(54) ПОДВИЖНЫЙ ПОД НАГРЕВАТЕЛЬНОЙ УСТАНОВКИ
oL - острый угол, образованный наклонным и горизонтальным участками.
Неподвижные я подвижные балки выполнены корытообразными для скатывания изделий .по боко&ь1М наклонным участкам и собирания их в пакет. Однако небольшой наклон боковых участков не обеспечиваег выбирания зазоров между изделиями при их перекосах. Увеличение же наклона боковых участков нежелательно, так как это может привести к выдавл1ваншо изделий и укладке их в несколько ярусов.
Неподвижные балки установлены выше средней линии круговой траектории для уплотнения пакета изделий в момент передачи его с неподвижных балок на шагающие. Уплотнение производится боковыми наклонными участками шагающих балок со стороны загрузки при перемещении их по круговой траектории в сторону пакета, лежащего на неподвижных балках. В случае размещения неподвижной балки ниже средней линии круговой траектории наклонные участки будут рас таскивать изделия в сторону, противоположную пакету, после совмещения боковых наклонных участков обеих балок.
При совмещении боковых наклонных участков обеих балок со стороны загрузки основания подвижных балок должнь} быть расположены между основаниями неподвижных балок и средней линией круговой траектории для уплотнения пакета путем давления изделий, лежащих на боковых наклонйых участках со стороны загрузки, на изделия, лежащ:ие на основаниях неподвижных балок. Давление происходит за счет того, что после
совмидения.боковых наклонных участков обеих балок со стороны загрузки Изделия .лежащие на этих участках, начинают движение по круговой траектории, а изделия, расположенные на основаниях неподвижных балок, лежат неподвижно, так как основания подвижных балок лежат Неподвижно и в этот момент расположены ниже оснований неподвижйых балок. Расположение подвижных
балок выше средней линии их круговой траектории при совмещении боковых наклонных участков со стороны загрузки обеспечивает собирание изделий в плотный йакет, а не растаскивание их по неподвижной балке.
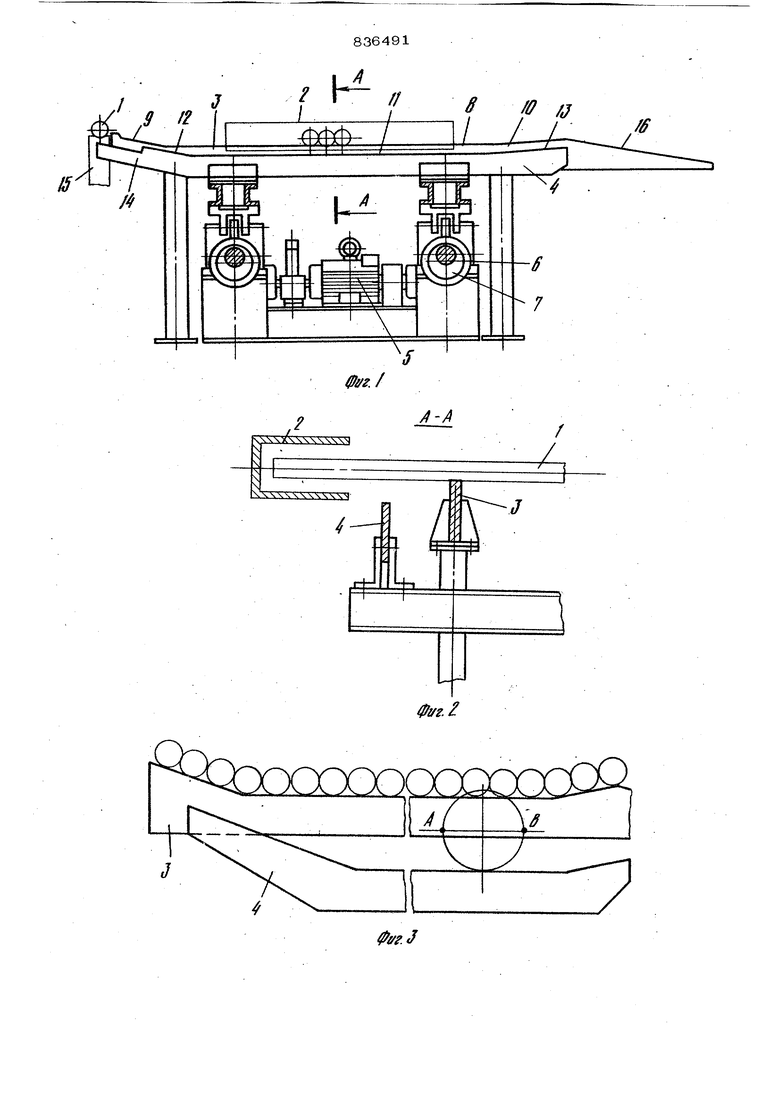
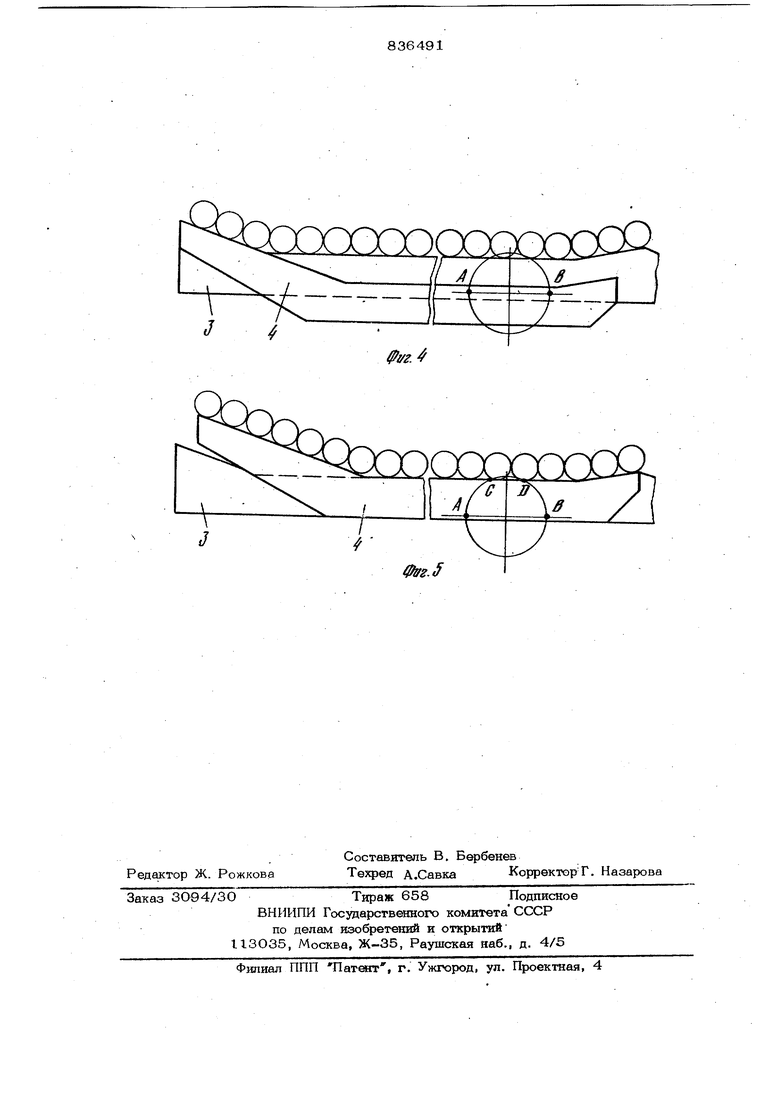
На фиГ. I изображена установка для нагрева концов заготовок щелевым индуктором с предлагаемым подвижным подом, вид спереди; на фиг. 2 - разрез А-Л фиг. I; на фиг. 3 - взаимное расположение подвижной и неподвижной балок при положении последней в нижней точке круговой траектории; на фиг. 4 то же, .при совмещении боковых наклонны участков балок со стороны загрузки; на фиг. 5 - то же, при совмещении оснований балок (съемный рычаг не показан).
Подвижный под для транспортировки заготовок I при нагреве их концов щелевым индуктором 2 содержит неподвижные 3 и подвижные 4 балки и привод 5, соединенный с подвижными балками через валы 6 и эксцентрики 7 для перемещения их по круговой траектории. Балки 3 и 4 выполнены корытообразного профиля. Балка 3 имеет основание 8 и боковые наклонные участки 9 и Ю, а балка 4 имеет основание 11 и боковые наклонные участки 12 и 13. Балка 3 установлена так, что ее основание 8 расположено выше средней линии АВ круговой траектории оснований 11 шагающих балок 4,-причем при совмещении боковых наклонных участков 9 и 12 обеих балок основание II балки 4 расположено между основанием 8 балки 3 и средней линией АВ круговой траектории основания II.
Подвижные балки 4 со стороны загрузки снабжены съемными рычагами 14 для загрузки заготовок на подвижный под с рольганга 15. Выгрузка изделий с подвижного пода производится по стеллажу 16.
Устройство работает следующим образом.
Привод 5 через валы 6 и эксцентрики 7 осуществляет перемвцение подвижных балок 4 по круговой траектории. В исходном положении подвижные балки 4 находятся в нижней точке круговой траектории {фиг, 3) . Заготовки подаются по рольгангу 15 до упора, после чего включается подвижный под, и подвижные балки 4, перемещаясь вверх по круговой траектории, съемными рычагами 14 снимают заготовку с рольганга 15 и при дальнейшем движении укладывают ее на боковой наклонный участок 9 неподвижных балок, откуда она скатывается на основание 8.
После заполнения заготовками оснований 8 и частично наклоннь х участков 9 происходит уплотнение пакета заготовок в процессе транспортировки. Балки 4, перемещаясь вверх по круговой траектории, боковыми наклонными участками 12 поднимают заготовки с наклонных участков 9 балок 3 (фиг, 4), при этом заготовки находящиеся на основаниях 8, остаются 1ежать неподвижно и уплотняются движущимися заготовками, лежащими на наклонных боковых участках 12,
При отсутствии зазоров наклонные участки 12 проскальзывают под заготовками до совмещения оснований обеих балок. После совмещения оснований 8 и 1 балок 3 и 4 (фиг. 5) весь пакет загчэтовок переносится подвижными балками 4 в верхней части круговой траектории на
один шаг .СД. Затем балка 4 опускается вниз, укладывая заготовки на балку 3, и возвращается в исходное положение. Далее цикл повторяется.
Таким образом, при работе установки пакет уплотняется давлением изделий, лежащих на боковых наклонных участках балок со стороны загрузки и начинающих движение по круговой траектории раньще чем изделия, лежащие на основаниях сташгонарных балок. Наклонные участки балок со стороны выгрузки предотвращают раскатывание изделий по поверхности балок в период уплотнения.
Контакт изделий между собой в процессе транспортировки их через индуктор .повыщает эффективность нагрева, скорость HarpeBQj КПД и производительность установки, а также обеспечивает равномерный нагрев всех заготовок.
Дополнительным преимуществом изобретения является минимальная высота подъема пакета над стационарной балкой, которая ограничена высотой щели ивдуктора. Кроме того, предлагаемый подвижный под исключает перекатывание изделий в процессе транспорт1фовки и том самым предотвращает касание заготовкой Индуктора, его замыкание и выход из строя.
Формула изобретения
Подвижный под нагревательной установки, содержаШий подвижные и неподвижные балки с эксцентриковым приводом, , о тличающийс я тем, -что, с целью сокращения времени нагрева изделий, рабочая поверхность балок впродольном сечении выполнена корытоофазной формы с наклонными и горизонтальными участками, причин наклонные участки со стороны загрузки йодвижных балок по отнощению к неподвижным смешены на расстояние, определяемое из соотношения
у R-tg dL+e+-b 5 iVR iif oL+2RC-E
Л I
Х- расстояние между горизонтальдеными участками подвижных и неподвижных балок (нижнее положение щагакзщих балок);
К
-эксцентриситет;
В
-расстояние по вертикали между наклонными участками неподвижных и подвижных балок (нижнее положение подвижных балок);
i, - острый угол, образованный . наклонным и горизонтальным участками.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР O 548633, кл. С 21D 1/12. 1977.
2.Авторское свидетельство СССР O 196О76, кл. F 27 В 9/16, 1966
ч ч ч ч,ч;
/f-A
/
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения изделий | 1979 |
|
SU866380A1 |
| Установка для нагрева заготовок | 1976 |
|
SU663736A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОКАТКИ ПЛОСКИХ ЗАГОТОВОК | 1989 |
|
RU2013143C1 |
| Установка для отпуска кромок листов | 1990 |
|
SU1775483A1 |
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Устройство для перемещения изделий | 1985 |
|
SU1359616A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Печь для нагрева изделий | 1989 |
|
SU1767314A1 |
| Устройство для перемещения изделий | 1989 |
|
SU1765653A1 |
.4
г.З
