположенной -на стержне ползушкой 28. Причем на стержне 24 между выталкивающей головкой 25 и ползушкой 28 помещена пружина 29 сжатия.Нижний конец стержня 24 свободно посажен в продольное отверстие штока 30 пневмоцйлйндра 31, укрепленного на каретке 32, смонтированной с возможностью перемещения поперек иастила по направляюпрт 33, укрепленные на каретке 34. К каретке 32 прикреплена расположенная поперек настила поддерживающая .пластина
35,имеющая вырез для прохождения выталкивателя.
I
Верхний подпружияениый прижим устройства состоит из стержня
36,на которсж закреплен улор 37, верхний 38 и нижний 39 регулируемые по высоте ограничители, регулируемый груз 40 и удерживакнцая планка 41. Стержень 36 смонтирован в вертикальной направляющей каретк 42, имеющей возможность перемещения поперек настила по неподвижным направляющим 43, причем между корпусом каретки 42 и верхиим регулируемым jmopoM 38 помещена амортизационная пружииа 44,
Устройство оборудовано также поддонами 45, которые имеют боковые стенки, вырез в задней стенке и фигурный вырез в дне и смонтированы с возможностью перемещения поперек настила, по каправлякшдам 46.
Раскройный агрегат имеет приводы, обеспечивакяцие перемещение кареток и поддонов, и систему управления работой устройств агрегата (не показаны).
Агрегат работает следукшщм образом.
I
Включается транспортерная лена 1, которая перемещает настил с
нйстилочного стола (фиг.1). При этом вибронож 7 располагается вне настила 2, прижимные лапки 9 и 10 подняты, а ножевая головка 6 занимает исходное положение в соответствин с программой.
После того, как из пневмоцилиндра 15 вьшускается сжатый воздух, шток 14 под действием прзжины 13 опускает фигурные лапки 9 и 10, которые прижимают настил. Каретка 5 начинает перемещаться поперек настила, а каретка 3 - вдоль настила по неподвижным направляющим 4. Вследствие этого вибропож 7 перемещается по контуру, двигаясь при этом между прижимными фигурными лапками 9 и 10 Разрезав участок настила, прижатый фигурными лапками 9 и 10, вибронож 7 останавливается. В пневмоцилиндр подается сжатый воздух, под действием которого шток 14 вместе с прижимными лапками 9 и 10 поднимается и соединяется посредством полумуфт с шагов1 1М двигателем 18. При подъеме штока лапки 9 и 10 поднимаются на разную высоту. Далее в соответствии с программой перемещения ножа по разрезаемому контуру ползушка 19 с прижимными лапками 9 и 10 перемещается поперек настила 2 по направляющим 20, а ползушка 21 - вдоль настила по неподвижным направляющим 22. При этом для необходимой ориентации относительно вырезаемого контура лапки 9 и 10 поворачиваются относительно собственных осей шаговыми двигателями 16 и 17 и относительно оси штока 14 - шаговым двигателем 18.
Заняв необходимое положение отно сительно следующего вьфезаемого участка контура, лапки 9 и 10 опускаются и прижимают настил 2 к ленте 1. Вибронож 7 прорезает следующий участок заданного контура.
Далее процесс повторяется в той же последовательности до полного
вырезания раскладки изделия. I
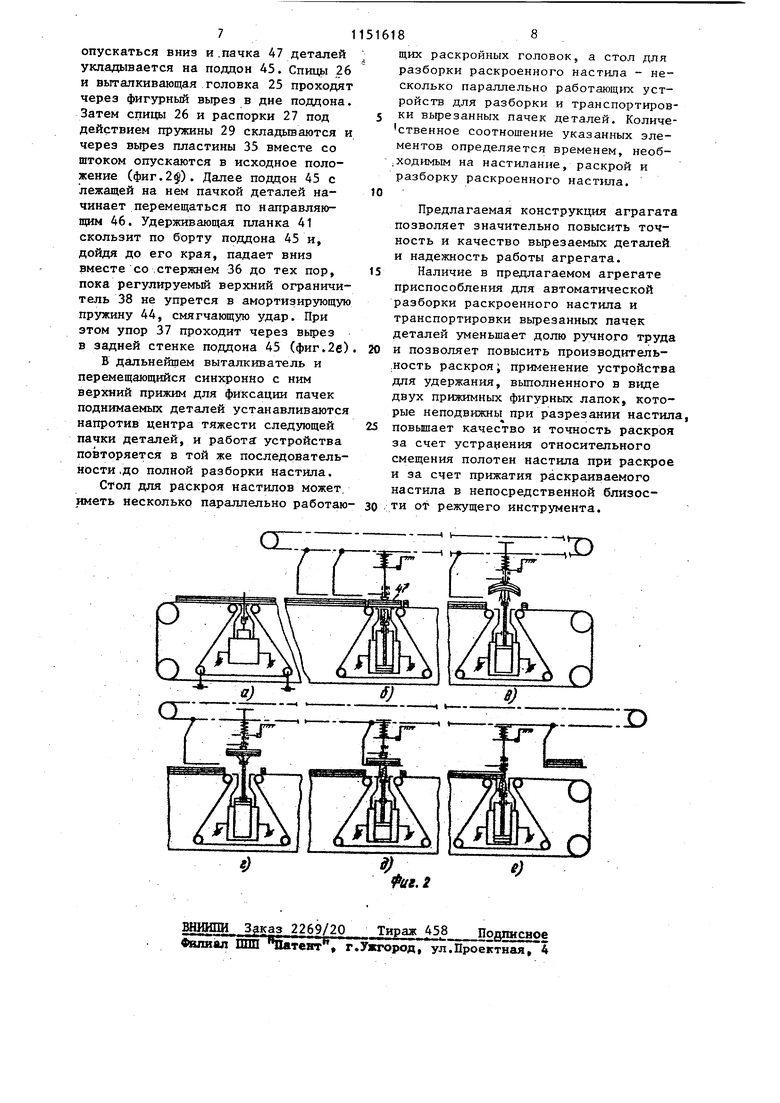
После окончания раскроя разрезанньй настил с транспортерной ленты 1 подается на транспортерную ленту стола для разборки раскроенного настила (фиг.2а,;). Одновременно на транспортерную ленту 1 подается другой настил. Порядок работы устройства для разборки раскроенного настила следующий. Предварительно в зависимости от высоты настила 2
устанавливается исходное положение упора 37 регулируемым верхним ограничителем 38, а высота подъема пачки деталей - регулируемым нижним ограничителем 39, а также в зависимости от максимального веса пачки деталей усилие прижатия ее к выталкивателю - величиной груза 40. Затем настил 2 перемещается транспортерной лентой, а каретка 32 перемещается по направляющим 33 поперек настила. Синхронно с кареткой 32 по неподвижным направляющим 43 передвигается каретка 42 со смонтированным на ней верхним подпружиненньгм прижимом для фиксации поднимаемых пачек деталей (фиг.28). После этого, как выталкивающая головка окажется под центром тяжести вырезанной пачки 47 (фиг.2) деталей, настил 2 и каретки 32 и 42 останавливаются.
Далее шток 30 пневмоцилиндра 31 начинает перемещаться вверх (фиг.2Ь). При этом выталкивающая головка 25 поднимает пачку.47 вырезанных деталей из настила. Сразу е после начала подъема пачка детаей прижимается к выталкивающей гоовке 25 упором 37, который в дальнейшем поднимается вместе с выталкивателем и пачкой деталей.
После того, как нижний ограничитель 39 упрется в раму каретки 42, шток 30 продолжая подниматься под ействием поршня, начинает сжимать пружину 29. Стержень 24 начинает утапливаться во внутреннюю полость штока 30, а ползушка 28 - перемещается вверх по стержню. В результате этого спицы 26 под действием распорок 27 расправляются, образуя собой опору для пачки деталей и распрямляя ее (фиг.2 г).
Под распрямленную пачку деталей подводится поддон 45 (на фиг.2 плоскость движения поддонов совмещена с плоскостью чертежа). При этом стержень 24 проходит через прорезь в дне поддона 45 до совпадения, его оси с осью центрального отверстия поддона. Затем шток 30 и стержень 24 начинают опускаться вниз. Удерживающая планка 41 ложится на борт поддона 45, удерживая упор 37, которьвЧ перестает прижимать пачку 47 деталей к выталкивающей головке 25. Шток 30 продолжает
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для разрезания настила полотен на закройном столе | 1981 |
|
SU953042A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
