(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕНОСКИ И КАНТОВКИ ТИГЛЯ
пальцы, входящие в продольные пазы бобышек 4.
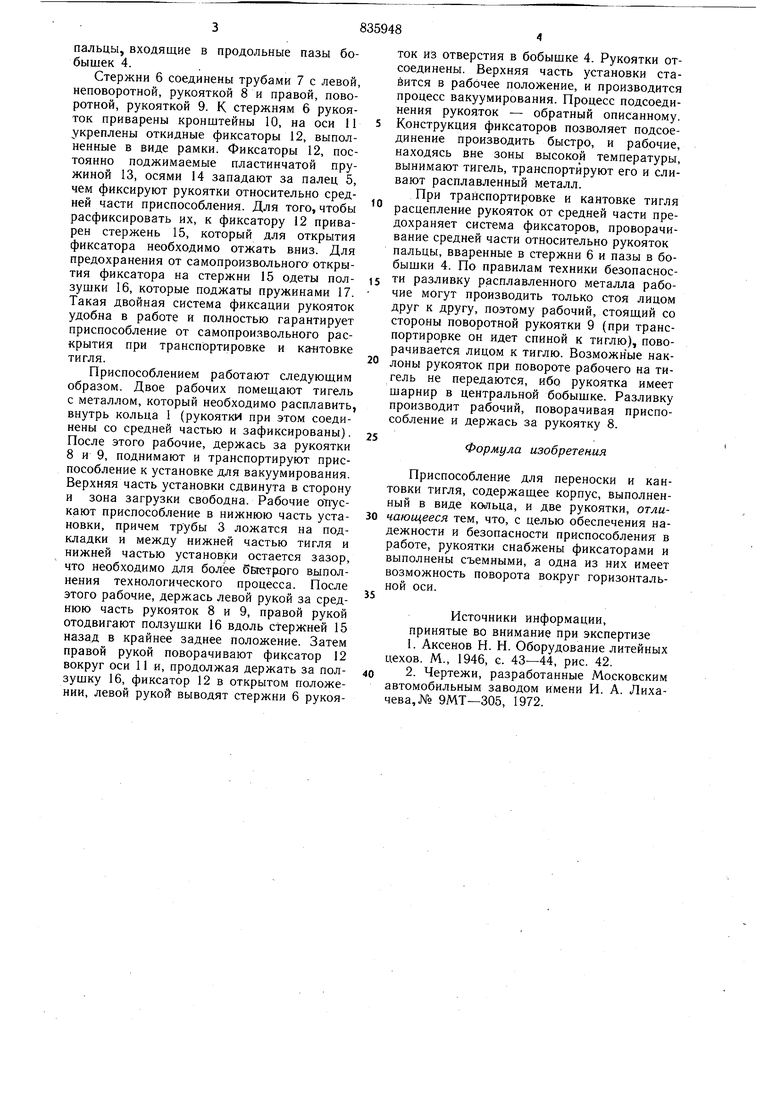
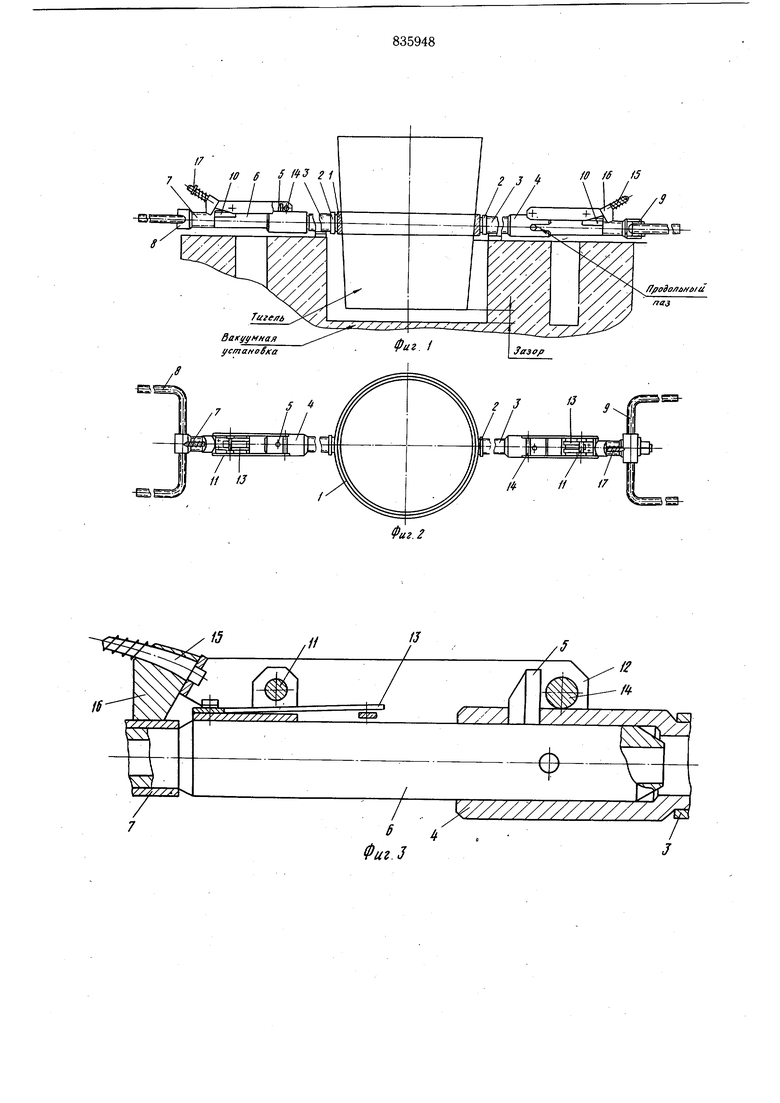
Стержни б соединены трубами 7 с левой, неповоротной, рукояткой 8 и правой, поворотной, рукояткой 9. К стержням 6 рукояток приварены кронштейны 10, на оси 11 укреплены откидные фиксаторы 12, выполненные в виде рамки. Фиксаторы 12, постоянно поджимаемые пластинчатой пружиной 13, осями 14 западают за палец 5, чем фиксируют рукоятки относительно средней части приспособления. Для того,чтобы расфиксировать их, к фиксатору 12 приварен стержень 15, который для открытия фиксатора необходимо отжать вниз. Для предохранения от самопроизвольного открытия фиксатора на стержни 15 одеты ползушки 16, которые поджаты пружинами 17. Такая двойная система фиксации рукояток удобна в работе и полностью гарантирует приспособление от самопрои.явольного раскрытия при транспортировке и кантовке тигля.
Приспособлением работают следующим образом. Двое рабочих помещают тигель с металлом, который необходимо расплавить, внутрь кольца 1 (рукоятки при этом соединены со средней частью и зафиксированы). После этого рабочие, держась за рукоятки 8 и 9, поднимают и транспортируют приспособление к установке для вакуумирования. Верхняя часть установки сдвинута в сторону и зона загрузки свободна. Рабочие опускают приспособление в нижнюю часть установки, причем трубы 3 ложатся на подкладки и между нижней частью тигля и нижней частью установки остается зазор, что необходимо для более баетрого выполнения технологического процесса. После этого рабочие, держась левой рукой за среднюю часть рукояток 8 и 9, правой рукой отодвигают ползущки 16 вдоль стержней 15 назад в крайнее заднее положение. Затем правой рукой поворачивают фиксатор 12 вокруг оси 11 и, продолжая держать за ползущку 16, фиксатор 12 в открытом положении, левой рукой выводят стержни 6 рукояток из отверстия в бобыщке 4. Рукоятки отсоединены. Верхняя часть установки ставится в рабочее положение, и производится процесс вакуумирования. Процесс подсоединения рукояток - обратный описанному.
Конструкция фиксаторов позволяет подсоединение производить быстро, и рабочие, находясь вне зоны высокой температуры, вынимают тигель, транспортируют его и сливают расплавленный металл.
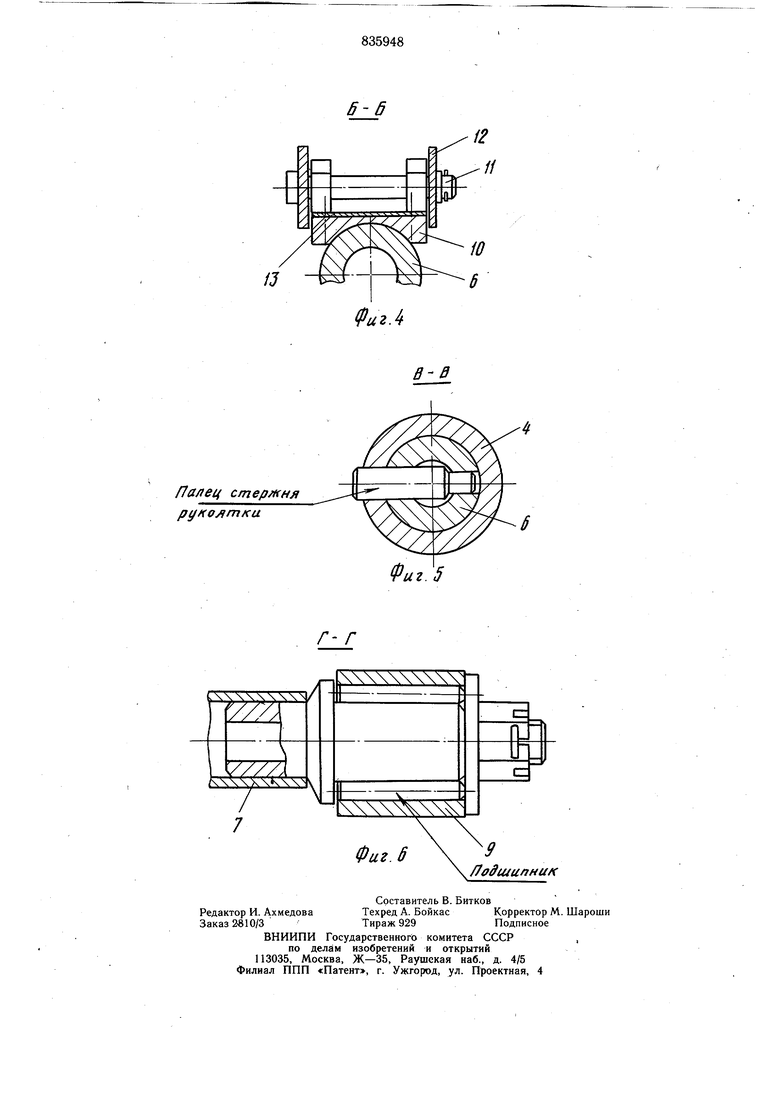
При транспортировке и кантовке тигля расцепление рукояток от средней части предохраняет система фиксаторов, проворачивание средней части относительно рукояток пальцы, вваренные в стержни 6 и пазы в бобышки 4. По правилам техники безопасности разливку расплавленного металла рабочие могут производить только стоя лицом друг к другу, поэтому рабочий, стоящий со стороны поворотной рукоятки 9 (при транспортирорке он идет спиной к тиглю), поворачивается лицом к тиглю. Возможные наклоны рукояток при повороте рабочего на тигель не передаются, ибо рукоятка имеет шарнир в центральной бобышке. Разливку производит рабочий, поворачивая приспособление и держась за рукоятку 8.
Формула изобретения
Приспособление для переноски и кантовки тигля, содержащее корпус, выполненный в виде кольца, и две рукоятки, отличающееся тем, что, с целью обеспечения надежности и безопасности приспособления в работе, рукоятки снабжены фиксаторами и выполнены съемными, а одна из них имеет возможность поворота вокруг горизонтальной оси.
Источники информации, принятые во внимание при экспертизе 1. Аксенов Н. Н. Оборудование литейных цехов. М., 1946, с. 43-44, рис. 42. 2. Чертежи, разработанные Московским автомобильным заводом имени И. А. Лихачева, № 9МТ-305, 1972.
Фиг л
Палец с т ер/к ня руколтки
Фиг. 5
