Изобретение относится к металлургии и предназначено для получения литиево-алюминиевых сплавов на основе лития, содержащих 5-15 мас. алюминия, которые применяются в качестве анодов в первичных и перезаряжаемых химических источниках тока.
Известен ряд способов и устройств, предназначенных для получения однородных литых сплавов. Например, по авт.св. СССР N 520781, кл. C 21 c 1/08, 1971, модифицирующие добавки вводят в расплавленный металл путем подачи порошка со струей газа-носителя через трубу, погруженную в нижний слой расплава.
Для плавки многокомпонентных сплавов и лигатур по патенту США N 3788839, кл. 75-92, 1973 используют тигель, в котором расплавляют основной металл, а легирующие добавки вводят в контейнере, погружаемом в этот расплав.
Известно также устройство для плавки многокомпонентных сплавов и лигатур по авт. св. СССР N 901786, кл. F 27 b 14/10, 1982, в котором для улучшения распределения компонентов в сплаве и сокращения времени плавки на внутренней стенке плавильного тигля, в его средней части выполнена проточка, на которую устанавливают перфорированный кольцевой контейнер и в зазор между стенкой тигля и перфорированным кольцом загружают легирующие компоненты ниже уровня основного расплава. По мере нагрева легирующие компоненты растворяются и через отверстия перфорации переходят в расплав.
Недостатки указанных способов и устройств применительно к выплавке литиево-алюминиевых сплавов сопряжены с особенностями физико-химических свойств компонентов сплава.
Литий и его окислы обладают весьма высокой химической активностью и при повышенных температурах не совместимы с графитом и многими огнеупорами на оксидной основе. Поэтом плавку лития осуществляют в металлических тиглях, преимущественно из низкоуглеродистых сталей или армко-железа.
Алюминий, в свою очередь, образует сплавы практически со всеми металлами Периодической системы, поэтому в расплавленном состоянии и даже при температурах ниже его точки плавления не совместим с металлами. В связи с этим алюминий плавят в тиглях из графита или огнеупорных оксидов.
Поэтому совместное плавление лития и алюминия в одной емкости затруднено из-за разрушения огнеупоров и загрязнения сплавов.
Кроме того, у лития и алюминия резко различны температуры плавления, равные соответственно 186 и 660оС, а также удельные веса: 0,53 г/см3 для лития и 2,7 г/см3 для алюминия, что осложняет процесс получения однородного расплава.
В системе сплавов литий-алюминий существуют два интерметаллических соединения LiAl и Li2Al с температурами перехода в жидкое состояние 718 и 522оС соответственно. (Хансен М. и Андерко К.) Структура двойных сплавов. М. Металлургиздат, 1962, т. 1, с. 120). Поэтому растворение твердого алюминия в расплавленном литии проходит через стадии образования сравнительно тугоплавких промежуточных соединений с удельными весами, примерно в 3 раза для LiAl и в 2 раза для Li2Al превышающим удельный вес лития.
В результате при совместной плавке этих металлов происходит осаждение алюминия и интерметаллических соединений на дно плавильного тигля и замедленное растворение, для ускорения которого требуется интенсивное перемешивание.
В случае плавки в металлическом, железном тигле оседающий на дно алюминий и интерметаллические соединения взаимодействуют с железом, загрязняя сплав.
При введении твердого алюминия в шихту или расплавленный литий в систему поступают поверхностные окислы, которые всегда существуют на алюминии. Имея значительный удельный вес 3,5 г/см3 и высокую температуру плавления, пленки оксида алюминия не отшлаковываются, оставаясь в сплаве в виде неметаллических примесей.
Изложенные недостатки присущи принятому за прототип способу по авт.св. СССР N 520781, поскольку введение в расплавленный литий порошка алюминия способно обеспечить равномерность распределения его по объему сплава, но при этом из-за развитой поверхности порошка в расплав будет поступать значительное количество пленок оксида алюминия.
Принятое за прототип устройство по авт.св. N 901786 также не соответствует осуществлению поставленной цели по исключению источников загрязнения сплава, так как перфорированный контейнер контактирует с обоими компонентами сплава, с жидким литием с внешней стороны и растворяемым алюминием с внутренней. При этом материал контейнера будет взаимодействовать либо с литием, если это керамический огнеупор, либо с алюминием, если это железная конструкция.
Сущность предлагаемого изобретения заключается в том, что отмеченные недостатки известных способов устраняются путем подачи расплавленного алюминия в жидкий литий, перегретый над точкой плавления выше температуры плавления наиболее тугоплавкого интерметаллического соединения LiAl, конкретно выше 718оС.
Для этого алюминий плавят в отдельном графитовом тигле, имеющем перфорированное днище, через отверстия которого струйки и капли алюминия стекают непосредственно по достижении температуры плавления.
Этот тигель располагают над тиглем для плавки лития, а отверстия в его днище распределяют равномерно по площади круга, равного площади "зеркала" расплавленного лития.
При этом алюминий будет переходить в раствор, минуя стадию твердого состояния, что исключает необходимость перемешивания расплава и опасность взаимодействия алюминия с материалом тигля. После растворения в химически активной основе сплава литии, алюминий при концентрациях до 15 мас. не взаимодействует с железом.
Исключение загрязнения сплава оксидами алюминия достигают за счет его слива через перфорированное днище с отверстиями малого диаметра (3-5 мм), которое задерживает оксидные пленки.
Устройство для осуществления данного способа имеет два разобщенных тигля для раздельной плавки лития и алюминия, которые выполняют из наиболее стойких материалов под воздействием каждого из металлов, например, для лития из армко-железа, для алюминия из графита.
Каждый тигель имеет индивидуальную нагревательную систему, позволяющую регулировать режимы плавки каждого металла и выдерживать заданные температуры компонентов в момент их смешивания.
Ярусное расположение плавильных тиглей, для более легкого металла внизу, а более тяжелого над ним, обеспечивает заливку алюминия в расплавленный литий через перфорированное днище с рассредоточением капель или струй по всему "зеркалу" литиевого расплава и растворение алюминия в литии в процессе погружения струи.
Стекание алюминия через перфорированное днище верхнего тигля по мере его плавления регулируется интенсивностью нагрева, что дает возможность управлять скоростью подачи алюминия в литий, выдерживая благоприятные условия для растворения.
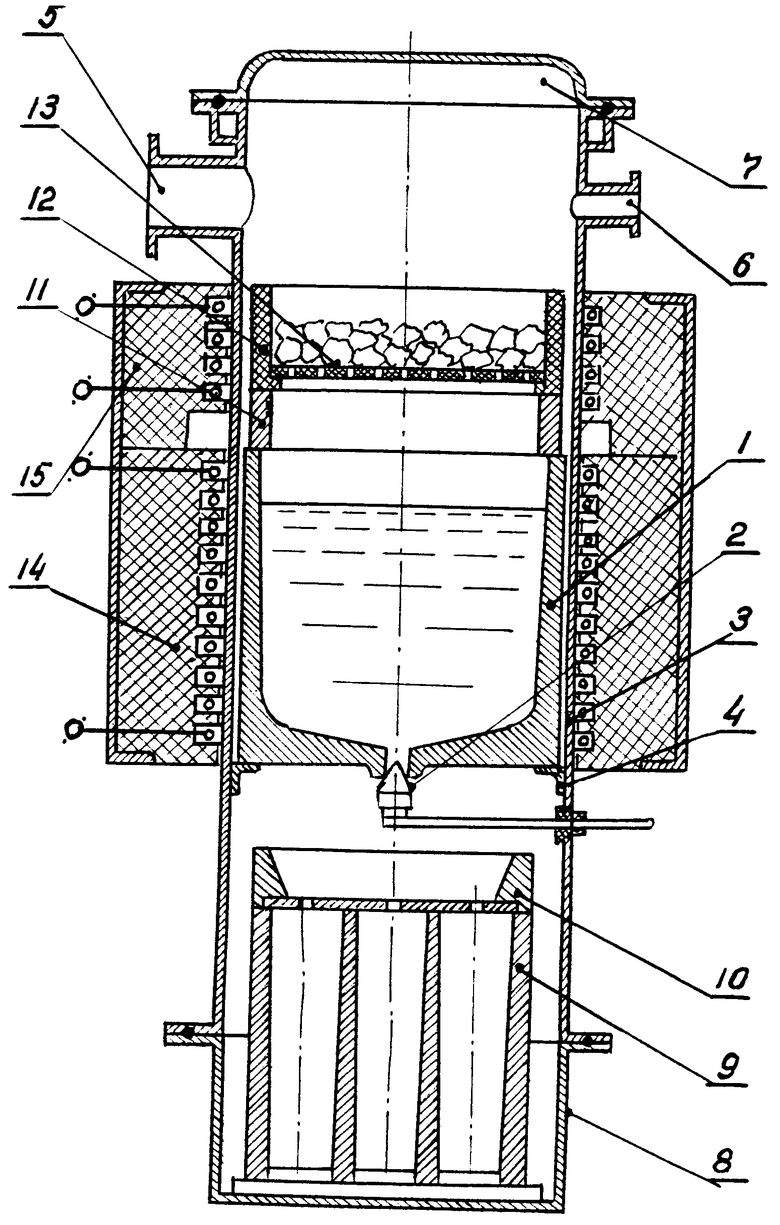
На чертеже представлена схема предлагаемого устройства.
Устройство включает основной плавильный тигель 1 из армко-железа со сливным стопорным устройством (стопором) 2, расположенный в средней по высоте части герметичного корпуса 3, на опорном кольце 4.
Корпус 3 имеет патрубки для вакуумирования 5 и подачи аргона 6, съемную крышку 7 и подвижное днище 8.
Под основным тиглем 1 размещена литейная форма-изложница 9 с распределительной литниковой системой 10. Над основным тиглем 1, на промежуточной подставке 11 расположен дополнительный графитовый тигель 12 с плоским перфорированным днищем 13.
С внешней стороны корпуса 3 размещена двухзонная электрическая печь, нижняя зона 14 которой совмещена по высоте с положением основного тигля-1, а верхняя зона 15 с положением дополнительного тигля 12.
Устройство работает следующим образом.
Основной тигель 1 устанавливают на опорное кольцо 4, и в донное отверстие тигля устанавливают стопор 2. На подвижное днище 8 ставят изложницу 9 с литниковой системой 10 и днище герметично соединяют с корпусом 3.
Расчетное количество лития в виде кусков или слитков загружают в тигель 1, после чего на верхнюю кромку этого тигля устанавливают подставку 11 и на нее дополнительный тигель 12. На перфорированном днище 13 с отверстиями 3-5 мм располагают расчетное количество алюминия в виде кусков или пластинок с размерами больше диаметра отверстий днища.
Алюминий укладывают равномерным слоем по всей поверхности перфорированного днища.
После загрузки корпус герметично закрывают крышкой 7 и вакуумируют через патрубок 5, связанный с вакуумным насосом. После вакуумирования в корпус через патрубок 6 подают инертный газ (аргон) для создания защитной безокислительной атмосферы в рабочей полости корпуса 3.
По достижении требуемого состава атмосферы включают нагревательную печь. При этом режим работы нижней и верхней зоны нагрева регулируют во взаимной зависимости. Так, за время нагрева, расплавления и перегрева лития в основном тигле 1 до температурного интервала 720-740оС алюминиевую шихту в дополнительном тигле 12 прогревают до 620-640оС или на 20-40оС ниже температуры плавления.
После достижения и стабилизации температуры лития в заданном диапазоне поднимают температуру алюминия в дополнительном тигле до точки плавления или выше на 10-30оС. При этом начинается оплавление алюминия, который по мере плавления стекает через отверстия перфорированного днища 13 в расплавленный литий и растворяется в нем.
Поверхностные пленки оксида алюминия, находясь в твердом состоянии, остаются на перфорированном днище.
После полного стекания алюминия расплав выдерживают 10-15 мин для выравнивания концентрации алюминия по объему, а затем снижают температуру сплава до 250-300оС и производят слив, удалив пробку сливного устройства 2. Готовый сплав через литниковую систему 10 поступает в каналы изложницы 9, где кристаллизуется в слитки заданного размера и формы.
Охлаждение сплава с 720-740оС до 250-300оС не вызывает отрицательных явлений, так как в этом температурном интервале для сплавов лития, содержащих 5-15% алюминия, согласно диаграмме состояния сохраняется однородный жидкий расплав. Снижение температуры сплава перед его разливкой необходимо для уменьшения усадочных дефектов при затвердевании слитков в изложнице.
Испытание предложенного способа проведено на лабораторной установке, изготовленной по описанной выше схеме. Емкость основного тигля по литию составляла 0,5 кг.
Расчетное содержание алюминия при коэффициенте использования 0,95 составило для 5%-ного сплава 26,3 г, для 15%-ного 79 г.
Параллельно проведены плавки в тиглях из армко-железа по принципу прототипа, с вводом гранулированного алюминия в расплавленный литий при температуре 350-420оС.
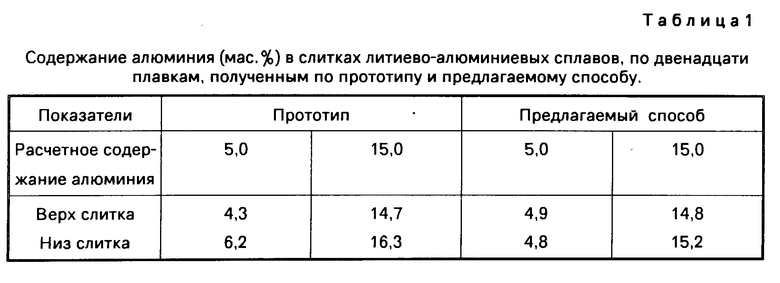
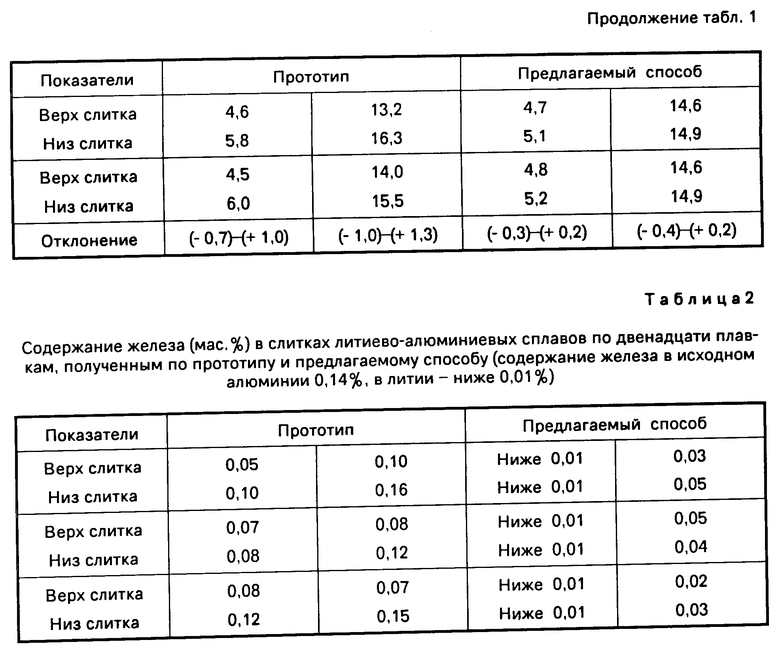
В табл.1 и 2 приведены результаты анализа слитков сплавов, полученных по прототипу и предлагаемому способу, на содержание алюминия и железа от проб с верхних и нижних зон слитков.
Как следует из приведенных данных, разброс по содержанию алюминия (табл. 1) в слитках, полученных по предлагаемому способу, в 2-5 раз ниже, чем по прототипу.
Содержание железа (табл.2) в плавках по предлагаемому способу сохраняются на уровне исходного лития при содержании алюминия в 5% и при 15% алюминия растет практически пропорционально количеству вводимого алюминия. При загрузке твердого гранулированного алюминия в расплавленный литий по прототипу наблюдается повышенное загрязнение сплава железом, очевидно за счет взаимодействия с железом тигля.
Оценка чистоты сплавов по включениям оксидных пленок алюминия проведена визуально, по виду внешней поверхности лент, полученных прокаткой сплавов. На образцах, выплавленных по прототипу, на поверхности лент просматриваются включения в виде волосовин, длиной до 5 мм, сориентированных в направлении прокатки, в количестве до 3 штук на 10 см2 площади для сплава с 5% алюминия и до 10 штук для сплава с 15% алюминия. Сплавы, полученные по предлагаемому способу, имели чистую металлическую поверхность, без видимых включений до 25-кратного увеличения.
Полученные результаты свидетельствуют, что литиево-алюминиевые сплавы, полученные по предложенному способу, обладают более высокой однородностью по распределению алюминия и повышенной чистотой по железу и оксидным неметаллическим включениям по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОГО СПЛАВА | 1993 |
|
RU2067123C1 |
| ЛИТИЕВО-АЛЮМИНИЕВЫЙ СПЛАВ, СПОСОБ И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2261933C2 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| ШИХТА И СПОСОБ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ФЕРРОМОЛИБДЕНА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2012 |
|
RU2506338C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ | 2005 |
|
RU2310547C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА ЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА ДИСКОВОЙ ФОРМЫ | 1993 |
|
RU2074458C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗГАРИ ЦИНКА | 2004 |
|
RU2267546C1 |
Использование: получение литиево-алюминиевых сплавов на основе лития, содержащих 5 - 15 мас. % алюминия. Способ получения литиево-алюминиевого сплава на литиевой основе заключается в дождевой заливке расплавленного алюминия в жидкий литий, перегретый выше температуры плавления интерметаллического соединения LiAl, до 720 - 740°С. Эта особенность исключает образование твердых фаз при растворении алюминия в литии и способствует ускоренному, равномерному распределению легирующего компонента в сплаве, а также подавляет взаимодействие компонентов сплава с материалами плавильных тиглей. Устройство для осуществления этого способа обеспечивает раздельную плавку лития в железном тигле и алюминия в графитовом тигле с перфорированным днищем. Слив алюминия в расплавленный литий струями и каплями через перфорированное днище с отверстиями, рассредоточенными над открытой поверхностью литиевого расплава, способствует равномерности распределения алюминия по объему сплава, а также удерживанию твердых остатков пленок оксида алюминия на поверхности днища, исключая загрязнение сплава неметаллическими включениями. Особенности предложенного способа и устройства обеспечивают получение однородного сплава повышенной частоты по неметаллическим включениям и растворимым примесям. 2 с. и 2 з.п. ф-лы, 1 ил., 2 табл.
| Патент США N 4761266, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
